
电Fenton 法制备工业大麻纤维及其可纺性研究
2022-04-15 05:51颖李端鑫于洋胡悦于春雨
棉纺织技术 2022年4期
孙 颖李端鑫于 洋胡 悦于春雨
(1.齐齐哈尔大学,黑龙江齐齐哈尔,161000;2.亚麻加工技术教育部工程研究中心,黑龙江齐齐哈尔,161000)
工业大麻又名汉麻、火麻、线麻,为了与毒品大麻相区分,把四氢大麻酚含量(致幻成分)低于0.3%的大麻称作工业大麻,可用于纺织、食品、医药、复合材料等行业。工业大麻纤维具有许多优良的性能,良好的吸湿和透气性能,抗菌性能,高抗张强度性能,抗辐射性能和生物降解性能[1-5]。工业大麻纤维未能成为重要的纺织原料之一的主要原因在于其复杂的脱胶过程。作为纺织品开发中最重要的一点,工业大麻纤维脱胶过程的简化和脱胶废液安全排放是需要攻克的难关。
近年来,电Fenton 氧化技术引起了人们的极大兴趣。该技术可以成功去除工业废水中的各种污染物。它是在原本Fenton 法的基础上,利用电流的运动及阴、阳极与溶液之间发生反应循环加速处理过程[6-9]。在电Fenton 体系中为了获得更高的H2O2产率,具有更好的氧化性,研发合适的阴极电极材料是关键。
目前,一些学者将电Fenton 氧化技术用于氧化降解废水中有机污染物,并取得了很大进展,但是该技术用于纤维脱胶还没人探究。本研究选用常见的电极材料和新型电极材料——石墨和泡沫镍作为阴极电极材料,并进行优选;系统分析电Fenton 法制备工业大麻纤维性能。本课题对工业大麻的脱胶研究及再利用具有一定的现实意义,为电Fenton 氧化技术在处理纤维脱胶提供参考。
1 试验部分
1.1 原料与试剂
原料为纤维长度6 cm 的工业大麻纤维(黑龙江省)。
试剂有七水合硫酸亚铁(分析纯)、氢氧化钠(分析纯)、质量分数30%双氧水(分析纯)、质量分数98%硫酸(分析纯)、硅酸钠(分析纯)、三聚磷酸钠(分析纯)、柔软剂(分析纯)、石墨(直径5 mm,长度150 mm)和泡沫镍(长300 mm,宽
200 mm)。
仪器有WYJ-3 型可调直流稳压电源、HH-4型电热恒温水浴锅、DHU 型清梳联合试验机、DHU A301 型试验并条机、细纱小样机、数字式小样粗纱机、YGB-002 型纤维细度仪、LLY-06E 型电子单纤维强力仪、扫描电子显微镜和YG171B型纱线毛羽测试仪。
1.2 脱胶工艺流程
工业大麻脱胶工艺流程:预处理→碱预处理→水洗→电Fenton 氧化技术处理→水洗→碱煮→水洗→柔软剂处理。
