
基于DMAIC的变压器生产质量改进研究
2022-04-26 11:03:58黄鹏鹏
组合机床与自动化加工技术 2022年4期
黄鹏鹏,王 锟
(江西理工大学机电工程学院,赣州 341000)
0 引言
在竞争日益激烈的电子制造行业,产品质量对于企业发展至关重要。六西格玛是一种通过数据分析、旨在减少产品与服务缺陷的质量管理方法[1]。DMAIC方法为六西格玛主要实施技术,它包括定义、测量、分析、改进和控制五个阶段,由于该方法可以有效降低企业生产成本,提高产品质量与客户满意度,因此得到了广泛的应用与关注[2]。张钱钱等[3]针对T型材在拉弯后造成的端面厚度尺寸超差问题,运用六西格玛方法分析尺寸超差的原因,最终实现质量的提升。陈洪根等[4]采用DMAIC方法对转向轴进行质量改进,通过制定全面改进方案,产品不良率得到有效控制。TANNADY等[5]以DMAIC方法对瓦楞纸箱进行分析,采用实验设计和标准操作程序对生产过程进行了改进。MUSTANIROH等[6]采用DMAIC对马铃薯片生产中缺陷进行质量控制分析,对薯片的颜色、脆度和尺寸进行了改良。赵晴[7]运用DMAIC流程并结合Minitab软件,对橡胶密封圈内径控制进行研究,使密封圈内径合格率得到提高。
基于目前的研究现状与现阶段H公司的质量状况,本文采用六西格玛DMAIC方法并结合Minitab软件[8]对H公司A变压器的生产过程进行质量分析改进。在定义阶段,运用SIPOC流程图、帕累托图等工具明确产品改进目标与范围;在测量阶段,运用测量系统分析与过程能力分析对测量系统的稳定性、人员的一致性以及过程能力的稳定性进行判定;在分析阶段,运用故障树分析工具与比率检验分析,确定出改进重点为激光点焊机参数设置不合;在改进阶段,利用部分因子实验设计确定焊锡的最佳参数组合,制定出改进方案;最后对改进效果进行验证并建立相应的控制方案,使得改进成果标准化,以期达到提高产品合格率的目的。
1 生产现状分析
H公司以磁性元器件生产为基础,主要生产传感器、控制器、变压器等产品,同时还为客户提供专用产品的研发。其主要生产车间为高频变压器生产车间,A变压器为车间新引入产品,生产技术不够成熟,不合格品率接近10%,单月因返工、报废及客诉造成的直接经济损失达万元。为了提高客户满意度,加强自身的竞争力,亟需有效方法改善变压器的质量,以期提高产品合格率、降低公司成本同时树立良好的供应商形象。
