
预涂导电密封胶的轨道车辆不锈钢车体电阻点焊工艺试验
2022-04-09 16:55:57陈德强王媛媛
电焊机 2022年2期
陈德强 王媛媛





摘要:根据某不锈钢车辆上下侧墙板搭接结构形式,采用涂导电密封胶的电阻点焊技术,实现结构连接的同时保证了车辆密封。为验证该工艺的可靠性,采用预涂导电密封胶的电阻点焊技术分别对三种搭接结构试件进行焊接试验。焊后根据相关标准分别对三种搭接结构进行电阻点焊接头试验,包括外观检验、剥离试验、剪切拉伸试验和金相检验,并对点焊接头的表面凹陷尺寸、熔核直径、拉剪载荷、熔核内部裂纹、缩孔缺陷等进行分析。结果表明,电阻点焊接头性能满足结构要求,基于导电密封胶的电阻点焊技术在不锈钢车体上的应用是可行的,可用于项目生产;同时验证了所设定的点焊参数是合理的,为基于导电密封胶的电阻点焊技术在不锈钢车体中的应用提供了数据支持。
关键词:电阻点焊;导电密封胶;不锈钢车体
中图分类号: TG453+.9 文献标识码: B文章编号:1001-2303(2022)02-0090-07
Process Test of Resistance Spot Welding Based on Conductive Sealant for Stainless Steel Carbody of Railway Vehicle
CHEN Deqiang, WANG Yuanyuan
CRRC Nanjing Puzhen Co., Ltd.,Nanjing 210031, China
Abstract: According to the lap joint structure of the upper and lower sidewall panels of a stainless steel vehicle, the spot welding technology based on conductive sealant is adopted to realize the structural connection, and ensure the vehicle seal‐ ing. To verify the reliability of the procedure, the three types of lapping structure were carried out welding tests respectively by resistance spot welding based on conductive sealant. Then, tests on spot welded joint were carried out for the three types of lapping structure according to the product standard after welding,and the visual testing, shear testing, shear tensile testing, metallographic examination are included.Moreover, the test results of the dent size on the spot welded joint surface,nuggetdiameter,tensile shear force,cracks inside nugget,shrinkage hole were analyzed. The test results show that performance of re‐ sistance spot welded joint can meet the demands for the structure,and the resistance spot welding technology based on con‐ ductive sealant applied in the stainless steel carbody is feasible; and the spot welding parameters are verified reasonable, which can provide the data support for the resistance spot welding technology based on conductive sealant applied in the stainless steel carbody.
Keywords: resistance spot welding; conductive sealant; stainless steel carbody
引用格式:陳德强,王媛媛.预涂导电密封胶的轨道车辆不锈钢车体电阻点焊工艺试验[J].电焊机,2022,52(2):90-96.
Citation:CHENDeqiang, WANG Yuanyuan. Process Test of Resistance Spot Welding Based on Conductive Sealant for Stainless Steel Carbody of Railway Vehicle[J]. Electric Welding Machine, 2022, 52(2):90-96.
