
基于专利分析的本田燃料电池技术
2022-04-09 07:36吕惠王军雷
汽车文摘 2022年4期
吕惠 王军雷
(1.中国汽车技术研究中心有限公司,天津 300300)
主题词:本田 燃料电池 专利分析 专利布局
1 前言
燃料电池技术近5年在中国快速发展,多家国内企业开展燃料电池汽车相关的研发,燃料电池汽车产业自主化进程加快,运营模式及商业模式逐渐形成。优势企业技术研发体系及产品开发体系逐步形成,产业组织模式创新趋于活跃,产业配套体系加快建设。燃料电池汽车示范运行区域示范运行规模进一步扩大。中国汽车产业持续推进燃料电池相关技术标准制定、零部件研发、实车试验等活动。国内企业在燃料电池技术的研究起步多比较早,但是在产业化方面的进程略显步伐较慢。上汽、宇通在燃料电池汽车的产品层面步伐较快,上汽在2016年完成宇通汽车2015年获得首款燃料电池课程公告,燃料电池产业开始逐渐由技术研发为主进入示范运行带动的产业导入期。
燃料电池关键材料及关键部件自主化取得进展,自主化技术及产品不断涌现,以新源动力、亿华通、国鸿氢能的燃料电池自主化技术产品在功率密度、低温环境适应性、耐久性等多项关键性能上接近国际先进水平,并进入批量化生产。但总体上,国内企业距离产业化还有一定的距离。
本田在燃料电池技术方面进行研发布局多年,自2004年开始推出一代燃料电池技术,目前技术已迭代发展到第3代燃料电池汽车,本田在燃料电池汽车技术研发的过程中申请了大量的专利进行核心技术保护,本篇文章希望通过对本田燃料电池技术的专利分析,帮助国内企业在燃料电池技术的研发及战略规划方面给予有益的参考。
2 本田燃料电池技术专利分析
本文研究本田技研工业株式会社在燃料电池汽车领域的专利布局情况。基于AutoPat全球汽车专利数据库服务平台,以申请人本田为检索入口,专利选取范围2019年12月31日前的专利,检索后人工标引去躁,得出本田公司燃料电池汽车相关的专利进行分析。
2.1 专利申请趋势
截至2019年12月31日,全球范围内,本田燃料电池汽车领域的相关专利申请共计6 607件,申请号合并后共计4 287项。
从图1所示,本田早在1996年就开始了对燃料电池技术的研究,并一直坚持自主研发燃料电池系统。2000年本田专利申请量达到216件,此时期专利申请初具规模。2002年前后专利申请量急剧增长,说明本田汽车在这一时期开展了大量燃料电池技术研究。在量产车推出年份前后,专利申请量在小范围内出现波峰。比如推出2008款FCX Clarity专利申请量在2008年小范围内出现波峰,2016款FCV Clarity也出现了同样的情况。总体上来看,本田在2002年之后专利申请量呈现出下降趋势。对于专利申请量下降的原因可能有以下3点:(1)目前本田可能在关键技术领域遇到技术瓶颈,(2)本田在自主研发技术方面趋于成熟,(3)本田可能处于新一代车型技术核心技术保密的考量,在新技术方面进行技术封锁。

