浅谈柔性直流电弧炉技术
2022-04-11 02:13:46石秋强张豫川谈存真杨宁川黄其明龙海洋
工业加热 2022年2期
石秋强,张豫川,谈存真,杨宁川,黄其明,龙海洋
(1.中冶赛迪工程技术股份有限公司,重庆 401122;2. 西安电炉研究所有限公司,陕西 西安 710061;3.中冶赛迪技术研究中心有限公司,重庆 401122)
随着电弧炉炼钢技术的发展,废钢连续加入、连续预热及连续熔化的技术,实现平熔池和长时间不开盖冶炼,节约电能和化学能,降低了对电网产生的冲击,降低了车间内噪音,改善了工作环境。在此背景下,为了进一步的缩短冶炼周期和降低能耗、电极消耗,现将柔性直流电弧炉技术,介绍其主要工艺、技术特点。
1 柔性直流电弧炉技术总述
柔性直流电弧炉技术是基于直流电弧炉和水平连续加料技术而开发出的,该技术主要包括三部分的内容:双电极直流电弧炉技术、废钢连续加料及预热技术、柔性直流电源技术;柔性直流电弧炉设备主要组成详见图1所示。
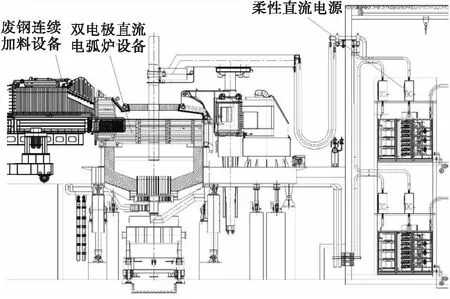
图1 柔性直流电弧炉设备组成示意图
柔性直流电弧炉技术的特点如下:
(1)柔性直流电弧炉热效率高,柔性直流电源的功率因素高,直流电流穿透式加热特点,熔化速度快,使得电能消耗比交流电弧炉更低;直流电没有感应损耗,因而大电流线路损耗减少。
(2)直流电弧比较稳定,石墨电极在温度相对较低的阴极,电极端部的开裂、剥落和升华等消耗减少,电极数量较交流电弧炉少,且没有肌肤效应,电极表面氧化消耗也大为减少[1]。
(3)强大的直流电流通过炉底电极流入钢液再通过电弧流到顶电极,这种形式的电弧电流产生一个强大的磁场,带电钢液在磁场作用下受到电动力作用。电磁搅拌能力强,可实现钢液温度和成分的快速均匀;大功率输入能力强,热效率高等多方面优势,可将冶炼周期控制在30 min以内,大幅提高了电炉的生产效率。