0 前言
电阻点焊技术具有焊接质量稳定、焊接变形小、生产效率高、易于实现机械化和自动化等优点,广泛应用于航空、航天、能源、电子、轨道车辆及轻工等行业[1-4]。尤其在轨道车辆无涂装不锈钢车体制造领域,电阻点焊已成为主要的连接技术。
由于电阻点焊存在分流现象,2个焊点之间应有一定的距离。如对于板厚2 mm的SUS301L不锈钢材料,2个焊点之间的间距应在40 mm 以上[5]。对于不锈钢车体外侧位置,如车体侧墙板采用上墙板、下墙板搭接方式通过电阻点焊连接,焊点之间的间距位置存在漏风、漏雨等密封隐患,无法满足车辆在密封隔音降噪方面的设计要求。受应用成熟的汽车车身涂胶点焊技术启发,将密封胶点焊引入到轨道车辆中。
目前,轨道车辆密封胶点焊技术研究还开展相对较少,有部分学者对其进行了研究。郭太吉[6]等人将密封胶点焊技术应用于0.6 mm+4 mm 差厚板组合搭接,认为密封胶受热分解过程可以改变电流密度分布,进而影响熔核直径和熔透深度;丁成钢[7]等人从点焊接头外观、断面检验、力学性能方面分析了涂密封胶对接头性能的影响,得出涂抹密封胶后接头的抗拉伸、剪切性能会略有下降的结论,但未涉及详細试验方法及参数;康丽齐[8]等人从1.5 mm+1.5 mm薄板组合搭接点焊试验入手,并做了焊点性能试验,结果表明导电密封胶对电阻点焊的焊接性能存在影响,但研究中只涉及了一种薄板搭接形式,存在局限性。综合目前已有研究可知,板厚及搭接组合形式、焊接参数、密封胶型号等对焊点质量均存在不同程度的影响,需要进行更多的试验研究。
中车浦镇公司某海外不锈钢车辆项目,侧墙模块为上墙板、下墙板搭接后与骨架点焊的结构,包含三种搭接结构。本文基于该车辆结构特点,对三种搭接结构进行预涂导电密封胶的电阻点焊工艺试验研究,验证该技术的可靠性,为具体应用到订单项目提供支持,并且为涂导电密封胶的电阻点焊技术提供理论基础及数据支持。