图1 本田全球专利申请态势
2.2 专利技术构成分析
将本田燃料电池汽车的专利全部进行人工标引,标引后的专利总体结构如图2所示。图2中数据为申请号合并后的数据。本田燃料电池汽车的专利涉及氢燃料电池汽车、非氢类燃料电池汽车、基础设施3个方面。

图2 本田燃料电池技术分类架构
本田在燃料电池电堆、燃料电池系统是其研发重点,整车控制与管理、制氢、加氢站、固体氧化物燃料电池SOFC也布局了部分专利。
如图3所示,近年来丰田在燃料电池电堆、燃料电池系统、整车控制与管理方面研发投入较大,且持续关注整车控制与管理的研发,最近几年也开始布局加氢站、制氢方面的技术。

图3 本田燃料电池技术研发趋势
燃料电池电堆是本田涉足较早且持续关注的研发重点,研发内容涉及燃料电池的核心部件、电堆集成、燃料电池单体等技术,具体技术包括膜电极组件、双极板(流场板)、电解质膜/质子交换膜、气体扩散层、燃料电池催化剂电堆结构集成、制造工艺等。
燃料电池系统方面,研发涉及氢气系统、空气系统、系统集成(fc发动机)、燃料电池电控、气体除增湿系统等方面,具体技术包括储氢罐/车载储氢系统、燃料电池检测与测试、集成控制、发动机整机等。
整车控制与管理也是本田涉足较早的技术领域,研发技术涉及注氢系统、整车布置、燃料电池安装装置。
加氢站是本田近2年才开始关注的技术,制氢和固体氧化物燃料电池SOFC是本田关注较早的领域,布局较早且在最近几年均有专利布局。
3 本田燃料电池关键技术点解析
3.1 本田膜电极组件
本田在膜电极组件方面的专利共计302件,申请号合并后共计251件,技术涉及膜电极结构优化以及制造工艺优化。
在膜电极结构设计方面。本田燃料电池汽车技术方案中主要采用带有树脂框的电解质膜电极结构体。而对膜电极结构的优化主要集中在提高疲劳耐久性和可靠性。
在电解质膜-电极结构体中,存在构成将一侧的气体扩散层设定为比固体高分子电解质膜小的平面尺寸、且将另一侧的气体扩散层设定为与所述固体高分子电解质膜相同的平面尺寸的所谓阶梯MEA的情况。此时,为了削减比较高价的固体高分子电解质膜的使用量并保护薄膜状且强度较低的所述固体高分子电解质膜,采用在外周装入了树脂框构件的带有树脂框的MEA。但是,在燃料气体的压力大于氧化剂气体的压力的情况下,膜容易变形,可能引起所述膜的机械性劣化。另外,在膜上与其他的构件相比更容易因干湿条件而产生较大的尺寸变化,从而可能因应力集中而在所述膜上引起龟裂等。