(4)直流电弧炉电极数量少,电弧与炉壁距离远,炉壁热负荷均匀,炉衬烧损均匀,耐火材料消耗降低,使用寿命更长。
(5)直流电弧较交流稳定且能量集中,熔池形成快,电弧很快穿入炉料,有效的抑制了电弧噪音。
(6)直流电弧稳定,有功功率波动减少,无功功率的绝对值变化量大为减小,对电网干扰和冲击小,电压闪变降低。
(7)采用柔性直流电源技术后,其网侧功率因素可高达0.95以上,无需配置SVC补偿和谐波治理装置。
(8)柔性直流电源采用模块化、抽屉式并联设计,在生产过程中若某一模块出现故障,可以立即切出,不会导致直流电源整体停电,可继续投入生产,且模块更快非常便捷,可提高直流电源的作业时间,减少因电源故障导致的生产停工时间,从而有效提高电炉的作业率。
(9)采用“阶梯分料”专利技术,废钢输送过程中经过翻滚后预热更加充分,有利于改善废钢预热效果,降低冶炼电耗;同时连续加入废钢,减少了常规电炉旋开炉盖的操作环节,减少了炉盖打开后的热损失。
2 柔性直流电弧炉技术介绍
2.1 双电极直流电弧炉技术
直流电弧炉与交流电弧炉相比降低电极消耗明显,但是经验表明, 单石墨电极的直流电弧炉与高阻抗的交流电弧炉相比,电极消耗的降低很有限,尤其是在超高功率的情况下。但是,直流电弧炉若采用双石墨电极, 与单石墨电极的直流电弧炉相比,电极消耗可降低达40%。另外,电极也可采用规格小一点的。对大的超高功率的直流电弧炉来说,因为现有电极的电流限制,双石墨电极是唯一可行、经济的方案[2]。