1 焊接试验
1.1 试验工况分析
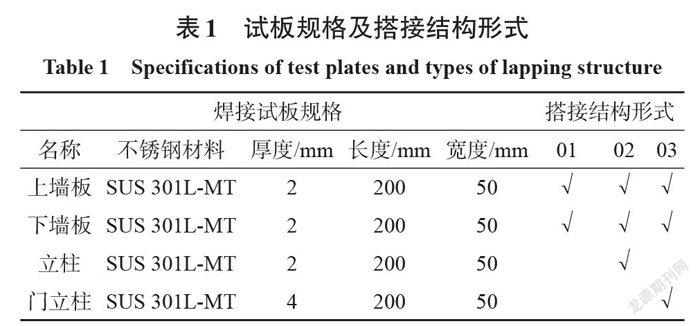
中车浦镇公司海外不锈钢车辆项目根据设计要求及材料性能,侧墙板、立柱均采用2 mm 厚 SUS301L-MT 不锈钢材料,门立柱采用4 mm 厚 SUS301L-MT不锈钢材料,其屈服强度≥480 MPa,抗拉强度≥820 MPa,延伸率≥25%。
焊接结构形式有三种,分别为:上墙板、下墙板两层板搭接点焊,上墙板、下墙板及立柱三层板搭接点焊,上墙板、下墙板及门立柱三层板搭接点焊。这三种搭接结构均须保证车体外侧上墙板、下墙板之间的接触面密封,以满足车辆密封隔音降噪的设计要求。为此,采用基于导电密封胶的电阻点焊工艺,即在侧墙上墙板、下墙板搭接面之间均预涂具有导电功能的导电密封胶,以保证焊点之间的间距位置密封。导电密封胶型号选用AT-S,其主要成分为耐热性能优良的变性醇酸树脂,加上无机物质、铝粉末、特殊粘着剂制成,其中铝粉末能使密封胶显示出良好的导电性。
1.2 焊接试件制备
试板规格及搭接结构形式如表1所示,三组点焊搭接结构形式为2 mm+2 mm,2 mm+2 mm+2 mm,2 mm+2 mm+4 mm(分别对应表2中01,02,03)。每组搭接结构各制备23件试件,其中11件用于剥离试验,11件用于拉伸试验,1件用于宏观金相检验。
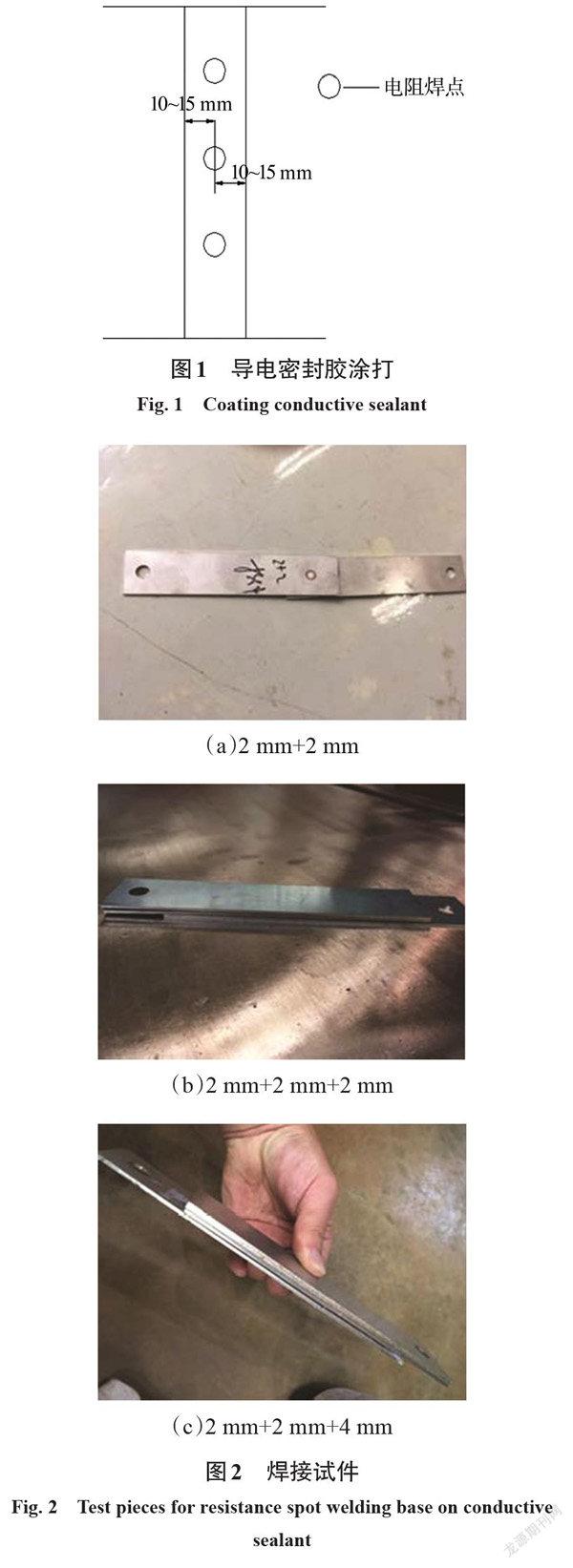