经过单因素及正交试验确定脱胶工艺配方如下。
(1)预处理。称取一定质量的工业大麻纤维,浴比1∶100,将工业大麻纤维在室温中于10 g/L肥皂水中沤麻24 h 后,清洗并于50 ℃烘箱中烘至恒重。主要目的:洗去附于纤维表面的灰尘等杂物。
(2)碱预处理。称取一定质量预处理后的工业大麻纤维,剪成(6.0±0.2)cm,置于烧杯中。处理条件:浴比1∶10,处理温度60 ℃,处理时间10 min,NaOH 浓度4 g/L。热水洗涤数次再用冷水洗净至测试洗涤溶液pH 值为中性,50 ℃烘箱中烘至恒重。主要目的:使纤维表面的脂蜡质、果胶等胶质成分分解成小分子物质,随着水洗过程逐步去除,并通过短时间的碱液处理使纤维膨胀,更便于后续处理。
(3)电Fenton 氧化技术处理。处理条件:浴比1∶10,pH 值6.0,处理温度80 ℃,处理时间60 min,电压5 V~35 V,阴极电极为石墨、泡沫镍,FeSO4∙7H2O 浓度5 g/L,H2O2浓度5 g/L,三聚磷酸钠浓度2 g/L,硅酸钠浓度为2 g/L。热水洗涤数次再用冷水洗净至洗涤溶液pH 值为中性,50 ℃烘箱中烘至恒重。主要目的:在保留纤维素成分的前提下,进一步快速分解纤维表面的胶质成分。
(4)碱氧一浴法脱胶。处理条件:浴比1∶10,处 理 温 度80 ℃,处 理 时 间40 min,H2O2浓 度20 g/L,NaOH 浓度10 g/L。热水洗涤数次再用冷水洗净至测试洗涤溶液pH 值为中性,50 ℃烘箱中烘至恒重。主要目的:提高纤维白度,并在保留一定程度胶质以便纺纱的条件下使纤维的非纤维素成分得到基本分解。
(5)柔软剂处理。处理条件:浴比1∶50,处理温度40 ℃,处理时间30 min,柔软剂浓度5 g/L。洗涤数次后放置盆中,加湿养生以便后续纺纱。主要目的:使脱胶后的纤维更柔软,以便后续纺纱环节的顺利进行。
1.3 电Fenton 体系氧化制备工业大麻纤维机理
电Fenton 体系氧化制备工业大麻纤维机理如图1 所示。

图1 电Fenton 体系氧化制备工业大麻纤维机理图
在反应过程中,纤维表面胶质降解主要依靠溶液中的芬顿反应(式1)和阳极表面的直接氧化(式2)。通过在酸性条件下还原阴极中的氧气,在电解过程中溶液里会连续生成H2O2(式2)。添加的H2O2和电化学生成的H2O2与添加到溶液中的亚铁离子(Fe2+)通过经典的Fenton 反应(式1)生成羟基自由基(·OH)。·OH 自由基是一种强大的氧化剂,具有很高的氧化潜力,并且与有机的胶质物质成分结合在一起可使胶质中非纤维素成分的大分子结构分解成小分子结构,小分子结构溶于溶液中,当脱胶工艺结束后胶质小分子结构可随溶液一同排放,达到脱胶目的。