柔性直流电弧炉采用了双电极直流电弧供电和控制技术。双石墨电极通过两组直流电源单独供电,冶炼过程中,通过闭环控制实现双石墨电极的调节,从而达到分流分控的效果,进一步提高冶炼效率,具体原理详如图2所示。
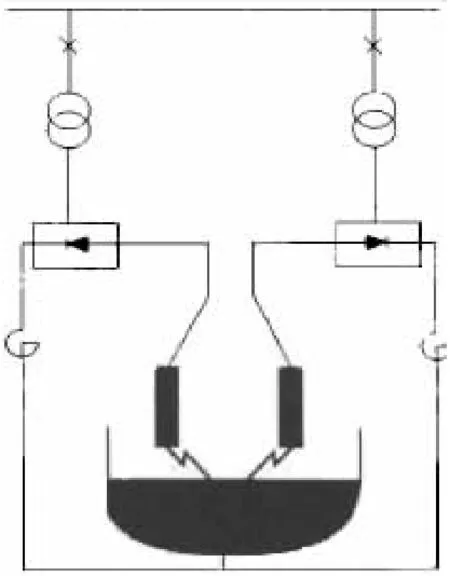
图2 双电极直流电弧炉示意图
采用风冷式针式底电极技术[3],炉底电极由多根圆形钢质触针构成。末端加工成螺纹状固定在炉底集电板上,并与阳极短网导体连接构成炉底阳极。钢棒下段与集电板的连接处实施强制风冷,以防止埋在炉底耐材中的底电极钢棒因温度过高而烧损,炉底电极钢棒内安装有测温元件,实时检测钢棒及耐材温度,当温度到达设定温度时将发出报警以便提醒操作人员迅速采取措施检查更换炉底电极及修补耐材,防止发生穿炉漏钢事故。解决了传统水冷底电极的系统安全风险问题。目前该技术已普遍在国内外直流电弧炉上应用并得到认可,如美国大河、石钢、兴澄特钢、大冶特钢等企业。
2.2 废钢连续加料及预热技术
废钢连续加料及预热技术具有废钢预热、不开盖连续加料、平熔池冶炼等特点,能降低冶炼电耗、缩短冶炼周期、提高生产效率,生产过程中的粉尘、噪声、谐波闪变等也显著降低[4]。
柔性直流电弧炉系统中考虑充分利用各企业的现有能源情况,从而在水平加料基础上,考虑了强化预热的手段,进一步提高废钢预热效果,使得企业生产的经济效果进一步提升。
2.2.1 废钢连续加料
连续加料,是通过振动输送系统向电弧炉连续加入废钢。振动输送系统利用料槽“慢进快退”的原理,实现废钢原料的连续输送。
振动输送系统主要由料槽、激振器、悬挂三部分组成;激振器是振动输送的核心,决定了振动输送系统效率和品质。激振器工况恶劣,其轴承寿命往往较短。柔性直流电弧炉系统采用分布式激振器技术,利用有限元仿真分析的方法,了解各参数与废钢运行速度之间关系,选取最优的设计参数,详见图3。通过合理的载荷分配,同等情况下轴承载荷降低50%,寿命提高10倍。