试件制备的重要一步是在试板之间预涂导电密封胶。先用丙酮将试板表面油脂等杂质清除干净,以减少焊接过程中非导电物质对导电性的影响;再用工具将导电胶均匀地涂抹在试板上,在电阻点焊纵向排布中心涂胶,铺展后的导电胶以电阻焊点为中心横向辐射约10~15 mm 。导电密封胶的涂打示意如图1所示。导电密封胶涂打后按照3种点焊搭接接头形式组装焊接试件,组装好的试件如图2所示。
1.3 焊接设备
该不锈钢项目侧墙结构采用小模块分别组焊,因此侧墙板及立柱之间的焊接可以在面积小的铜台单面电阻点焊机上进行,焊接方式是将侧墙板平放在铜台上,再铺装骨架,铜台充当焊接工装及焊接导体,可保证焊后侧墙外表面美观。铜台单面点焊接示意如图3所示。但是对于侧墙板与门立柱之间的焊接,考虑到门立柱C字型断面结构,采用铜台单面点焊接空间不够,故采用BC Robot1电阻点焊机器人,焊接示意如图4所示。
根据ISO 15614-12标准[6],焊接试验应使用与工艺规程测试相同的焊接设备类型,故搭接形式为2 mm+2 mm和2 mm+2 mm+2 mm的试件焊接采用铜台单面电阻点焊机,电极头材料为铬铜合金,电极直径Φ16 mm,电极帽端部呈球面,R100 mm。搭接形式为2 mm+2 mm+4 mm 的试件采用 BC Ro‐ bot1电阻点焊机器人,电极头材料为铬铜合金,电极直径Φ19 mm,电极帽端部呈球面,R100 mm 。
1.4 焊接过程
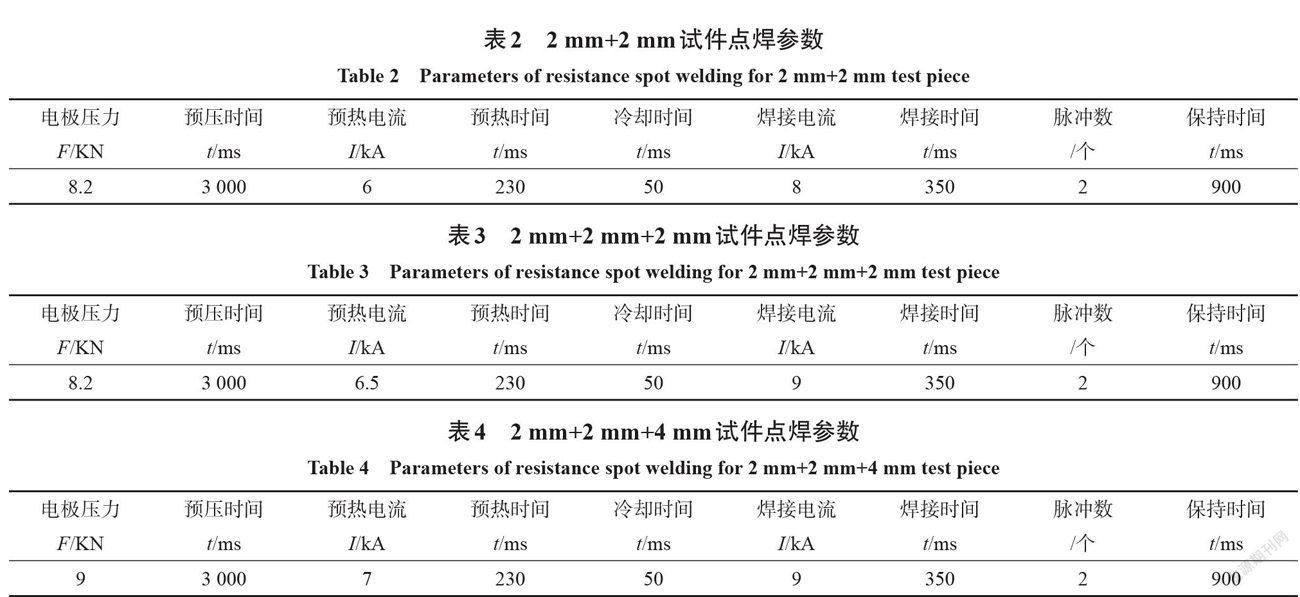
在点焊过程中,焊接电流、焊接时间和电极压力是三个主要影响因素[1]。经多次设备调试,三种搭接结构优化后的点焊参数分别如表2~表4所示。由表可知,对于不同的板厚及搭接层数,电极压力、预热电流和焊接电流设定不同。
2 点焊接头试验和结果分析