Fe2++H2O2→Fe3++·OH+OH¯ (1)
O2+2H++2e-→H2O2(2)
1.4 纺纱工艺流程及参数
清梳联试验参数:工业大麻纤维和棉按照混纺比1∶1 喂入清梳联合机,出条速度6 m/min。
头并工艺参数:喂入生条4 根,总牵伸3 倍,后区牵伸1.25 倍,出条速度6 m/min。
二并工艺参数:喂入条子6 根,总牵伸4 倍,后区牵伸1.25 倍,出条速度6 m/min。
粗纱小样机工艺参数:总牵伸6 倍,后区牵伸1.25 倍,车速1 000 r/min。
细纱小样机工艺参数:线密度40 tex,锭速6 000 r/min,捻系数398,后区牵伸1.5 倍。
2 性能检测
精干麻纤维残胶率含量测试参照GB/T 5889—1986《苎麻化学成分定量分析方法》进行分析。通过显微镜测试纤维直径,不同部位测试20次,取平均值。通过LLY-06E 型电子单纤维强力仪测试纤维断裂强力,拉伸隔距20 mm,拉伸速率20 mm/min,测试3 次取平均值。通过YQ-Z-48A型白度颜色测定机测试纤维白度,不同点测试10次取平均值。通过直尺测试纤维长度,每组取3根纤维测试,取平均值。
通过Y331A 型纱线捻度机测试混纺纱线捻度,测试3 次取平均值。通过YG061 型电子单纱强力仪测试混纺纱线强伸性能,测试3 次取平均值。通过CT200 型条干均匀度测试分析仪测试混纺纱线条干CV及粗细节,测试3 次取平均值。通过YG171B 型纱线毛羽测试仪测试混纺纱毛羽,采用微机处理,一次同时测出1 mm、2 mm、3 mm、4 mm、5 mm、7 mm、10 mm、12 mm 毛羽数值,测试次数为10 次,取平均值。
取整理前后的工业大麻纤维,在扫描电子显微镜上进行工业大麻纤维的形貌观察。
3 结果与讨论
3.1 不同材料的阴极电极及电压对脱胶影响
依据1.2 的脱胶工艺进行脱胶。改变不同电压,测试精干麻纤维的直径、强伸性能、残胶率、白度和纤维长度,结果如表1 所示。
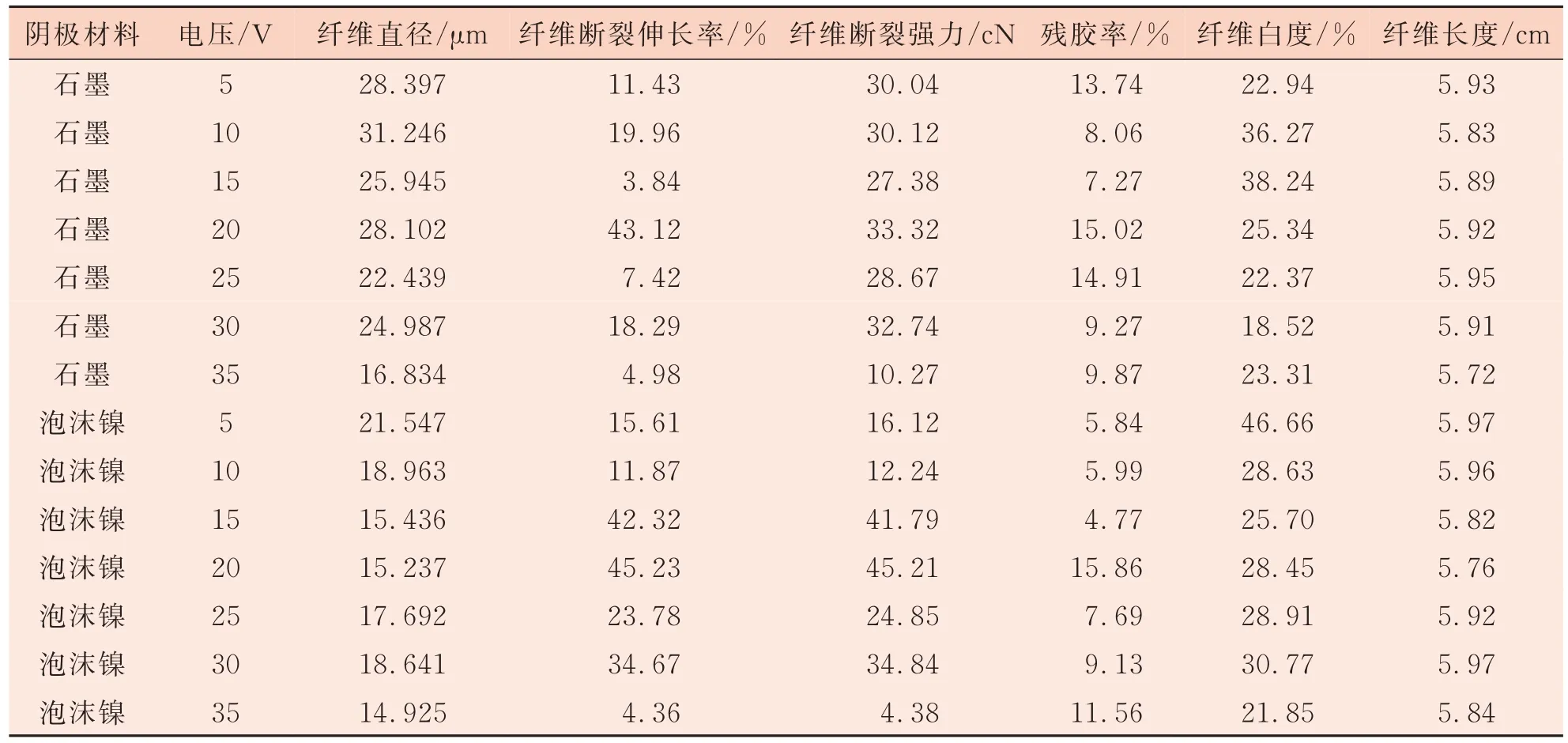
表1 不同材料的阴极电极及电压对工业大麻纤维的效果影响
由表1 可知:
(1)石墨为阴极时,随着电压的升高,纤维直径越来越小,脱胶效果越好;泡沫镍为阴极时,电压为35 V 时纤维直径最小,其次是15 V~20 V 时直径较小。因此,电Fenton 法脱胶工业大麻纤维为了使直径更小,电压合理范围是15 V~35 V。