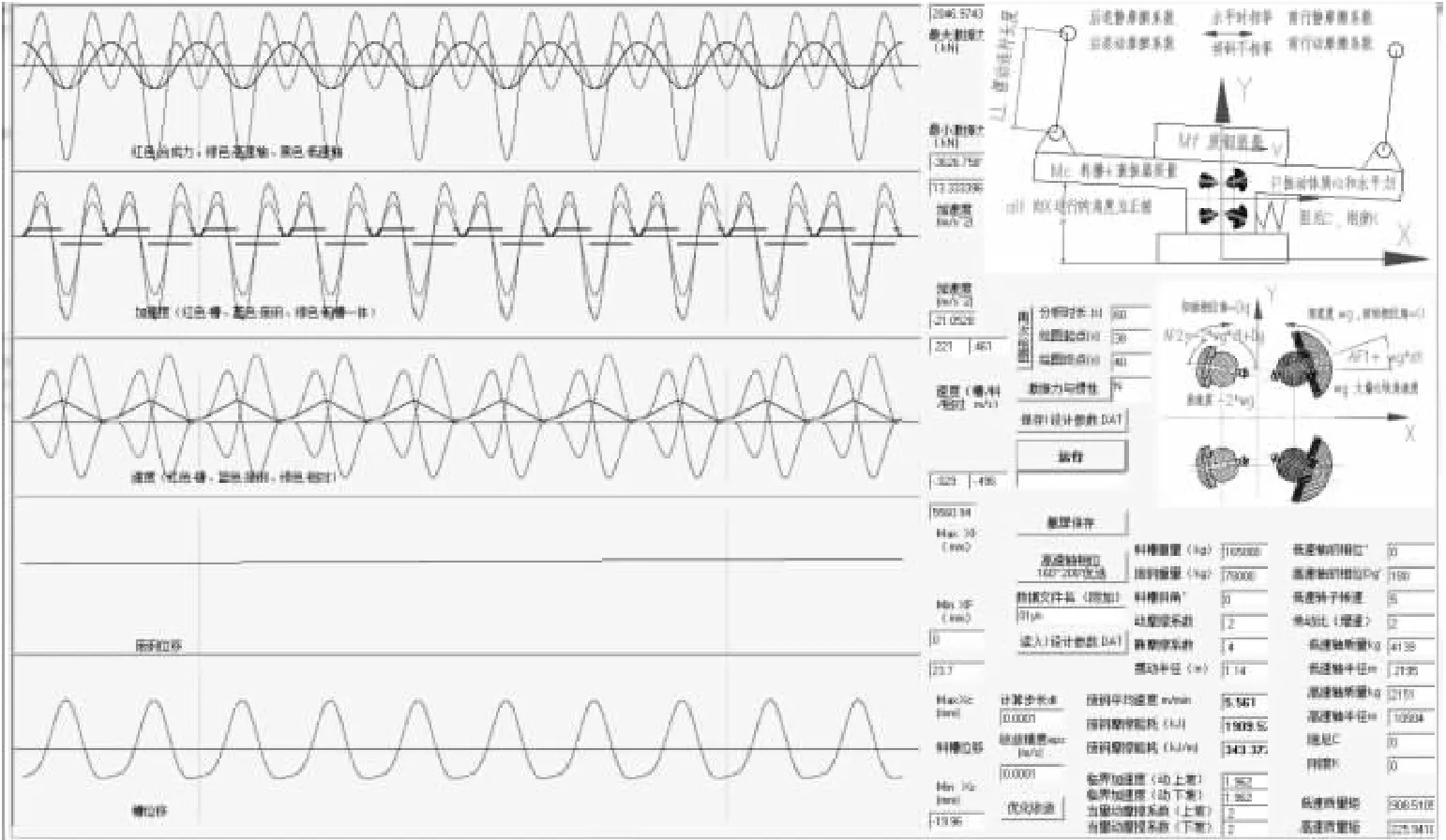
图3 激振器仿真设计程序
2.2.2 废钢强化预热
水平连续加料技术实现了电弧炉连续加料的平熔池冶炼,推广应用较多。但其废钢预热效果不佳,节能效果有限,这是因为只有表层废钢物料被加热,料层中部及底部废钢物料预热温度有限。针对上述问题,柔性直流电弧炉系统采用了废钢强化预热技术。
废钢强化预热工艺原理是高效使用电炉烟气作为主热源,以高速燃气烧嘴作为辅助热源,利用高速烧嘴射流冲击废钢料层,强烈搅拌并带动电炉烟气,共同预热通道内的废钢(见图4、图5)。该工艺采用水平连续加料和废钢扰动输送技术,通过烟气三通调节阀动态调节两个除尘口的烟气量实现烟气分流调控,除尘口旋流设计使烟气中较大粉尘颗粒沉降在预热通道内,与废钢一起输送返回炉内,回收部分灰尘中的金属且减少除尘灰量,避免冷空气进入预热通道(见图6),提高废钢与烟气的接触面积和换热效率,从而提高废钢预热平均温度至约500 ℃[5],并且将汇合后的烟气温度控制在850~900 ℃,满足二噁英类物质充分分解所需的温度条件,无需烟气补燃,降低治理二噁英成本。该工艺对烟气中的显热和一氧化碳燃烧产生的化学热、烧嘴提供的化学热以及废钢中携带可燃物燃烧释放的化学热进行优化使用,取得最佳的废钢预热效果。
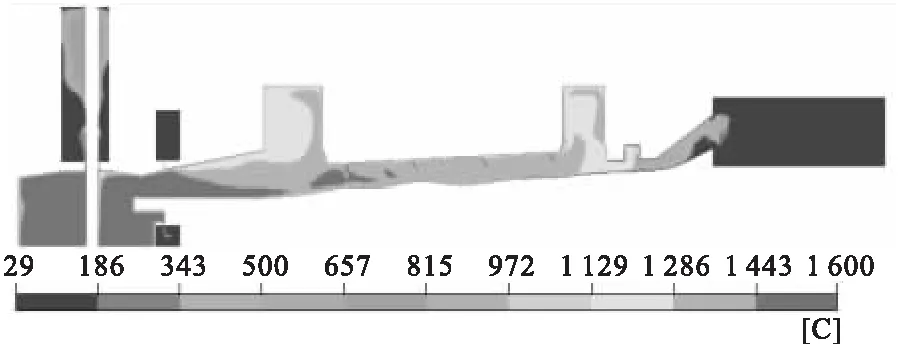
图4 预热通道剖面温度云图
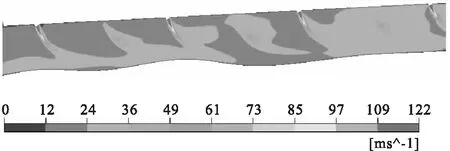
图5 烧嘴速度云图