焊后根据ISO 15614-12标准[9]对三种搭接点焊接头进行外观检验、剥离试验、剪切拉伸试验和金相检验。
2.1 外观检验
对点焊后的所有试件进行100%目测检查,包括焊核的外观、形状、表面缺陷等。根据EN 15085- 3标准[3]和轨道车辆产品规定有外观要求的表面:,焊接痕迹(电极压痕、环形加强斑痕、缺欠、热变形等)不能超过单侧板厚度的10%[10]。表面凹陷尺寸检测结果≤0.2 mm,外观检验满足标准规定要求。
2.2 剥离试验
三种搭接形式试件中,各选取11件进行制样,把其中一搭接板一端预先折弯,制作成可易于在剥离机上夹紧的试样,经机械矫正,在剥离机上进行剥离试验,如图5所示。
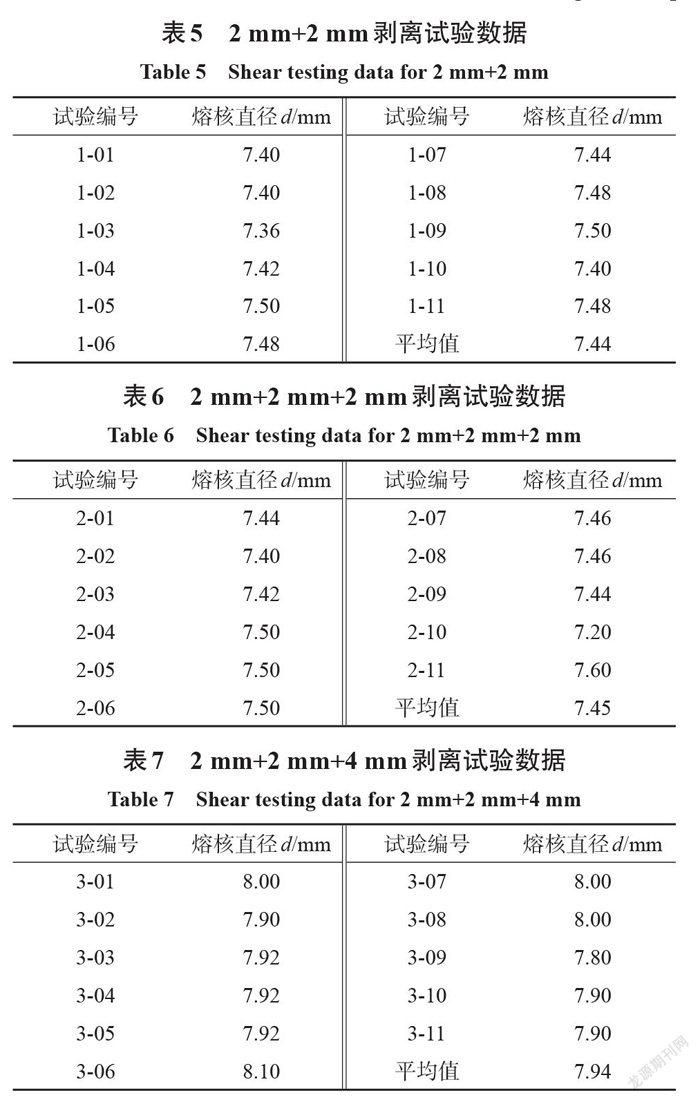
三种搭接结构剥离后的试件如图6所示。用游标卡尺测量试件熔核直径,结果如表5~表7所示。
由表可知,三种搭接结构试件的单个熔核直径和平均值均满足标准[5]中要求的7 mm。
2.3 剪切拉伸试验
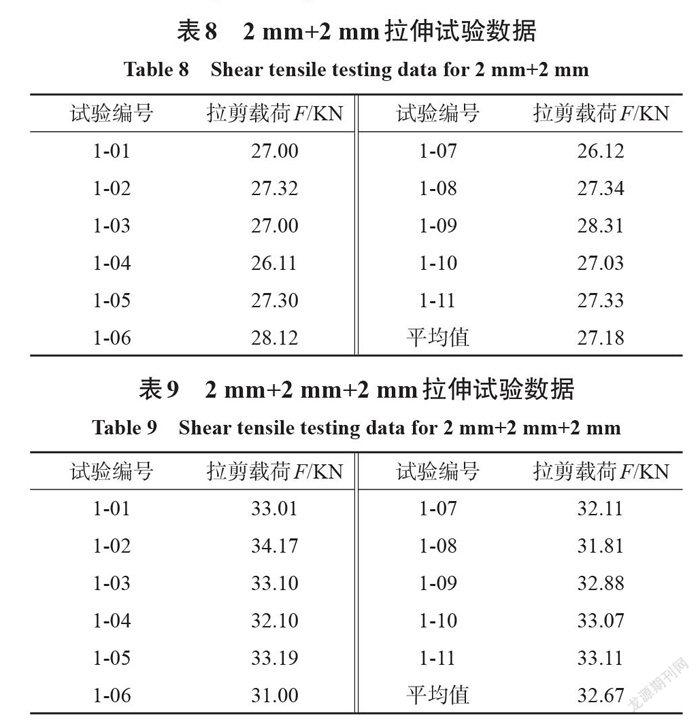
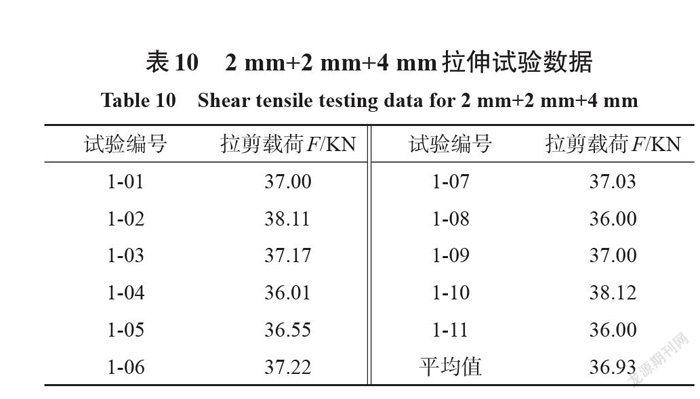
将拉伸试件夹紧在CMT5205微机控制万能试验机上,在室温下进行拉伸剪切试验。拉断后试件如图7所示,三种试验数据如表8~表10所示,可以看出,预涂导电胶电阻点焊拉伸力值均高于标准[5]要求的17 kN。
2.4 金相检验
金相检验时,先选择一个通过焊点中心并垂直于板表面的截面,采用机加工方法在该截面位置截断试件获取断面,研磨后放入10倍刻度放大镜酸洗容器(溶液为5%硝酸酒精)进行腐蚀,检测熔核内部有无裂纹、气孔、夹杂、缩孔等缺陷。