2 生产质量改进实施
2.1 定义阶段
H公司A变压器SIPOC流程如图1所示,检验合格品流入下道工序,不合格品放入不合格品盒中。为了找出需要改善的问题点,对A变压器一个月内生产过程中各检验点的废品数量进行收集汇总,得到变压器质量不良数的帕累托图,如图2所示。激光点焊不良数为383件,占比72%,为关键质量问题。通过对激光点焊产品的不良品进行分析,主要不良为本体粘锡珠锡渣与连锡,因此将提高激光点焊合格率定义为实施项目的质量改进点。
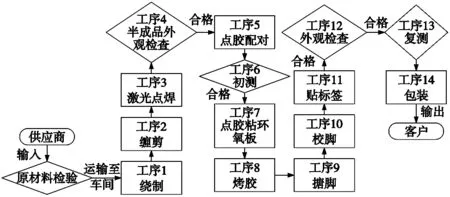
图1 A变压器SIPOC流程
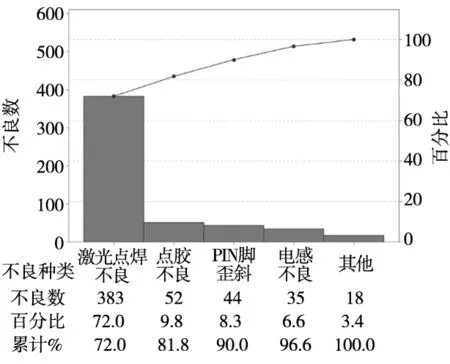
图2 不良数的帕累托图
2.2 测量阶段
2.2.1 测量系统分析
从定义阶段可知,造成A变压器不良率过高的主要原因为激光点焊造成的焊锡不良,因此首先应该找出导致焊锡不良的因素。为了验证测量系统以及作业人员的可靠性、稳定性与重复性,选取30件变压器样品,其中包括20件合格品,10件PIN脚焊锡不良品。安排两名检验人员进行重复性缺陷检测,作业环境位于车间外观检验站,工具为10倍放大镜。运用Minitab软件进行测量系统分析,如图3所示,检验员1和2检验30件产品,相符数29件,占96.67%;检验员与标准之间相符数为29件,占96.67%,说明测量系统具有较高的准确率。
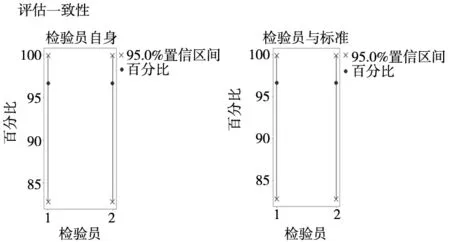
图3 测量系统分析
2.2.2 生产能力分析
根据过去一个月激光点焊不良数据,对现有的生产能力进行分析,分析结果如图4所示。
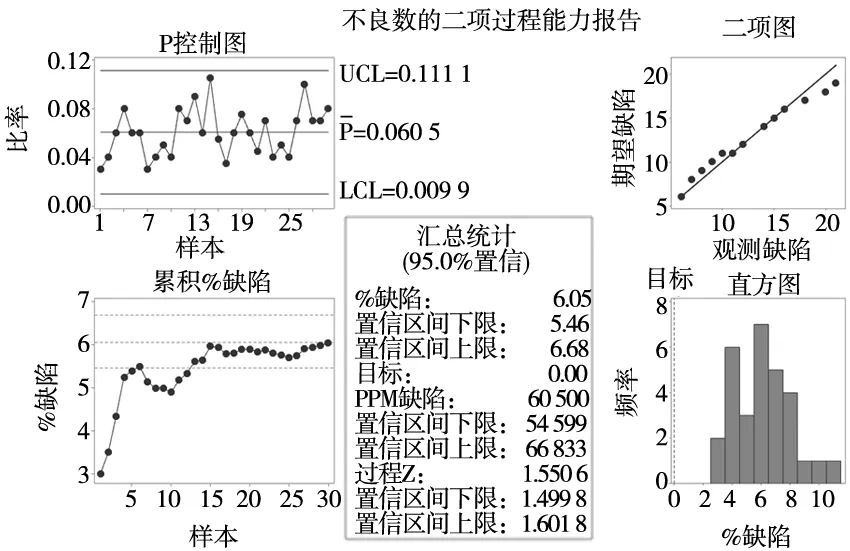
图4 不良数的二项能力报告
由P控制图和累积缺陷图可知过程处于统计控制状态,二项分布概率图和缺陷直方图表明过程输出数据服从二项分布,PPM缺陷为60 500,缺陷率为6.05%,西格玛水平为1.550 6,说明目前的生产过程控制能力不足,故需对其进行改进。