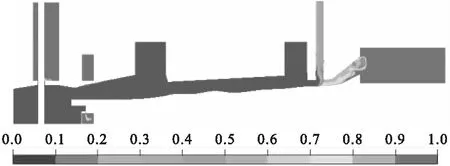
图6 预热通道空气质量百分数云图
2.3 柔性直流电源技术
当前,直流电弧炉普遍采用的晶闸管整流电源系统,采用晶闸管整流供电直流电弧炉的供电电源系统结构如图7所示,为了降低电弧炉冶炼时对电网的负荷冲击,在网侧仍配置了大容量无功补偿装置(SVC或SVG)和滤波装置;晶闸管本身特性导致直流电源装置抗冲击能力差,在电弧炉冶炼的大电流工况下,晶闸管老化速度较快,每年需进行晶闸管阀组的更换,且晶闸管整流电源供电的直流电弧炉电热能源转化效率较低,占地面积较大、容易出现过补偿等问题,使得投资成本、运营维护费用较高。
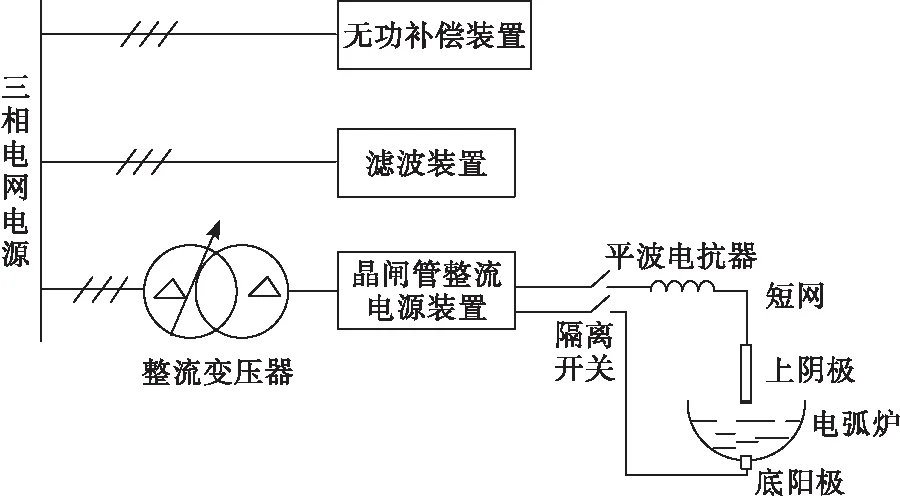
图7 晶闸管整流供电直流电弧炉的供电电源系统结构
鉴于上述情况,柔性直流电弧炉系统采用了自主研发设计的柔性直流供电的技术路线,其供电系统结构如图8所示,以解决现有直流电弧炉供电装置对电网冲击大、输出电压电流调节能力低、抗冲击能力弱、母线电容能量无法回收、电源装置过压过流保护能力弱的问题。
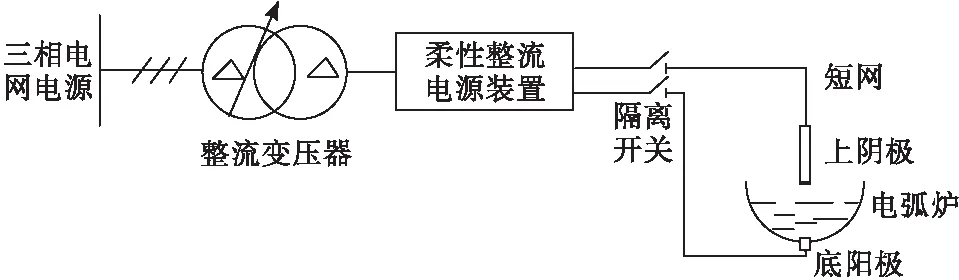
图8 柔性整流供电直流电弧炉的供电电源系统结构
2.3.1 柔性直流电源的工作原理
柔性整流电源采用移相变压器,输出端采用二极管,不控整流后用母线电容储能,然后利用IGBT器件进行直流斩波快速调节电弧两端输出电压,IGBT器件关断后,输出端利用二极管进行续流工作,完全舍弃了变压器抽头调压的环节,同时将电抗器小型化集成在单个电源模块内,避免了大型平波电抗器引起的无功损耗大需要配备大容量无功补偿装置的问题,节省了用户初期经济投资成本。
