
内螺纹塑料盖模具设计
2022-04-27 04:42:50连灿鑫
模具工业 2022年4期
0 引 言
塑件上的螺纹分为内螺纹和外螺纹,对于外螺纹,一般在定模板和动模板上各成型一半螺纹,或用2个滑块各成型一半螺纹。对于内螺纹,如果塑件材质是较软的材料(如橡胶、硅胶),可以采用强制脱模的方式;如果塑件材质是较硬的材料(如ABS),则应使用旋转螺纹型芯的方式脱模,但内螺纹塑件旋转脱模时,容易出现螺纹损伤的现象,废品率高。现介绍1副内螺纹塑料盖模具,将电气、机械、液压等知识综合应用到脱模机构中,使内螺纹型芯自动旋转脱模,解决成型塑件螺纹损伤问题,提高合格率,实现自动化生产。
1 塑件结构分析
图1所示为带内螺纹的塑料盖,材料为ABS,内螺纹规格为M54×2 mm,长度为7 mm。塑件外表面均匀分布12个凹槽,当螺纹型芯旋转时,这些凹槽埋在推件板中,可防止塑件与螺纹型芯一起旋转。
根据亨廷顿的观点,政治衰败源于新兴社会行动者对政治参与的渴望,政治参与程度的减弱有利益政治的稳定,亚当·普沃斯基则对此提出了批评,认为对于稳定的民主政治真正的合法化危机不是来源于社会动员导致的政治参与扩大,而是来自政治参与的不足。[6]就互联网背景而言,两者的理论都需要修正,互联网下的社会动员会导致公民重拾参与政治的热情,但是也诱发了基于互联网的不当的社会动员问题。

2 分型面分析
由于塑件呈管状结构,中间是通孔,塑件的分型面分为内分型面和外分型面,内分型面位于内表面的台阶处,外分型面位于塑件的最大轮廓处。定模型芯和动模型芯采用碰穿结构,定模型芯采用待成型塑件结构,动模型芯采用镶件形式,塑件内螺纹位于动模型芯上。脱模时为了使塑件外表面的凹槽从推件板上脱出,塑件外表面的锥度方向必须与内表面的锥度相反,塑件的分型结构如图2所示。