2.3 分析阶段
针对激光点焊导致的焊锡不良问题,本文将综合利用故障树、比率检验等对其产生原因进行分析,进而找到关键影响因素。
2.3.1 故障树分析
(1)定性分析
根据工序过程和故障机理分析得到焊锡不良的故障树,如图5所示。其中,T为顶事件;A1~A4为中间事件;x1~x7为底事件,各事件及代码如表1所示。通过定性分析,该故障树的最小割集为{x1},{x2},{x3},{x4},{x5},{x6},{x7}。
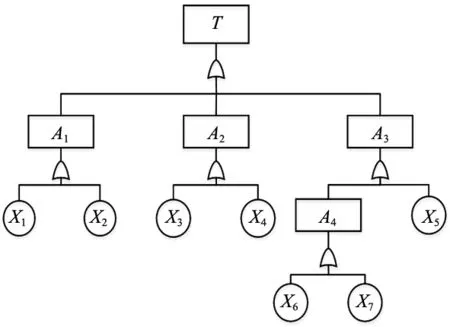
图5 焊锡不良故障树
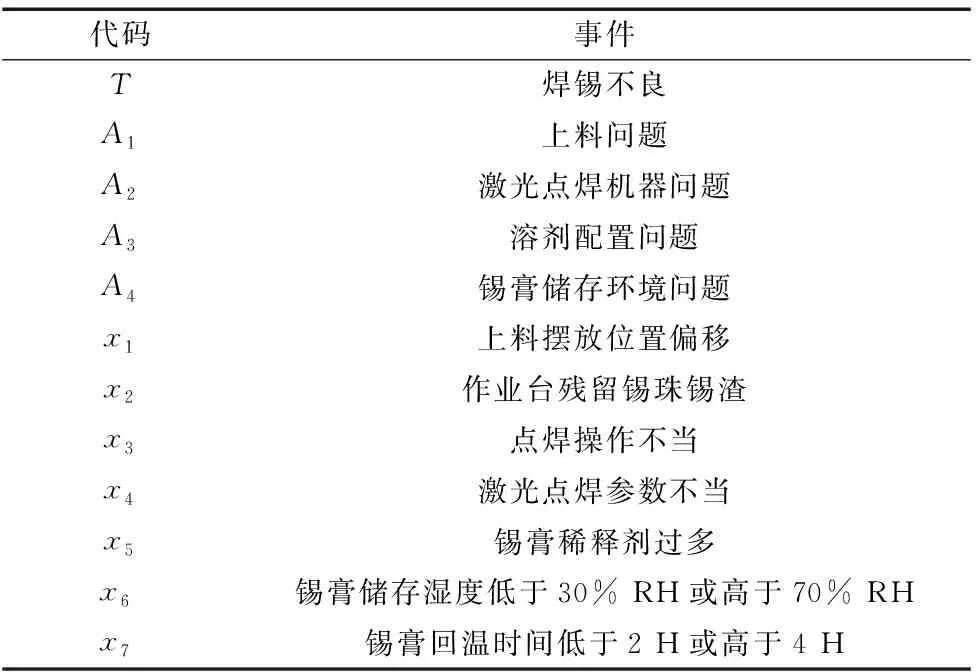
表1 故障树事件表
为了计算顶事件发生概率,对最小割集进行不交化处理[9],公式为:

(1)
(2)定量分析
在故障树定性分析的基础上,根据基本事件的故障发生数据,求解顶事件的发生概率和基本事件的重要度,并找到导致顶级事件发生的关键影响因素,为产品改进提供方向。因此引入关键重要度的概念,关键重要度表示系统故障概率变化率和引起其发生的底事件故障概率变化率的比值[10]。它反映底事件概率重要度的影响程度,对关键重要度大的底事件采取合理的方法,可以有效降低顶事件发生的概率,其计算公式为:
(2)
式中,Icr(i)为第i个单元的关键重要度。
(3)关键重要度的计算
根据对现场的加工过程、统计数据的分析,生技、品质、研发3部门工程师对7个底事件的发生概率进行评估,最终得到:上料摆放位置偏移发生概率为2%,作业台残留锡珠锡渣概率为1%,点焊操作不当发生概率为4%,激光点焊参数不当发生概率为8%,锡膏稀释过多发生概率为3%,锡膏储存湿度低于30% RH或高于70% RH发生概率为1%,锡膏回温时间低于2 H或高于4 H发生概率为3%。将各底事件发生概率代入公式(1)中,得出顶事件发生概率P(T)=0.201 8。将各底事件的发生概率和顶事件的发生概率代入公式(2)中,得出各底事件关键重要度为Icr(1)=0.080 7,Icr(2)=0.040 0,Icr(3)=0.164 8,Icr(4)=0.343 9,Icr(5)=0.122 3,Icr(6)=0.039 9,Icr(7)=0.122 3。由计算可知,激光点焊参数不良的关键重要度最高,因此将其作为改善重点进行分析。