(2)电压为20 V 时,不论是石墨为阴极还是泡沫镍为阴极,工业大麻纤维的断裂伸长率都最大。因此,电Fenton 法脱胶工业大麻纤维电压合理值是20 V。
(3)石墨为阴极时,在5 V~30 V 电压下断裂强力变化不大,35 V 时断裂强力骤然变小;泡沫镍为阴极时,在电压为15 V 和20 V 下断裂强力最大。可见,在15 V~20 V 电压下,纤维断裂强力更好,证明受到损伤最小。因此,电Fenton 法脱胶工业大麻纤维电压合理值是15 V~20 V。
(4)电压为15 V 时,不论是石墨为阴极还是泡沫镍为阴极,工业大麻纤维的残胶率都最小。因此,电Fenton 法脱胶工业大麻纤维电压合理值是15 V。
(5)石墨为阴极时,在10 V~15 V 电压下纤维白度最高,随电压的增大纤维白度降低;泡沫镍为阴极时,在电压为5 V 时白度最高,随电压增大,白度逐渐降低。由此可见,电Fenton 法脱胶工业大麻纤维电压合理值是5 V~15 V。
(6)无论是改变阴极电极或是改变电压数值,纤维长度与初始长度6 cm 相比变化并不明显。因此,电Fenton 法脱胶工业大麻纤维更换阴极电极或改变电压对纤维长度影响不大。
综上所述,为了使精干麻的残胶率更低,断裂强力和断裂伸长率更大,直径更小,白度更高,宜选用泡沫镍气体扩散电极为阴极,同时施加合理电压为15 V。
3.2 混纺纱线基本性能
所纺出的混纺纱指标:纺纱号数40 tex,纱线捻度47.98 捻/10 cm,断裂强度7.1 cN/tex,伸长率6.76%,条 干CV值12.8%,-50% 细 节266 个/km,+50%粗节245 个/km,+100%粗节73 个/km,+200%棉结610 个/km,1 mm 毛羽数624.8 根/10 m、2 mm 毛羽数234.9 根/10 m、3 mm毛羽数101.4根/10 m、4 mm 毛羽数27.6根/10 m、5 mm 毛 羽 数14.3 根/10 m、7 mm 毛 羽 数5.7 根/10 m、10 mm 毛羽数1.8根/10 m、12 mm毛羽数0.2根/10 m。混纺纱线的捻度较小,断裂强度、断裂伸长等单纱强力指标较小,这主要由于工业大麻与棉纤维的抱合力没有那么强。因工业大麻较粗,与棉混纺时纤维间抱合不强,纺出的纱线毛羽较多,使得纱线条干均匀度仪判断粗细节有一定程度的偏差,混纺纱线的条干CV升高。