三种搭接结构试件熔核宏观金相如图8所示。轨道车辆产品要求熔核厚度达到金属薄板厚度的30%~90%,允许熔核中心部位出现裂纹(最大不超过熔核直径的1/2),允许在熔核中心部位出现气孔(最大不超过熔核直径的1/2)[5,10]。对试验结果进行评定,宏观金相熔核合格,无缩孔等缺陷,符合产品要求。
3 结论
(1)添加金属粉末如铝粉末的密封胶具有导电性,可以实现整个电阻点焊过程。在焊件接触面之间预涂密封胶,与未涂密封胶相比,尽管会加大整个焊接回路整体电阻,使导电性能下降,但是通过调整优化焊接参数,能较好实现点焊过程。
(2)对预涂导电密封胶的电阻点焊接头进行一系列试验,包括外观检验、剥离试验、拉伸试验、宏观金相检验等,结果表明,焊点剥离直径满足标准要求,拉剪载荷高于标准值,宏观金相无缺陷,接头性能满足标准要求。通过试验证明,与未涂密封胶相比,涂密封胶尽管会降低焊点力学性能,但都符合标准要求,满足产品设计要求,导电密封胶的电阻点焊技术是可行的,可用于项目生产。。
(3)针对三种搭接结构接触面间预涂导电密封胶,通过调整焊接参数,能较好地实现点焊过程。焊接参数可为预涂密封胶的电阻点焊技术在不锈钢车辆中的应用提供数据支持。
(4)预涂密封胶的电阻点焊既能实现车辆密封要求,又能满足产品焊接性能要求。对于车外有搭接结构的不锈钢车辆,基于导电密封胶的电阻点焊技术可以作为一种车体常用的焊接方法。
(5)未来对于涂密封胶进行电阻点焊的焊接参数设计及其优化还需进一步研究,以达到降低密封胶的影响,进一步提升焊接接头性能的目的。
参考文献:
[1]梅文搏,徐艳丽,贾鹏,等.6 mm厚 SUS301L- DLT 不锈钢电阻点焊工艺[J].电焊机,2018,48(03):371-374.
