
ICP-OES 法测定钢丝镀层中铝含量
2022-04-26 03:21:28田小亭
广州化工 2022年7期
田小亭, 王 凡, 金 英
镀锌钢丝采用优质低碳钢, 经过拉拔成型、 酸洗除锈、 高温退火、 热镀锌、 冷却等工艺流程加工而成。 它具有良好的物理性能, 所以它的适用范围也很广泛。 由于所得的镀层较厚,热镀锌较电镀锌有更好的防护性能, 因此是用于严酷工作环境的钢铁制件的重要保护镀层。 热镀锌制品在化工设备、 石油加工、 海洋勘探、 金属结构、 电力输送、 造船等行业有广泛应用, 在农业领域如农药喷灌、 暖房以及建筑业如水及煤气输送、 电线套管、 脚手架、 桥梁、 公路护栏等方面, 近年来已大量地被采用。
在锌铝合金镀层中, 铝是提高抗腐蚀能力的决定因素, 当镀层中铝质量分数为5%时为共晶组织, 具有最好的抗腐蚀性能和其他综合性能, 是替代传统纯锌镀层的新型镀层。 目前,镀层中铝含量的测定以容量法为主[1-3], 样品量多时, 过程繁琐, 分析速度慢。 用ICP-OES 法检测, 分析速度快, 可以更好地满足进度要求[4-12]。
1 试验部分
1.1 仪器与试剂
BLUE 型全谱直读电感耦合等离子体发射光谱仪, 德国斯派克。
六次甲基四胺, 分析纯; 盐酸, ρ=1.19 g/mL; 硝酸, ρ=1.42 g/mL; 基体锌粒, 质量分数≥99.999%; 去镀层盐酸缓蚀液, 盐酸(1+1)与六次甲基四胺(3%)等体积混合; 锌基体溶液, 称取10.0000 g 基体锌粒, 加水湿润, 加入20 mL 硝酸,盖表面皿低温溶解, 转移至100 mL 容量瓶中, 稀释至刻度,混匀。 此溶液锌含量100 mg/mL。
1.2 仪器工作条件
仪器主要参数: 工作高频27.12 MHz, 输出功率1400 W,冷却气流量13 L/min, 辅助气流量1.00 L/min, 雾化气流量0.80 L/min, 蠕动泵转速30 rpm, 样品提升量2.00 mL/min, 预冲击时间15 s, 分析时间45 s。
1.3 试验方法
挑选无划痕的钢丝, 按照国家标准YB/T4221-2016《工程机编钢丝网用钢丝》附录A 中要求剪取, 放入100 mL 去镀层盐酸缓蚀液中, 观察至气泡消失, 反应完全, 立即取出钢丝, 蒸馏水冲洗干净, 用无水乙醇擦净吹干, 放入烘箱内于105 ℃烘30 min, 放在干燥器内冷却30 min。 两次重量之差为镀层重量。缓蚀液直接转移至200 mL 容量瓶中, 如缓蚀液不清亮, 补加10 mL 盐酸, 煮沸至清亮, 转移。
1.4 工作曲线的配制
实验室收到客户送检的钢丝镀层铝含量10%左右, 锌含量为余量, 锌元素的干扰可通过基体匹配进行消除, 按照镀层重量中锌含量90%进行基体匹配。
取4.5 mL 锌基体溶液于200 mL 容量瓶中, 加入铝标准溶液,工作曲线浓度为50 μg/mL、 100 μg/mL、 200 μg/mL、 300 μg/mL、400 μg/mL。
2 结果与讨论
2.1 分析谱线的选择
选取两个铝含量不同的被测样品未知样1 和未知样2, 按照YB/T4221-2016 《工程机编钢丝网用钢丝》 附录A 容量法测定铝含量, 选取铝元素四条分析线进行试验, 对比容量法和ICP 法测定数据, 结果见表1。
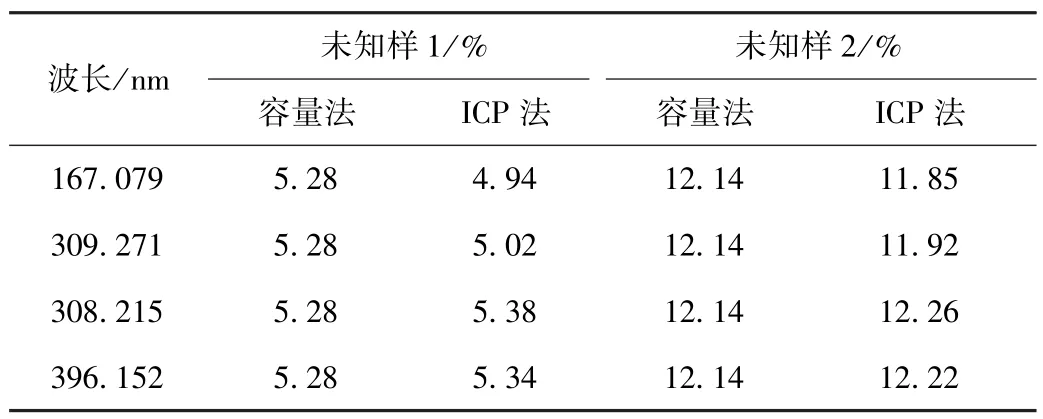
表1 分析谱线试验结果Table 1 Analysis of spectral line test results
由表1 结果可知, 低强度谱线308.215、 396.152 结果相比高强度谱线167.079、 309.271 更接近容量法结果。 结果符合ICP 谱线选取规则, 考虑铝元素含量与容量法接近程度, 选择谱线396.152 nm 作为分析谱线。
2.2 剪取段数研究
按照标准YB/T4221-2016 中表7 对客户送检的直径2.7 mm规格钢丝(Ⅰ组)进行剪取长度计算, 镀层重量未知的情况下采用最小值, 剪取长度应小于28.90 cm。 各剪取未知样1 和未知样2 长度28.50 cm, 为了检测方便, 钢丝剪成若干小段, 测定钢丝总长度镀层中铝含量, 结果见表2。
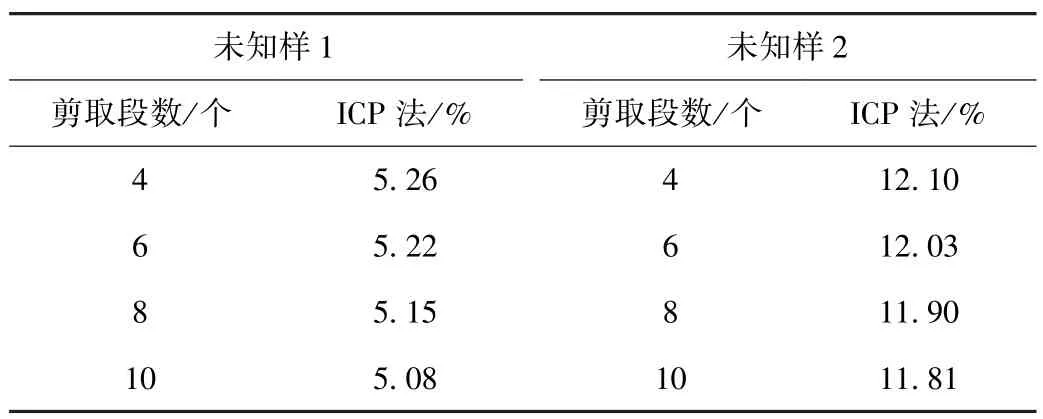
表2 剪取段数试验结果Table 2 Test results of cutting out the number of segments
由表2 结果可知, 每小段两个横截面会接触缓蚀液, 钢丝中的铁会被缓蚀, 剪取段数越多, 横截面越多, 缓蚀越多, 导致镀层重量增加, 铝含量偏低。 为了提高数据准确度, 截取四个小段进行试验。 截取要快速, 确保横截面平整, 不要有凸面, 防止增大接触面, 造成结果偏低。
2.3 试样缓蚀研究
缓蚀液中有盐酸, 会缓蚀钢丝, 控制反应结束点对本试验很重要。 各剪取未知样1 和未知样2 长度28.50 cm, 均剪成四段, 测定不同缓蚀效果的铝含量, 结果见表3。

