深孔DF系统脉冲排屑机理的研究
2022-04-19 01:18药芳萍董振张潇张志兵
机械制造与自动化 2022年2期
药芳萍,董振,张潇,张志兵
(中北大学 机械工程学院,山西 太原 030051)
0 引言
排屑不畅一直是制约深孔加工技术发展的主要因素之一。针对这一难题,国内外专家学者进行了大量的研究。庞俊忠教授等设计了刀具旋转式DF系统,即一种带负压抽屑装置的深孔内排屑加工系统,分析了负压装置结构参数对负压效应的影响,得出了排屑效果最佳的结构参数组合[1]。贺彩彩等对BTA钻的喉部进行了改进,并采用Fluent软件对其排屑特性进行了仿真实验,得出了改进后的BTA钻能够加快排屑速度,缓解堵屑现象的发生[2]。赵武教授等分析了切削液扰动对BTA系统镗削时横向振动频率的影响,得出了BTA系统横向振动频率与切削液流速之间的变化规律[3]。GUO Z H等建立了DF系统负压射流模型,提出了两段射流注入法来提高负压效应,并通过仿真实验证明新型喷嘴的喷射角为33°、间隙为0.4mm时,负压排屑效果最佳[4]。
以上针对排屑问题所取得研究成果中,主要通过改造钻杆、刀头以及负压装置的结构来提高排屑效率,其供油方式仍采用恒压恒流供油,切削液在排屑通道中保持相对恒定的流动状态。这种状态下,切屑受到的冲击力变化有限,排屑过程仍存在堵屑风险。而本文在DF系统研究基础上,提出了脉冲负压供油方式,使得切削液呈现脉冲式供给,并对其脉冲排屑特性进行了实验与仿真模拟,得出了脉冲供油能够增强排屑过程中的冲击、扰动效果,缓解堵屑现象的发生,取得更好的排屑效果。
1 DF系统脉冲排屑机理的研究
1.1 DF系统脉冲排屑工作原理
DF系统脉冲负压排屑装置如图1所示。该装置中,DF系统前置通道上安装有可控制流量的脉冲调流器。调流器可在电机的带动下不断旋转,其内部的转子通道与前置通道周期性连通,可实现切削液的脉冲式供给[5]。切削液以不断变化的流量、流速进入到切削区以及钻杆内部时,将对切屑产生一个不断变化的冲击力,增强排屑过程中的冲击、扰动效果,加快切屑的折断、排出过程[6]。