该塑件结构简单,没有卡扣和筋位,适合使用两板模生产,采用单点潜伏式浇口进料
,如图3所示。

3 模具结构设计
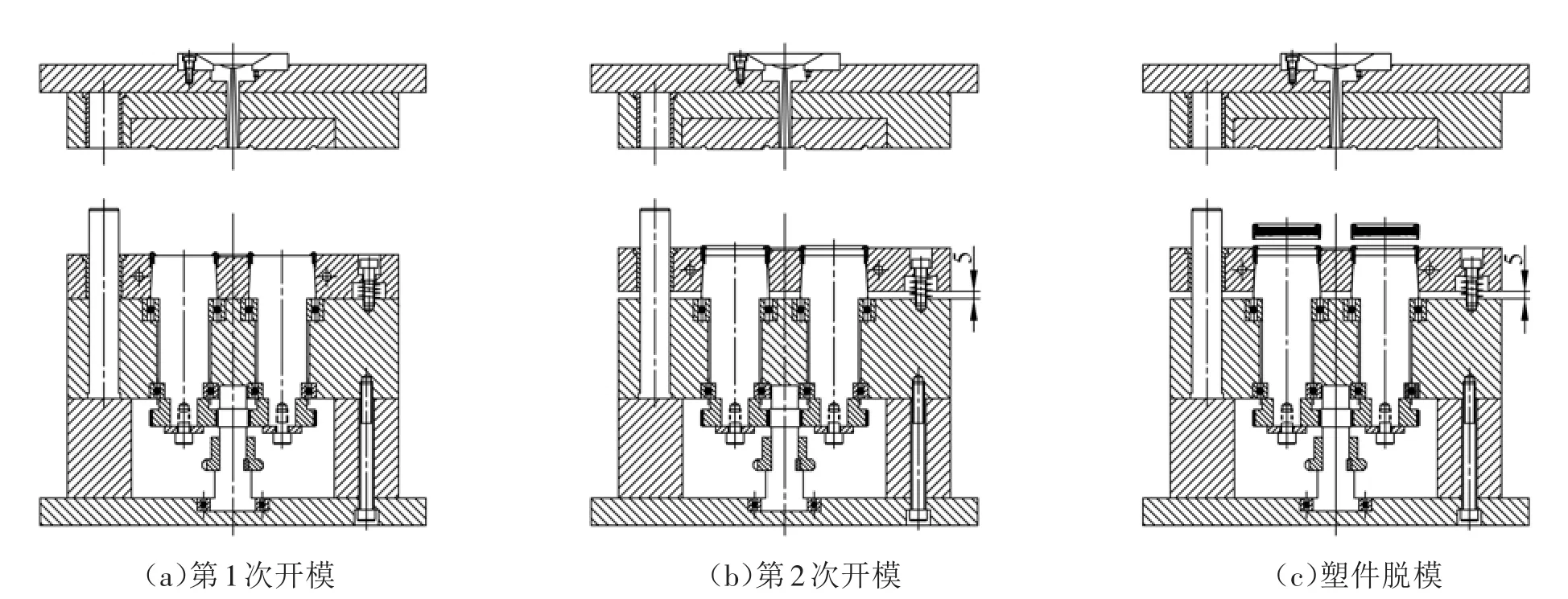
(2)当定模与动模分开后,液压电机通过链条带动主齿轮旋转,再由主齿轮带动4个螺纹型芯旋转。由于塑件的外表面有多个凹槽,可以阻止塑件跟随螺纹型芯旋转。螺纹型芯一边从塑件内螺纹中旋转一边脱出将塑件从推件板中推出,此时在弹簧的作用下,推件板与动模板分开(P2处)。在限位螺钉的作用下,推件板与动模板分开5 mm后停止运动,完成第2次开模,如图7(b)所示。
(1)当注射完成后,模具在定模板与推件板之间分开(P1处),完成第1次开模,如图7(a)所示。由于塑件被螺纹型芯扣住而留在推件板上,推件板被塑件抵住不能与动模板分开。
在基础教育教学工作中,每一位教师都要牢固地树立以学生为中心的先进理念,通过各种形式的教学活动,调动学生内在的学习动力和积极性。近些年来,生本课堂的构建问题成为教育界的研究热点,而且也有了大量的实践,生本课堂可以更好地调动学生的积极性,凸显出学生作为学习主人的角色地位。其中小组合作学习就是构建生本课堂的一种重要形式,教师在教学活动中要善于调动学生的学习热情,科学进行学习小组的创建,发挥好小组合作学习的重要作用。因此,关于学习小组创建的诸多问题,本文提出以下几点思考。

4 传动机构
(4)行程开关发出信号,液压电机停止旋转。当取出塑件后,在注塑机滑块的作用下,动、定模板和推件板复位,然后开始下一个注射周期
。
(3)当塑件从螺纹型芯上旋出时,由于螺纹型芯施加给塑件内螺纹的力消失,塑件会自动从模具中弹出,如图7(c)所示。