表3 缓蚀效果试验结果Table 3 Test results of corrosion inhibition effect
由表3 结果可知, 无气泡现象为反应停止的终点, 观察到无气泡立即取出钢丝。 有气泡取出钢丝, 镀层未被完全缓蚀,测定结果偏低; 无气泡几分钟取出, 缓蚀液中的盐酸会缓蚀钢丝, 增加镀层重量, 测定结果偏低。
2.4 分析谱线的线性方程、 相关系数
选取铝元素谱线396.152 nm, 设定仪器工作条件, 锌基体溶液打底, 测定铝元素工作曲线, 如图1 所示。

图1 工作曲线Fig.1 working curve
由图1 可知, 锌基体溶液打底的铝元素相关系数在0.9999以上, 符合ICP 的要求。 在工作曲线下运行多遍空白, 计算方法检出限为0.346%
2.5 方法精密度及准确度
按照上述条件试验的最优方案, 对两个未知样1 和未知样2 进行十一组试验, 计算精密度, 结果见表4。
由表4 结果可知, 未知样1 和未知样2 的相对标准偏差分别为0.661%, 0.373%, 该方法精密度好, 符合化学分析方法的一般要求。

表4 测试结果与相对标准偏差Table 4 Test results and relative standard deviation
按照上述条件试验的最优方案, 对未知样1 进行加标回收率的试验, 加标量分别为铝元素含量的0.5、 1.0、 1.25、 1.5 倍。依此对样品命名为JB1、 JB2、 JB3、 JB4。 试验结果及回收率见表5。

表5 试验结果及回收率Table 5 Test results and recovery rate
由表5 结果可知, 铝元素的加标回收率均介于98% ~105%, 符合化学分析方法的一般要求, 方法准确度高。
2.6 干扰试验
钢丝镀层中主要成分为锌和铝, 锌基体对铝元素发射强度有影响, 且对强度的增感或抑制是同时存在的, 配置工作曲线时加入锌溶液消除基体干扰。 杂质元素总和不超过0.50%, 且稀土元素居多, 干扰可以忽略不计。
3 结 论
通过上述系列研究结果表明, 剪取钢丝擦净烘干, 放入缓蚀液中, 反应停止取出, 采用铝元素396.152 nm 分析谱线, 利用等离子体发射光谱仪能准确、 快速的进行镀层钢丝中铝含量的测定。 同时该方法还具有操作简易、 线性范围宽、 准确度高、 便于检验员操作的优点。
猜你喜欢
建材发展导向(2022年20期)2022-11-03 01:06:28
建材发展导向(2022年12期)2022-08-19 02:33:46
建材发展导向(2021年20期)2021-11-20 05:43:14
测试技术学报(2021年3期)2021-06-11 03:18:44
矿产勘查(2020年1期)2020-12-28 00:21:42
电子测试(2018年11期)2018-06-26 05:56:00
电镀与环保(2018年1期)2018-04-04 05:21:22
电镀与环保(2017年3期)2017-06-23 08:24:50
光学精密工程(2016年1期)2016-11-07 09:01:03
超硬材料工程(2016年1期)2016-02-28 22:20:02