1.2 DF系统前通道排屑数学模型
DF系统的前排屑通道与BTA系统相似,切削液由授油器输出,在钻杆与工件间的缝隙处形成一个封闭油环进入切削区,并带动切屑从钻头的排屑孔流入钻杆内部,进行排屑[7]。图2为DF系统前排屑通道模型,排屑过程中,切削液压力损失主要发生在钻杆缝隙、刀头切削区以及钻杆排屑通道3个部分。
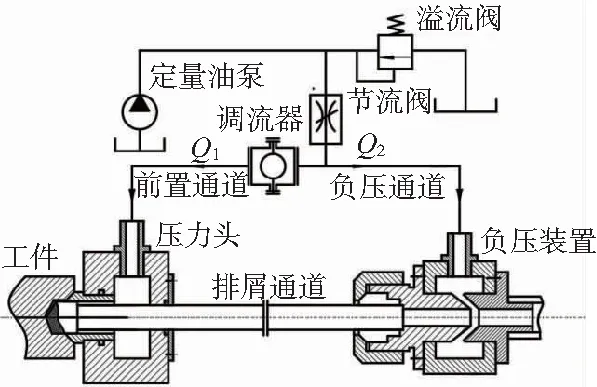
图1 脉冲负压排屑装置示意图

图2 DF系统前排屑通道模型
设授油器输出油压为P1;输出流量为Q1;P2为排屑通道末端油压;L1为切削液流经缝隙长度;L2为排屑路径总长度;d1为油环外径;d2为钻杆外径;d3为钻杆内径;P吸为负压效应产生的负压抽吸力。
由流体力学可知,切削液从授油器流向切削区的过程中沿程压力损失ΔP1为
(1)
当切削液经缝隙进入钻削区时,由于流动截面发生变化,将产生局部压力损失ΔP2:
(2)
式中:ζ为局部损失因子;v1为液体流经缝隙的平均速度;ρ为切削液密度。
当切削液经钻削区进入钻杆内部时产生的油压损失为钻杆内部沿程压力损失ΔP3以及推动切削进行排屑所产生的油压损失ΔP4。
(3)
式中:λ为沿程阻力系数;v2为断面平均流速。
排屑通道内切削液推动切屑所需消耗的能量W为
W=F阻L2=ρ材v3wapgfL2
(4)
式中:F阻为切屑在排屑通道中受到的阻力;ρ材为工件密度;w为切屑刃宽度;ap为背吃刀量;f为切屑与管壁的摩擦系数;g为重力加速度;v3为进给速度。
则推动切屑进行排屑所产生的油压损失ΔP4为
(5)
因此,在考虑负压吸力P吸的作用下,钻杆末端的油压P2为
P2=P1-(ΔP1+ΔP2+ΔP3+ΔP4)+P吸=
(6)
由压强公式,得钻杆末端排屑力F排为
F排=P2S=
(7)