2.3.2 激光点焊参数比例检验
激光点焊工序是A变压器的关键工序,激光点焊是利用高能激光脉冲对PIN脚局部锡膏处进行加热,将锡膏融化后包裹于PIN脚处所缠铜线,最终实现变压器焊点焊接过程。车间内激光点焊设备使用过程中的常见参数包括点锡膏时间、焊接位置公差、焊锡温度、焊锡时间、聚焦高度。激光点焊的质量好坏与各工艺参数的设置有很大关系,为了验证改变点焊参数是否为引起点焊不良,将焊锡温度从280调整至350得出结果如图6所示。
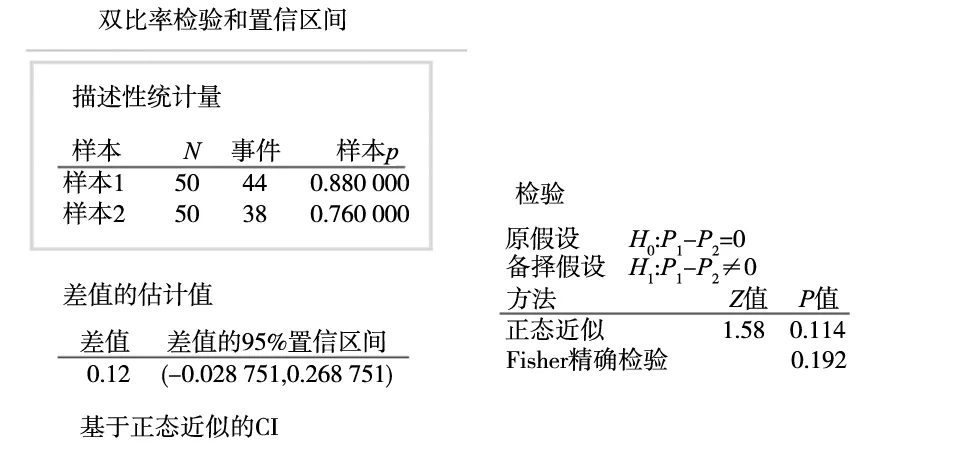
图6 双比率检验输出图
将焊锡温度280的合格率设为P1,焊锡温度350的合格率设为P2。
H0:P1=P2
H1:P1≠P2
P值=0.88>0.76
拒绝原假设,即在α=0.05的水平上,改变焊锡参数会对合格率产生影响。
2.4 改善阶段
2.4.1 关键影响因素改进
受到时间与成本的限制,对影响激光点焊质量的5个因子进行DOE部分因子试验,为获得最大的产品合格率寻找最佳的参数组合。5个因子分别为点锡膏时间、焊接位置公差、焊锡温度、焊锡时间、聚焦高度。具体的参数设计如表2所示。

表2 激光点焊参数DOE因子表
实验安排5因子2水平,16次试验,另3次取中心点,分辨度为V,响应变量为焊锡合格率,输入到Minitab软件中,如表3所示。按照不同参数组合调整激光点焊机参数,每次试验取50个样本,并识别出样本中的缺陷产品,将焊锡良率收集至数据表中进行分析,分析结果如图7所示。

表3 激光点焊实验结果表

续表
图7 主效应图与响应优化结果
通过Minitab运算结果,得出了最优的参数组合:当点锡膏时间为1500 ms,焊接位置公差为0.2 mm,焊接温度为280 ℃,焊锡时间为3.0 s,聚焦高度为176 mm时,可获得最大的焊锡合格率。
2.4.2 其他影响因素改进
(1)作业员每隔1 h对激光点焊工作台进行检查清理,确保点焊机台面无锡珠锡渣残留。
(2)做治具防护产品本体,防止激光电焊时锡珠飞溅到本体上。新增治具可以防护产品PIN脚和线槽粘锡珠锡渣,如图8所示。

图8 防护治具