3.3 纤维扫描电镜
图2 为经最佳工艺处理前后工业大麻纤维的扫描电镜图,放大2 000 倍。
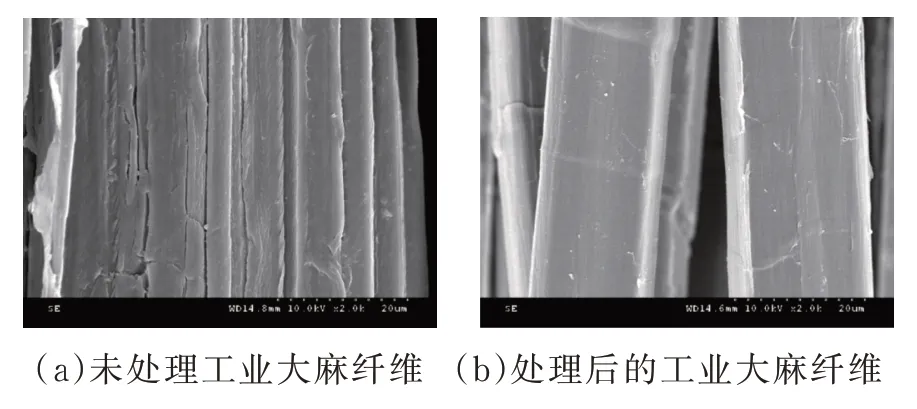
图2 处理前后工业大麻纤维扫描电镜
由图2 可看出,工业大麻原麻纤维的内部结构密切相关,并通过丰富的胶质连接在一起,纤维表面粗糙且不规则,纤维直径大,纤维呈束状。脱胶处理后的纤维呈现单纤维状态,纤维素之间的氢键打开,导致接触的非结晶区域增加,在纤维的这些区域之间,胶质和木质素等大分子成分被去除,纤维表面光滑且纤维间有良好的分离。结果表明,电Fenton 脱胶法对于工业大麻纤维的分离和脱胶是有效的。
3.4 混纺纱线检测分析
图3 为经解捻后平铺在载玻片上的混纺纱,光学显微镜下放大20 倍。可以看出,工业大麻纤维的直径和棉纤维直径接近,且棉纤维有天然转曲,工业大麻纤维表面光滑。纤维均被梳理平行伸直,图3 中部分不平行的纤维是平铺在载玻片过程中,人为因素导致的小部分纤维混乱。

图3 工业大麻与棉混纺纱线形态结构图
4 结论
(1)试验结果表明,以泡沫镍为阴极材料且施加电压为15 V 时工业大麻纤维脱胶效果最好。最优工艺下脱胶纤维残胶率4.77%,断裂强力41.79 cN,断裂伸长率42.32%,直径15.432 μm,白度25.70%,纤维长度5.82 cm。
(2)电Fenton 法处理后的工业大麻纤维外部许多细小的胶质颗粒在试验过程中得到良好去除,节纹减少,直径明显变小。
(3)将脱胶后工业大麻纤维与棉混纺,混纺比为1∶1 时,可纺出具有一定强力的混纺纱,细度为40 tex,在显微镜下观察混纺程度良好。
(4)在纺纱过程中,因工业大麻纤维过于粗硬,与棉的混纺程度较差,在纺纱前对其进行柔软处理,以增加纤维强力及纤维间的抱合力,使纺纱性能更优。
(5)采用这种方法使用试剂用量少且脱胶废液的pH 值接近中性,更有利于后续废水处理,具有较好的环保性。
猜你喜欢
再生资源与循环经济(2022年9期)2022-11-20
佛山陶瓷(2022年7期)2022-08-04
机电信息(2022年9期)2022-05-07
科教新报(2021年27期)2021-08-26
佛山陶瓷(2020年4期)2020-05-15
中国纤检(2017年8期)2017-12-20
科学家(2017年15期)2017-09-20
中学生数理化·中考版(2016年10期)2016-12-22
物理教学探讨(2009年12期)2009-06-02