新型柔性直流电源拓扑结构如图9所示,从拓扑结构上对电源装置的整体布局进行了优化,采用模块化集成,可让用户后期运行维护工作量大幅减小,实现在线维护、操作简便,大幅降低检修停产时间;直流母线电容中间储能环节从根本上解决电弧炉负载剧烈变化导致并网点电压波动的问题。
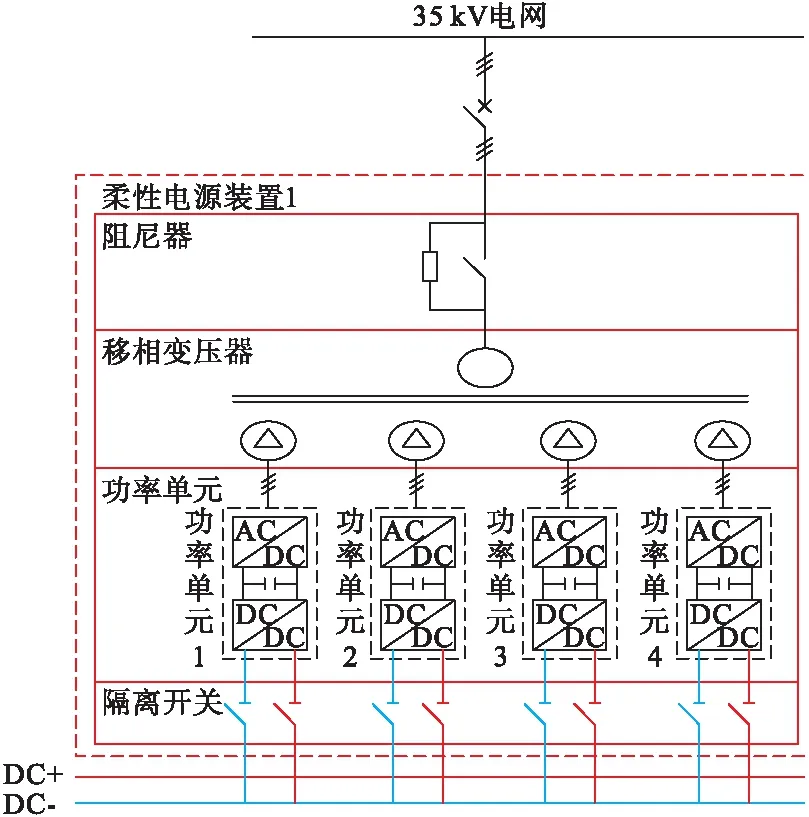
图9 柔性整流直流电源拓扑结构
表1所示为柔性直流电源装置与晶闸管整流电源装置的电气性能对比结果。与晶闸管整流电源相比,理论上柔性直流电源装置在电气性能上应具有如下优点。
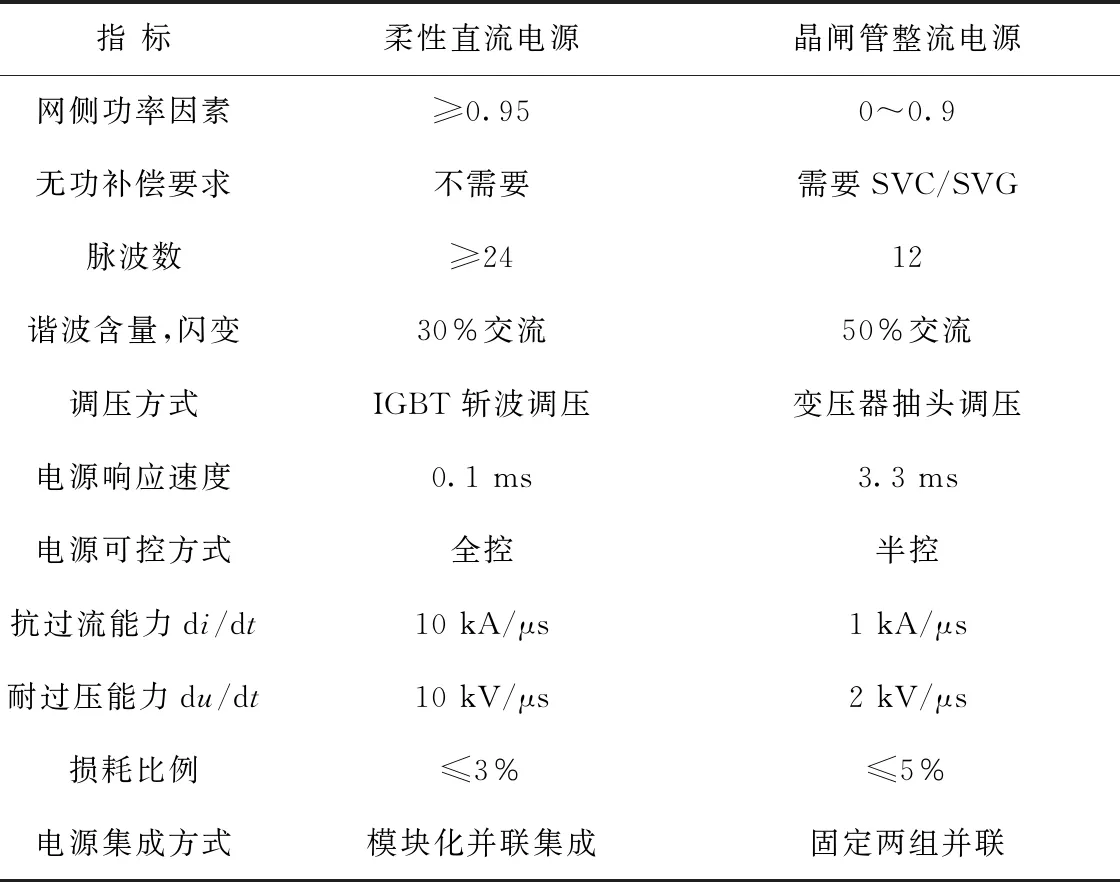
表1 柔性直流电源装置与晶闸管整流电源装置的电气性能
(1)柔性直流电源全功率运行范围内运行时,网侧功率因素均可达0.95以上,网侧无需配置无功补偿设备,节省动态无功补偿投资。
(2)电源装置输出采用IGBT斩波调压,可快速响应电弧炉内的冶炼供能需求和应对短路过流冲击工况,确保电源装置工作在安全区域内。
(3)高能源转化效率,电源装置整体损耗可控制在3%以内,变压器加短网损耗可控制在10%以内,整体全部损耗可控制在15%以内。
(4)电源装置运行时可长时间满功率运行,1小时内过20%负荷运行。
2.3.2 柔性直流电源的测试情况
通过对研制的一套600 kW的柔性直流电源样机,进行了中试实验,并与晶闸管整流电源装置的样机实验结果(见图10和表2)进行了对比。
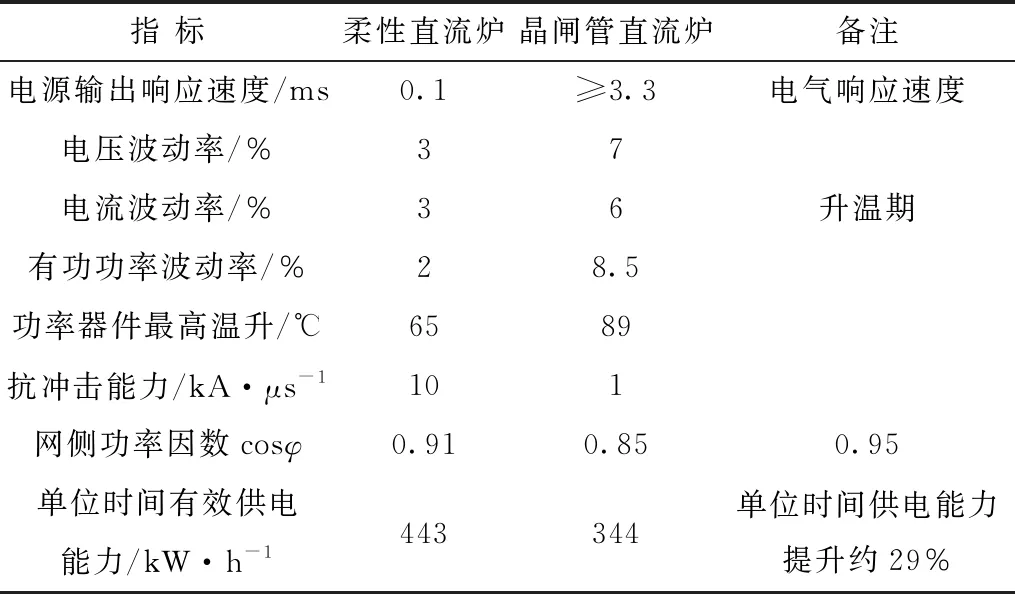
表2 柔性直流电源装置与晶闸管整流电源装置的测试对比结果
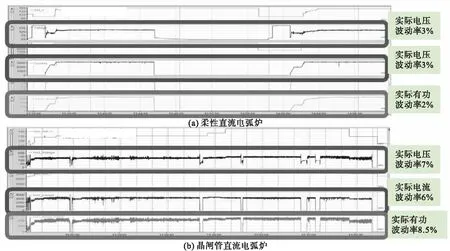
图10 柔性和晶闸管直流电源电弧炉实验测试曲线对比