由式(6)和式(7)可知,随着钻杆长度L2的增加,排屑过程的油压损耗将随之增加,钻杆末端的油压P2及排屑力F排将不断减小。当F排≤F阻时,排屑速度将会降低,且当F排过小,可能导致堵屑现象的发生。由于目前DF系统采用恒压恒流供油方式,切削液以一个相对恒定的压力、流速在管道中流动,因此在堵屑现象发生后,切屑的受力将保持相对平衡,其运动状态不会改变。随着排屑过程不断进行,后续的切屑不断涌来,堵屑现象将变得更加严重。而脉冲供油排屑方式能够提高排屑动力峰值,产生更为强劲的瞬时冲击力,缓解堵屑现象的发生。
2 DF系统脉冲排屑效果实验
2.1 实验方案
为验证脉冲式供油的实际排屑效果,本次实验测试了脉冲装置工作时,切削液在排屑通道中的流量变化特性。如图3所示,将调流器安装于机床供油通道上,使通过供油通道的切削液呈脉冲式供给,并在授油器与脉冲装置之间的管路上安装流量检测装置,以测试切削液流量的变化信号。
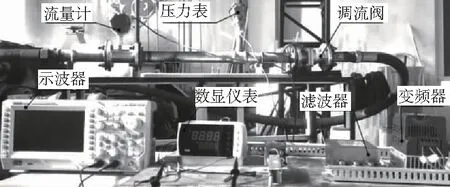
图3 脉冲排屑实验设备
在实验中,通过改变脉冲频率,采集、记录不同脉冲频率下流量的变化数据,并将采集记录的数据进行滤波处理,可以得到切削液的流量变化曲线。实验方案如表1所示。
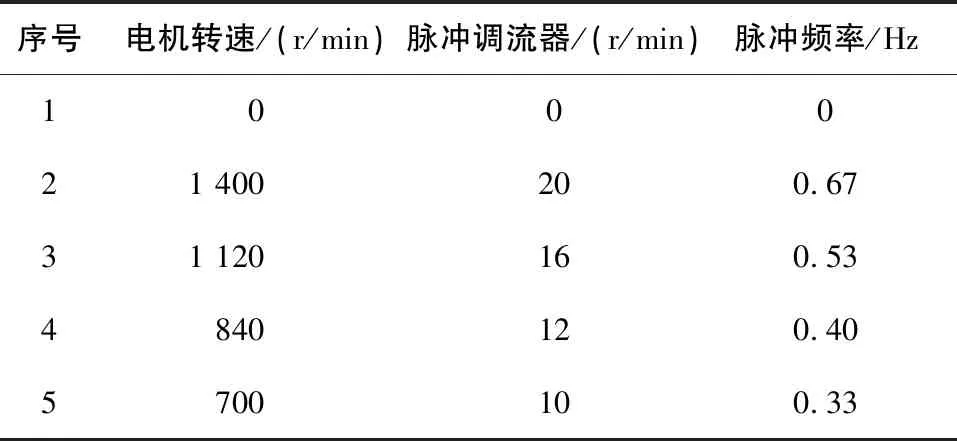
表1 实验方案
2.2 实验结果分析
脉冲排屑实验测得的各频率流量变化信号的原始波形及滤波后的波形如图4所示。
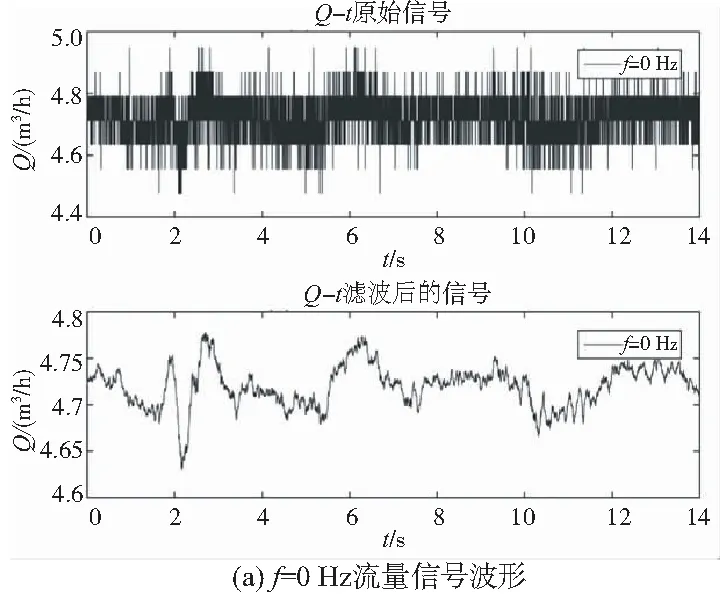
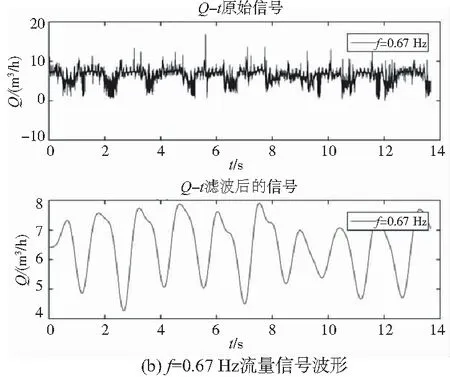
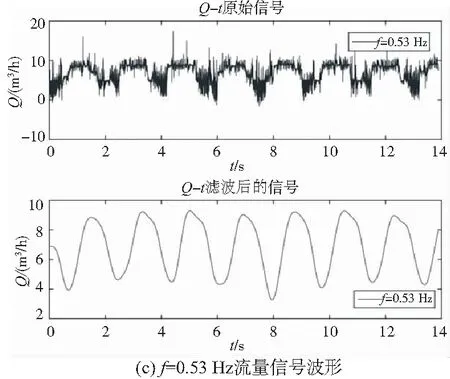
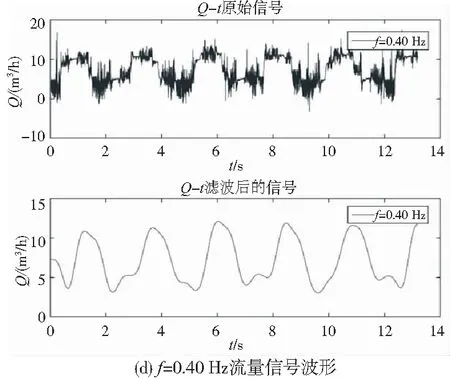
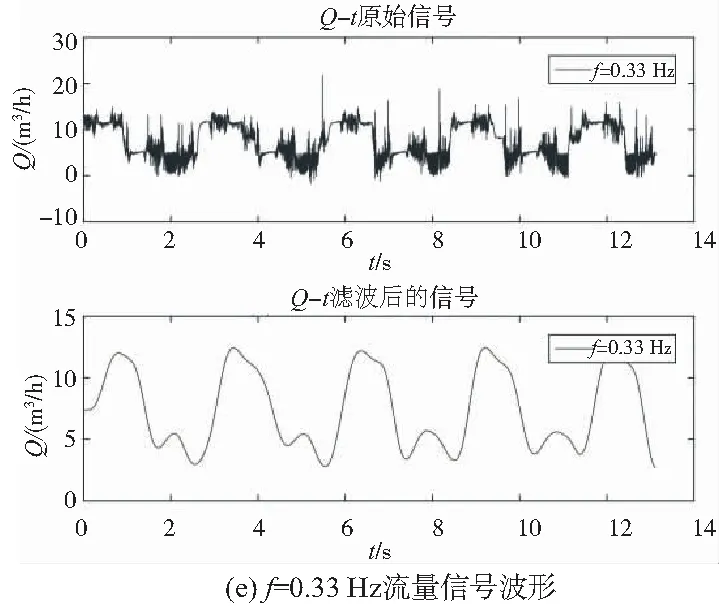
图4 切削液流量变化曲线
通过对示波器采集得到的流量变化信号数据进行处理,可得到切削液流量的变化范围如表2所示。