针对该问题,本田提供了1种燃料电池用带有树脂框的电解质膜电极结构体(10),如图4所示,其具备阶梯MEA(10a)和树脂框构件(24)。在第二气体扩散层(22b)的外周端部(22be)与内侧鼓出部(24a)之间形成有间隙部(CL)。第2电极催化剂层(22a)具有配置于间隙部(CL)的框状外周缘部(22aR),所述框状外周缘部(22aR)的裂纹(28)的裂纹密度为30个/mm以下,且所述裂纹(28)彼此的间隔为0.06 mm以上。其通过简单的结构,就能够阻止因在树脂框构件的间隙部配置的电极催化剂层的裂纹而向固体高分子电解质膜的应力集中,且能够良好地抑制所述固体高分子电解质膜的变形。

图4 带有树脂框的电解质膜-电极结构体的固体高分子型发电单元
在另1技术方案中,本田提供了1种燃料电池用带有树脂框的电解质膜-电极结构体,如图5所示其具备:阶梯状的电解质膜-电极结构体,其在固体高分子电解质膜的一面上,设置具有第1催化剂层以及第1扩散层的第1电极,并在所述固体高分子电解质膜的另一面上,设置具有第2催化剂层以及第2扩散层的第2电极,并且所述第1电极的平面尺寸设定为比所述第2电极的平面尺寸大的尺寸;树脂框构件,其环绕所述阶梯MEA的外周来设置。树脂框构件的内周凸部与从电解质膜-电极结构体的第2扩散层向外侧突出的第2催化剂层相抵接。因此,能够良好地抑制氧化剂气体扩散到固体高分子电解质膜的端部侧,并能够有效地阻止在所述固体高分子电解质膜的端部侧发生劣化反应。因此,能够通过简单的构成,抑制构成阶梯MEA的固体高分子电解质膜的端部劣化。
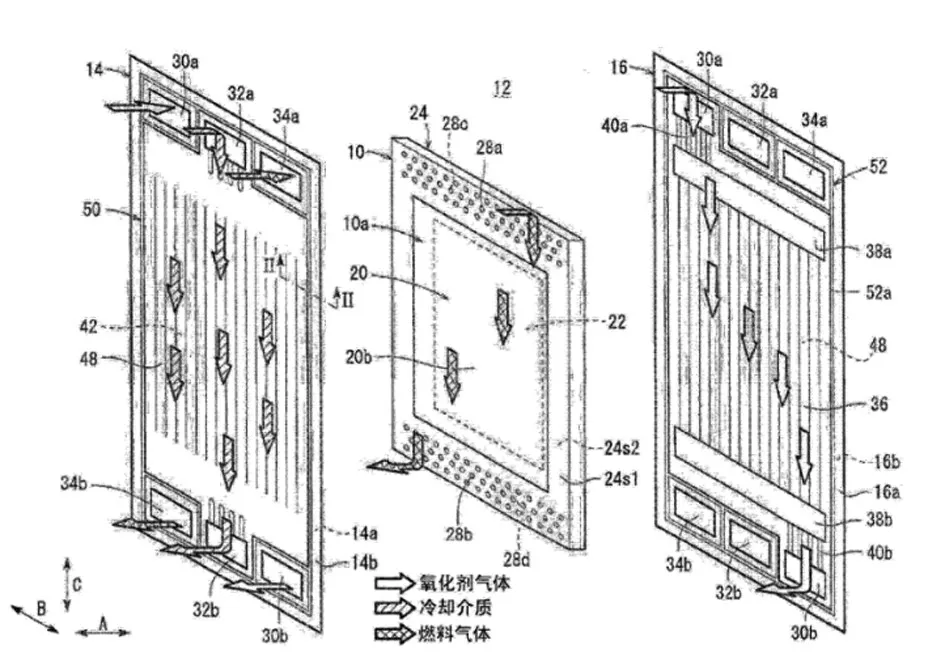
图5 带有树脂框的电解质膜-电极结构体的燃料电池主要部分分解
3.2 本田双极板
本田在双极板(流场板)方面的专利共计216件,申请号合并后共计194件,技术涉及双极板(流场板)结构优化以及制造工艺的改进。
在制造工艺的改进方面,在接合隔板的制造中,存在因伴随着激光焊接产生的热而发生热应变,导致隔板侧翘曲。当在隔板发生翘曲时,燃料电池单体难以彼此精度良好地层叠,也是成为在燃料电池单体的内部流动的反应气体、制冷剂发生泄漏、MEA与隔板的接触表面压力不均匀等的原因(如图6)。

图6 接合隔板的制造方法工序
针对上述问题,本田提供了1种在焊接多个隔板时,能够抑制因热应变而发生翘曲从而良好地制造接合隔板的接合隔板的制造方法以及制造装置。如图7所示,在接合隔板(33)的制造方法以及制造装置(80)中,进行利用基底部(86)和加压部(90)夹持层叠状态下的第1和第2隔板(30)、(32)的固定工序。之后,进行焊接工序,经由在加压部(90)设置的间隙(98),从激光发射部(84)照射激光来对第1和第2隔板(30)、(32)进行焊接。然后,在焊接工序之后,进行追加冲压工序,使抵压构件(102)经由间隙(98)进入并利用该抵压构件(102)抵压被激光焊接了的热影响部(100)。

图7 接合隔板与制造装置