实测数据显示,采用柔性直流电源装置供电的直流电弧炉各方面电气性能指标均优于传统采用晶闸管整流的直流炉,尤其在网侧功率因数、有功功率波动、单位时间供电能力指标方面,柔性直流炉实测实验数据均远远优于传统晶闸管直流炉。由于柔性直流炉的功率因素高,单位时间输入炉内的电能更多,冶炼过程中在各个温度区间更容易打破电弧炉与空气对流换热的热平衡状态,尤其在熔末升温期电弧炉内的温度上升速度更快,因此在相同物料重量,相同冶炼工况下柔性直流炉的冶炼时长更短。
2.4 柔性直流电弧炉运行指标
根据直流电弧炉与交流电弧炉的运行指标差异,结合柔性直流电弧炉的自身特点,按全废钢冶炼条件下进行了电炉运行指标大的对比,详见表3。
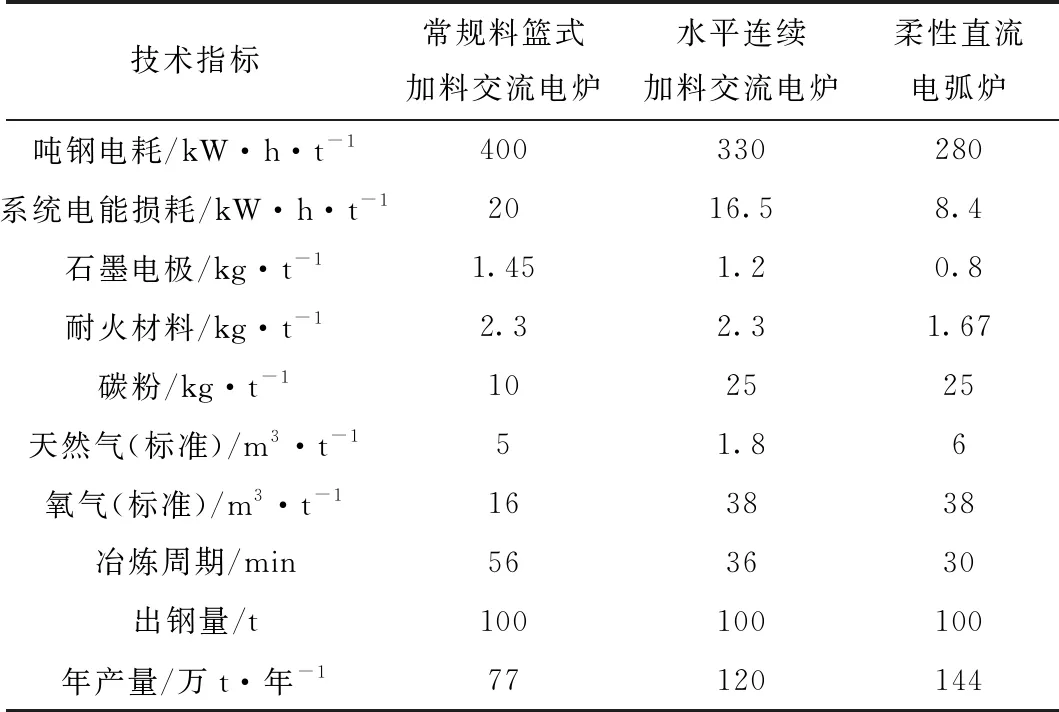
表3 全废钢冶炼条件下的电炉运行指标对比
从上述对比可知,柔性直流电弧炉在电能消耗、电极消耗、耐材消耗等方面的指标优势明显。按照表3数据,在同等条件下测算对比,采用柔性直流电弧炉相对于常规料篮式加料交流电炉的生产成本低215.38元/t钢,相比水平连续加料交流电炉生产成本低79.53元/t钢。
3 结 论
柔性直流电弧炉技术集成了双石墨电极直流电弧炉技术、废钢连续加料及预热技术和柔性直流电源技术,相比其他电弧炉有如下显著优点:
(1)与单电极的直流电弧炉相比,双电极直流电弧炉的电极消耗可降低达40%;另外,双电极的载流量将大大提升,更加适应于大吨位的超高功率的直流电弧炉的需求。
(2)采用风冷式针式底电极技术,实时监测炉底电极钢棒钢棒及耐材温度,当温度到达设定温度时将发出报警以便提醒操作人员迅速采取措施检查更换炉底电极及修补耐材,防止发生穿炉漏钢事故;有效的解决了传统水冷底电极的系统安全风险问题。