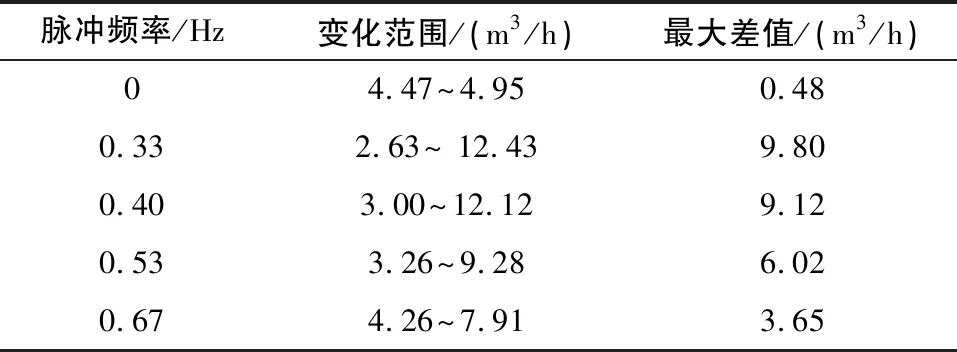
表2 脉冲流量变化范围
通过分析实验结果可以得出:1)脉冲式供油下,切削液流量变化曲线呈现周期性的上下连续波动;2)在无脉冲状态下(即恒定供油),切削液的流量变化幅度较小,而脉冲装置开启后,切削液的流量变化幅度明显增大,且当f=0.33Hz时,切削液流量的变化差值达到最大。较大流量差值将产生较高的瞬时排屑动力峰值,增强排屑过程中的冲击、扰动效果,缓解排屑过程中堵屑现象的发生。
3 脉冲排屑仿真实验
3.1 仿真模型及参数设置
本次仿真实验的主要目的是观察脉冲切削液在通道中的流动特性。依据实际的脉冲排屑装置,在UG中建立如图5(a)所示的排屑通道模型。所建模型中,脉冲阀进油孔内径为30mm,钻头采用30BTA钻,钻杆内径为25mm,外径为21mm,长度为1m。将所建立的模型导入至Fluent软件进行网格划分,所得到的流体域网格模型如图5(b)所示。

图5 仿真模型
仿真实验通过观察调流阀转过0°、22.5°、45°、67.5°时的流体运动规律,来分析脉冲流体的排屑效果。实验选用的物理模型为湍流标准k-ε模型,内部流体选取硫化切削液[8]。在边界条件的设置中,将进油口设置为速度进口,高压油泵的供油量为5m3/h,即进口速度为2m/s,出油口设置为自由流出(out flow),wall保持默认设置,收敛准则将松弛因子设置为0.000 1,仿真步数设置为1 000[9]。
3.2 仿真结果分析
在Fluent计算完成后,可进入CFD-POST中对仿真结果进行处理。从图6所示的转角为0°、22.5°、45°、67.5°时的z-y截面速度分布云图中可以看出:调流器转过不同角度时,切削液在钻削区和钻杆前端的高低流速区域分布情况各不相同。而从图7所示的中轴线速度分布曲线图中也可以看出:随着调流阀转角的变化,排屑通道内中轴线上的流速呈现先上升后下降而后恢复平稳的变化趋势。其中,转角θ=45°时,钻杆前端的流速最高;转角θ=67.5°时,钻杆前端的流速最低。高流速将提高排屑动力峰值,低流速也能使切屑保持受冲击的状态。在这种高低流速结合的流动特性下,切屑在钻杆前端受到的冲击、扰动效果将得到增强,其断屑、排屑的效率将得到提升。