上述的接合隔板的制造方法以及制造装置,能够在利用激光进行激光焊接之后,在基底部与加压部之间夹着两个金属板的状态下,利用抵压构件抵压被焊接了的区域,由此能够使在被焊接了的区域残留的残留应力分散从而效率良好地矫正金属板自身的翘曲。根据这样的接合隔板,能够使燃料电池单体精度良好地层叠,并且抑制反应气体、制冷剂泄漏,另外还能够使电解质膜-电极结构体(MEA)与隔板的接触表面压力更均匀化。
3.3 本田质子交换膜
本田在电解质膜/质子交换膜方面的专利共计561件,申请号合并后共计345件,技术涉及传统质子交换膜的替代材料。技术改进主要集中在提高电性能、疲劳耐久性以及降低成本等。
3.3.1 提高发电性能
使用芳香族材料作为电解质膜,可以在高温和低温条件下都能使离子顺利通过,提高了启动性以及发电性能。常规地,全氟亚烷基磺酸高分子化合物被用作膜一电极结构中的高分子电解质膜。全氟亚烷基磺酸高分子化合物由于被磺化而具有优异的质子传导性,并且具有作为氟树脂的耐化学性,但是非常昂贵。
本田提供了1种用于固体聚合物燃料电池的膜-电极结构。膜电极结构在低温下具有优异的耐热水性、抗氧化性和尺寸稳定性,并且即使在低温环境下也可以提供优异的发电性能。膜/电极结构体包括:固体高分子电解质膜1,夹着固体高分子电解质膜1的1对电极催化剂层2;以及各电极催化剂层,由气体扩散层3构成,分别堆叠在催化剂2的顶部。膜电极结构包括聚合物电解质膜,该聚合物电解质膜包含聚芳撑聚合物的磺化产物,该聚芳撑聚合物的磺化产物包含通式(1)表示的重复单元和通式(1)表示的重复单元,其中Y表示二价原子或有机基团或直接键;Ar表示芳香族基团,只要该芳香族基团包括其衍生物即可。根据本发明的膜电极结构,可获得优异的耐热性,耐酸性和离子传导性。另外,根据本发明的膜-电极结构,由于聚亚芳基聚合物的磺化尺寸变化率降低,因此在聚合物电解质膜与电极催化剂层之间获得了优异的粘合性(如图8)。

图8 膜/电极结构
3.3.2 使质子交换膜变薄以及增强质子交换膜的疲劳耐久性
本田提供了1种膜电极组件和燃料电池,其中通过增强固体聚合物电解质膜的自我保护来使固体聚合物电解质膜的厚度变薄,该膜电极组件包括固体聚合物电解质膜和1对气体扩散电极层具有催化剂层和气体扩散层。气体扩散电极层的催化剂层夹着固体高分子电解质膜,固体高分子电解质膜的1个面被气体扩散电极层覆盖,固体高分子电解质膜的另1面在气体扩散电极层上延伸(如图9)。
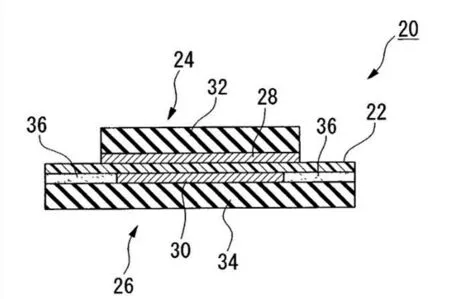
图9 膜电极组件结构
3.4 本田燃料电池系统
本田在燃料电池系统方面重要的技术改进主要聚焦在低温启动技术方面。
本田在低温启动方面的专利共计133件,申请号合并后82件,技术方案主要涉及电堆加热、气体吹扫。
本田提供了1种在冰点以下启动燃料电池系统的方法和系统,该方法和系统可使燃料电池堆从凝固点温度开始发电并迅速将燃料电池堆加热到0°C或更高。