5 模具工作过程
塑件内螺纹是通过螺纹型芯的旋转将其从推件板中旋出,因此模具中不需要使用推杆和推杆固定板就能实现脱模,模具结构如图5所示。
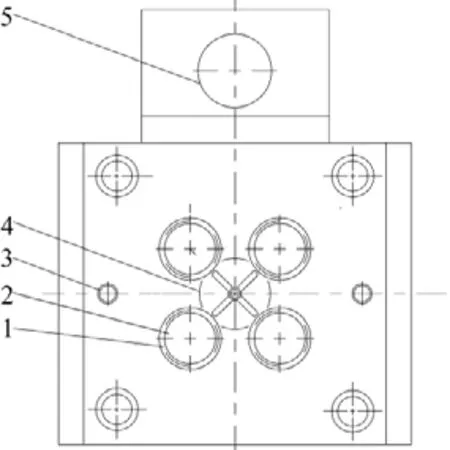
塑件外形尺寸为
62 mm×14 mm,模具按1模4腔布局,呈矩形阵列排列。在模架旁边安装液压电机,如图4所示,这种排列方式既可以保证每个待成型塑件的注射压力相同
,又可以使主齿轮带动4个螺纹型芯旋转时齿轮的受力均衡。
与当时脱离实际的学风相反,章学诚一再旗帜鲜明地强调做学问应当经世致用,他说:“学问所以经世,而文章期于明道,非为人士树名地也。”[4]章学诚“经世致用”的治学理念具体表现在三个方面:
模具传动机构如图6所示,在模具侧面安装液压电机,然后通过链条带动中间的主齿轮旋转,再由主齿轮同时带动4个型芯齿轮旋转,最后由4个型芯齿轮带动4个螺纹型芯旋转
。塑件的外表面有凹槽,可防止塑件与螺纹型芯一起旋转,当螺纹型芯旋转时,可以将塑件从推件板中推出。
20世纪60年代,我国的石油化工工业处于空白。20世纪60年代初,国家从西欧引进年产3.6万吨乙烯砂子炉及与之配套的高压聚乙烯等4套装置建在兰化。在黄河岸边,老兰化人饮风啜沙、肩挑手扛,在一个叫西固的荒滩上,建起了钢铁之躯的兰化、共和国的“长子”。1970年,装置全面建成投产的那年,17岁的董松江进了厂,在高压聚乙烯车间当了一名工人。一年后,到了车间的心脏—聚合岗位。
6 塑件脱模设计
推件板与动模板分开的距离应比螺纹长度短,否则存在2个弊端:①当螺纹型芯旋转结束时,弹簧施加推件板的力将全部集中在螺纹末端,容易导致末端的螺纹损伤,废品率高;②即使螺纹没有损伤,螺纹型芯与塑件分开后,塑件还留在推件板中,操作工难以将塑件从推件板中取出。
塑件内螺纹纹距为2 mm,螺纹长度为7 mm,在推件板上设置了限位螺钉,在限位螺钉的作用下,推件板移动5 mm后停止与动模板分开,此时还有1个纹距的螺纹在型芯中。当螺纹型芯继续旋转时,限位螺钉承受弹簧的弹力不再由塑件内螺纹承受,螺纹型芯在旋出最后1个螺纹时,螺纹处于自由旋出状态,不会损伤螺纹。
7 结束语
在模架上安装液压电机,由液压电机带动螺纹型芯旋转,将塑料盖内螺纹从模具中旋出,实现自动脱模。塑料盖的外表面有凹槽,这些凹槽卡在推件板上,可防止内螺纹塑料盖与螺纹型芯一起旋转。在推件板上安装弹簧和限位机构,当螺纹型芯旋转时,弹簧将推件板与螺纹型芯分开,可以防止螺纹型芯与推件板发生摩擦导致螺纹型芯磨损,防止成型塑件出现飞边。限位机构限制推件板与动模板分开的距离小于螺纹的长度,防止螺纹型芯旋转到螺纹结束时,使弹簧的弹力集中在内螺纹的结尾处而导致螺纹损伤。经生产实践证明,模具能实现塑件自动脱模,且没有出现螺纹损伤的现象,实现了自动化生产。
[1]程 美.基于Moldflow的汽车盒体件注射模具设计[J].中国塑料,2016,30(2):104-108.
[2]朱晓克,徐 彬.基于Moldflow分析的汽车前保险杠注射模浇注系统优化设计[J].机械制造,2015,53(9):76-79.
[3]刘红燕,卞 平.基于CAE分析的汽车刹车油盒家族模注射模具设计[J].塑料,2019,48(3):70-73.
[4]王建玲,刘 伟,王永瑛.豆浆机过滤器注射模具设计[J].塑料,2019,48(3):78-81.
[5]聂艳平,贺柳操.洗发液喷嘴瓶盖弯管与螺纹脱模机构及其注射模具设计[J].工程塑料应用,2019,47(2):76-81.
[6]石环城.塑料密封盖模具及脱模装置的设计[J].机械制造,2018,56(7):100-102.
[7]高永生,陈建文,王 洋.注射模具整圈环形倒扣的一种内抽芯机构设计[J].工程塑料应用,2019,47(8):82-85.
[8]卓荣明.内螺纹瓶盖注射模具设计[J].信息记录材料,2017,18(3)46-47.
猜你喜欢
装备制造技术(2021年2期)2021-07-21 05:38:22
制造技术与机床(2019年8期)2019-09-03 01:14:28
模具制造(2019年4期)2019-06-24 03:36:46
模具制造(2019年3期)2019-06-06 02:10:58
经济技术协作信息(2018年11期)2019-01-14 03:07:22
纤维复合材料(2018年4期)2018-04-28 08:45:40
制造技术与机床(2017年11期)2017-12-18 06:46:44
制造技术与机床(2017年10期)2017-11-28 05:24:14
中央民族大学学报(自然科学版)(2017年2期)2017-06-11 07:14:48
中国机械工程(2017年4期)2017-03-09 06:49:41