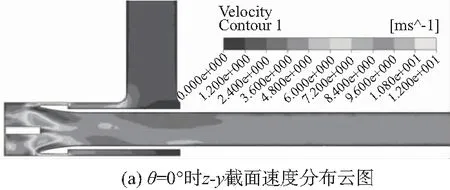
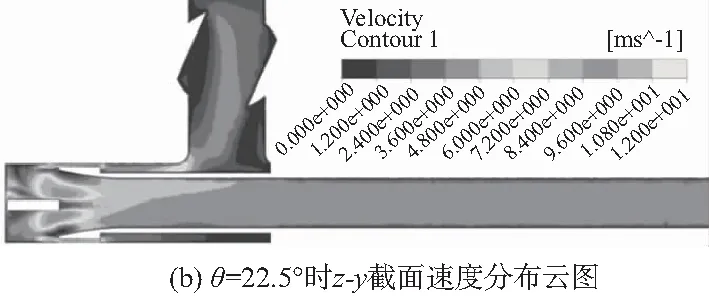

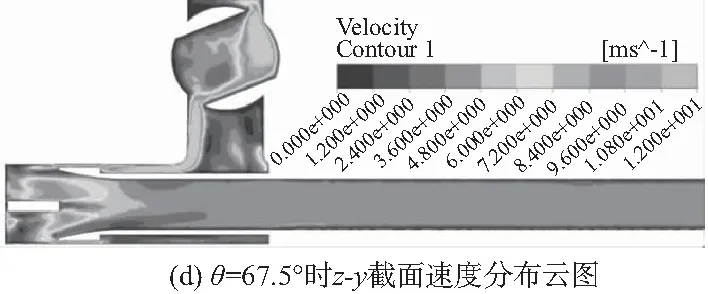
图6 z-y截面速度分布云图
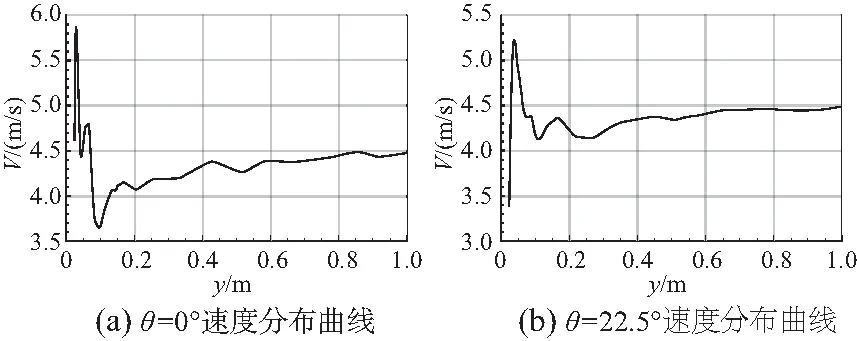
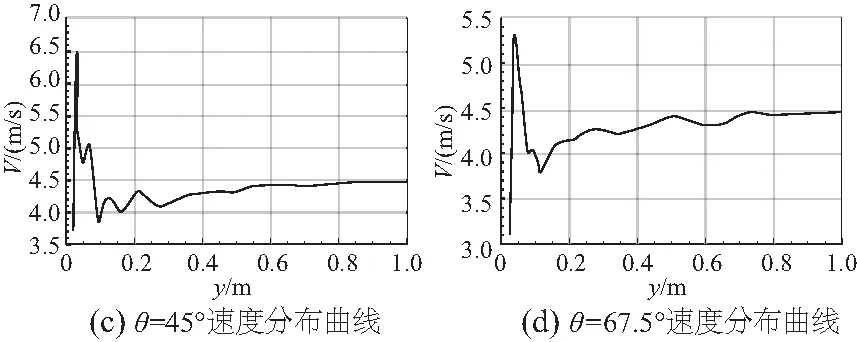
图7 中轴线速度曲线图
4 结语
本文在深孔DF系统排屑机理的研究基础上,提出了脉冲负压排屑方式,建立了DF系统前排屑通道数学模型;并对脉冲排屑效果进行了实验,采集了不同脉冲频率下的钻杆内流量变化信号,得到了脉冲效果最佳的频率参数;基于Fluent软件对采用脉冲流体排屑时的切削液流动特性进行仿真试验,得出脉冲供油下,切削液在钻杆前端能够产生大小不一的流速,增强排屑过程中的冲击、扰动效果,加速切屑的折断、排出过程,缓解堵屑现象的发生。
猜你喜欢
汽车实用技术(2022年4期)2022-03-07
金属加工(冷加工)(2022年1期)2022-01-25
热带农业工程(2021年5期)2021-12-06
汽车维护与修理(2021年3期)2021-08-12
哈尔滨轴承(2021年2期)2021-08-12
——次级调压阀
汽车与驾驶维修(维修版)(2019年7期)2019-07-29
企业文化·中旬刊(2016年1期)2016-03-10
汽车与驾驶维修(维修版)(2015年4期)2015-08-16
航运交易公报(2014年10期)2014-04-02
航运交易公报(2014年10期)2014-04-02