如图10所示,在冻结点下启动燃料电池系统的方法和系统中,在制冷剂通道中充满冷却剂的条件下,燃料电池堆1的热容量为预定值,其中当燃料电池堆1通过从预定的激活开始温度开始的发电而开始加热到-10℃以下时,膜电极结构的温度变为0℃以上之前,在电极结构不能发电之前。方法和系统:在凝固点为燃料电池堆1提供反应气体,在燃料电池堆的制冷剂通道中填充有冷却剂,以激活燃料电池堆1。控制燃料电池堆1的输出,以使燃料电池堆1输出大于维持发电所需的最小必要电流的电流,而燃料电池堆1补充用于加热的输出电流。并通过伴随燃料电池堆1的发电的自加热,将燃料电池堆1从超过预定的激活开始温度的凝固点加热到0℃以上。控制燃料电池堆1的输出,以使燃料电池堆1输出大于维持发电所需的最小必要电流的电力电流,同时燃料电池堆1补充用于加热的输出电流。并通过伴随燃料电池堆1的发电的自加热,将燃料电池堆1从超过预定的激活开始温度的凝固点加热到0℃以上。控制燃料电池堆1的输出,以使燃料电池堆1输出大于维持发电所需的最小必要电流的电力电流,同时燃料电池堆1补充用于加热的输出电流。并通过伴随燃料电池堆1的发电的自加热,将燃料电池堆1从超过预定的激活开始温度的凝固点加热到0℃以上。

图10 电堆自加热流程
4 本田燃料电池第3代产品改进分析
本田汽车公司2016款FCV Clarity搭载本田自制第3代金属极板燃料电池堆,电堆、系统零部件、电机和控制器等组成的高度集成化燃料电池动力系统置于引擎盖下,锂电池组占据底盘位置。第3代金属极板燃料电池继续降低流道槽深,采用水平波纹逆流进气形式,实现世界级高功率密度3.1 kW/L。与2008款FCX Clarity燃料电池堆相比,实现体积功率密度增加60%,质量功率密度增加35%(如图11)。
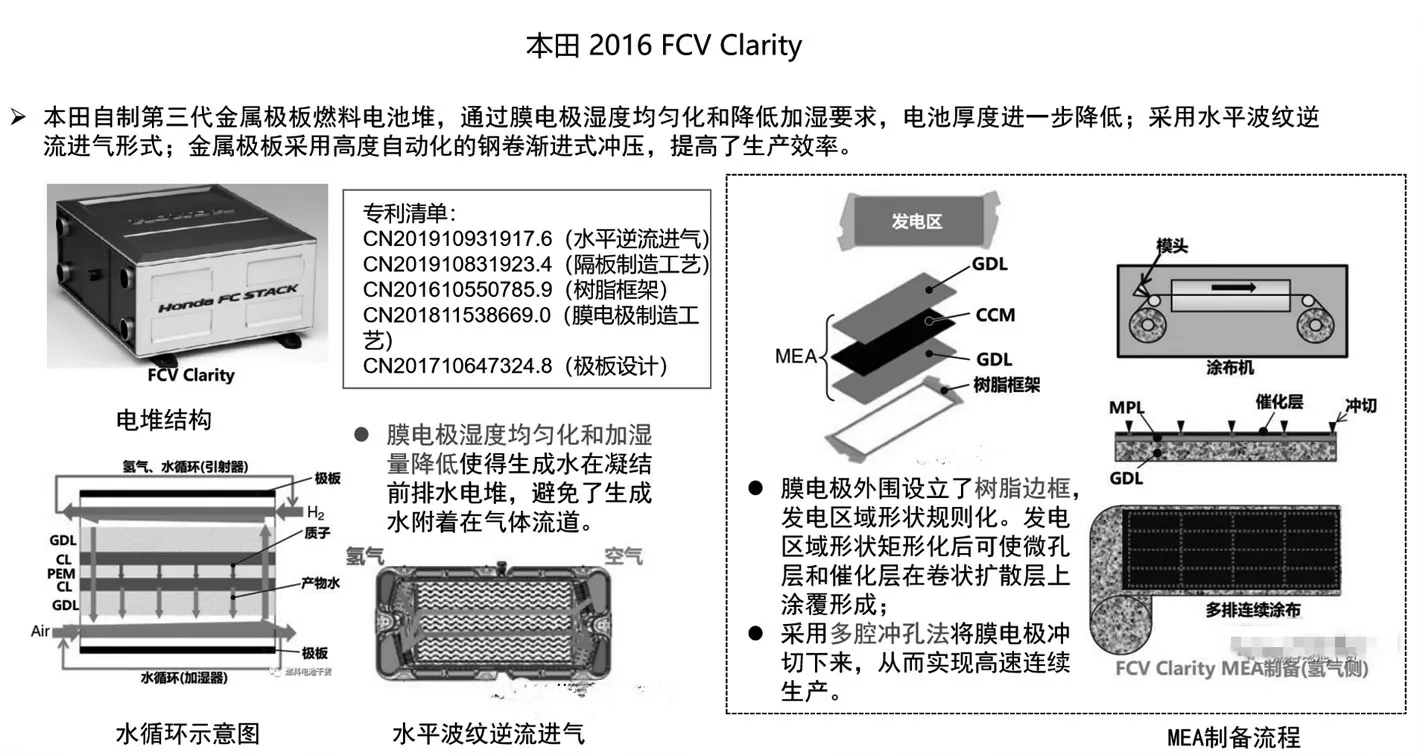
图11 本田第3代燃料电池产品
2016款FCV Clarity燃料电池对膜电极外围的树脂框架进行重新设计,并且与外围树脂框架接触的极板保持平坦(无凹凸)。外围树脂框架部分设计出流槽,以给两侧分别导流氢气和氧气,保证电池表面气体分布均匀。质子膜超薄化以降低电池厚度、强化产物水反扩散性能;增加扩散层孔隙率以提高气体扩散性能和排水能力(阳极电极提高气体扩散性能,即使电极厚度降低也可以提高氢气扩散性能)。与FCX Clarity燃料电池相比,上述措施使得电池所需加湿量降低40%,意味着在低载荷运行期间(气量少导致压差驱动的排水性能差),电池甚至可以不用加湿。因此,FCV Clarity燃料电池有望实现气体凝结前排水、产物水附着流道不再发生、气体流道槽深再降低26%(与上一代相比)。本田汽车公司通过降低质子膜和扩散层厚度来降低膜电极厚度,实现单电池厚度降低20%到1 mm厚。因此无需采用上一代FCX Clarity燃料电池采用重力强化排水能力的做法。