(3)采用废钢连续“阶梯分料”专利技术和强化预热技术,充分有效的最大限度的利用辅助能源,提高废钢与烟气的接触面积和换热效率,改善了废钢预热效果,减少除尘灰量,提高金属收得率,避免冷空气进入预热通道,无需烟气补燃,降低治理二噁英成本。
(4)柔性直流电源,采用IGBT斩波调压,可以有效快速的控制输出电流的大小和抑制电流的波动,使电弧燃烧更加平稳,避免了断弧和短路,同时直流电的电磁力搅拌钢液,使热量能迅速的传导到钢液中,大幅提高了电能转换效率,有效降低电能消耗。网侧功率因素≥0.95,无需SVC,减少网侧电缆无功损耗和SVC的损耗,节省电费。
(5)按照1座100 t柔性直流电弧炉的年生产能力144万t钢水测算,柔性直流电弧炉相比常规料篮式加料交流电炉每年可为企业新增效益3.1亿元;相比水平连续加料交流电炉每年可为企业新增效益1.15亿元。
猜你喜欢
中国铸造装备与技术(2024年1期)2024-02-26 02:26:24
山东冶金(2022年2期)2022-08-08 01:51:34
通信电源技术(2018年5期)2018-08-23 01:16:32
智富时代(2018年12期)2018-01-12 11:51:50
兰台世界(2017年14期)2017-08-11 09:16:08
电子制作(2016年15期)2017-01-15 13:39:08
铁道通信信号(2016年10期)2016-06-01 12:10:56
中国资源综合利用(2016年5期)2016-02-03 02:56:20
中国资源综合利用(2016年4期)2016-01-22 08:27:20
智能建筑电气技术(2015年5期)2015-12-10 05:52:32