(3)规范锡膏储存环境与使用流程,并要求员工按照锡膏回温时长与锡膏使用注意事项进行管控。
2.5 控制阶段
2.5.1 改进效果
为了验证改进效果,收集30天改进后的激光点焊不良数进行分析,通过Minitab软件对数据进行二项过程能力分析,如图9所示。
由控制图和累积缺陷图可知过程处于统计控制状态,二项分布概率图和缺陷直方图表明过程输出数据服从二项分布,PPM缺陷为13 000,缺陷率为1.3%,西格玛水平为2.226 2。与改进前的数据相比均有提高,改善效果显著。
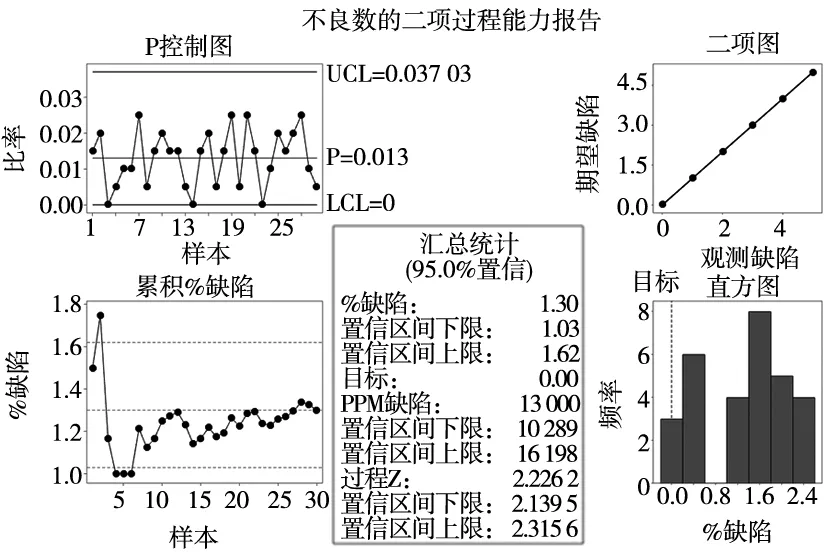
图9 不良数二项过程能力报告
2.5.2 持续改善与标准化
针对上述的改进进行文件化与标准化的控制具体如下:将治具防护、锡膏使用规范、最优焊锡参数标准化到作业指导书中。改进方案实施后,对一段时间内的A变压器不合格品进行数据收集汇总,结果显示A变压器不合格率有效控制在1.8%左右,达到了提升质量、降低返工与报废成本的目的。
3 结束语
焊锡是变压器生产中的关键工序,焊锡的好坏对变压器的质量起重要影响。本文运用六西格玛DMAIC方法对变压器生产质量进行研究,将提高激光点焊合格率作为改进目标,借助故障树分析找出重要影响因素,最终通过实验设计得出最佳焊锡参数组合,并对改善结果进行标准化管控。结果表明,该方法可以有效地改善产品质量缺陷,提高变压器的生产合格率。
猜你喜欢
材料保护(2024年4期)2024-05-18 04:20:56
汽车实用技术(2022年5期)2022-04-02 10:04:42
现代畜牧科技(2021年9期)2021-10-13 06:38:48
机电工程技术(2020年8期)2020-09-25 06:03:22
再生资源与循环经济(2019年5期)2019-01-20 23:45:25
焊接(2016年5期)2016-02-27 13:04:46
中国卫生质量管理(2015年2期)2015-12-01 05:43:57
焊接(2015年6期)2015-07-18 11:02:24
焊接(2015年8期)2015-07-18 10:59:12
现代企业(2015年8期)2015-02-28 18:55:23