2016款FCV Clarity主要通过降低热质量、减少膜电极组件面积电阻来提升温升。质子膜变薄、提高质子膜电导率、扩散层变薄等措施进一步降低膜电极组件的面积电阻。通过保持膜电极表面水分均匀进一步减少低湿环境下的质子膜电阻(逆流实现)。上述措施使电堆在-20℃环境下的电阻降低1/3,提高了启动性能。降低流道槽深和电池片数实现体积更小重量更轻,电池内冷却液的体积也减少,这些使得电堆热质量降低12%,提高了启动过程功率增加速度(相比上一代电堆,-20℃环境下自启动至50%功率耗时降低一半)。
在2016款FCV Clarity燃料电池中,膜电极外围设立了树脂边框,发电区域形状规则化。发电区域形状矩形化后可使微孔层和催化层在卷状扩散层上涂覆形成,之后采用多腔冲孔法将膜电极冲切下来,从而实现高速连续生产,大大提高了材料利用率,在膜电极面积相同情况下,质子膜和扩散层使用量降低了40%,提高产量,降低成本。
5 结束语
从整体燃料电池技术路线来看,本田主要进行质子交换膜燃料电池技术路线,同时尝试探索固体氧化物燃料电池技术的布局。虽然本田在2021年6月暂时停止生产其燃料电池汽车,但2040年电动汽车和燃料电池汽车占整体销量100%仍是其重要的战略方向。未来燃料电池技术路线依然是本田重要的新能源技术路线的选择。
本田在燃料电池技术方面,重点聚焦电堆集成及核心部件质子交换摸、膜电极、双极板等方面的布局。其技术研发储备超过20年,总体技术已经趋于成熟。在燃料电池产品方面,车型经历到第3代产品,采用金属极板燃料电池堆技术,低温启动能够达到零下20°C环境下的自启动,同时膜电极的外围材料也不断的得到了成本的降低。
本田在未来的燃料电池技术研发方面,依然会聚焦及燃料电池电堆的技术改进及催化剂技术的改进,包括如何实现更高的体积功率密度以及如何增加质量功率密度。低温环境下的启动性能、膜电极外围的材料降本的利用率也依然有再进一步改进的空间,也将成为其持续性的改进热点。
国内企业进行燃料电池技术研发时,可以重点参考其第3代燃料电池汽车技术方面的一些重要技术改进点,吸取一些经验教训。
猜你喜欢
科教新报(2020年13期)2020-04-07
现代职业教育·中职中专(2019年6期)2019-10-09
E动时尚·科学工程技术(2019年11期)2019-09-10
中学化学(2019年4期)2019-08-06
中学生理科应试(2019年3期)2019-07-08
IT经理世界(2017年20期)2017-10-21
中学生数理化·高三版(2016年12期)2017-03-02
电子技术与软件工程(2016年24期)2017-02-23
考试周刊(2016年66期)2016-09-22
中学生数理化·八年级物理人教版(2016年9期)2016-05-14