MEI Wenbo,XU Yanli,JIA Peng,et al. Research on SUS301L-DLT stainless steel of 6 mm resistance spot welding process[J].Electric Welding Machine,2018,48(3):371-374.
[2]刘永刚,韩晓辉,马明菊,等.轨道车辆不锈钢车体电阻点焊缺陷产生及预防工艺[J].电焊机,2012,42(04):97-99.
LIU Yong gang,HAN Xiao hui,MA Ming ju,et al. Study on production and prevention of defects in resis‐ tance spot welding for stainless steel carbody of rail ve‐ hicle[J]. Electric Welding Machine,2012,42(4):97-99.
[3]康丽齐,梁辰,魏良,等.表面不涂装不锈钢车体点焊试验技术研究[J].城市轨道交通研究,2018(2):61-63. KANG Liqi,LIANG Chen,WEI Liang,et al. Experi‐ mental Study on Spot Welding Test of Stainless Steel Vehicle Without Surface Coating[J].Urban Mass Tran‐ sit,2018(2):61-63.
[4]张龙.SUS304不锈钢板的胶接点焊及接头疲劳强度分析[D].云南:昆明理工大学,2017.
Zhanglong. Spot Weld Bonding on SUS304 Stainless Steel Sheets and Fatigue Strength Analyses of Joints [D]. KunMing:Kunming University of Science and Technology.
[5] EN 15085-3,铁路应用-铁道车辆和部件的焊接-第3部分-设计要求[S].EN 15085-3,Railway applications - Welding of rollingstock and components-Part 3-Design requirements[S].
[6]郭太吉,张庆鑫,孙晓光,等.密封胶对差厚不锈钢板电阻点焊接头的影响[J].中国机械工程,2018,29(24):3009-3013.
Guo Taiji,Zhang Qingxin,SUN xiaoguang,etal.Influ‐ ence of Adhesive Sealant on Resistance Spot Welding of Stainles Steel Sheets with Different Thickness[J]. China mechanical Engineering,2018,29(24):3009-3013.
[7]丁成钢,史春元,都本刚,等. SUS301L不锈钢电阻点焊工艺研究[J].焊接,2006,35(11):28-29.
Ding Chenggang,Shi Chunyuan,Du Bengang,etal. StudyonSpot WelingProcessof StainlessSteel SUS301Ls[J].Welding,2006,35(11):28-29.
[8]康丽齐,孙志鹏,王香,等.导电密封胶对不锈钢车体电阻点焊焊接性能影响研究[J].城市轨道交通研究,2020(2):8-11.
KANG Liqi,SUN Zhipeng,WANG Xiang,etal. Re‐ search on the Influence of Conductive Sealant on theResistance Spot Welding Performance ofStainless Steel Vehicle Body[J].Urban mass transit,2020(2):8-11.
[9] ISO 15614-12,金属材料焊接工艺规程与条件—焊接测试工艺规程-第12部分:点焊,缝焊和凸焊[S]. ISO 15614-12,Welding procedure specification and conditions for metallic materials—Welding test proce‐ dure specification - Part 12:Spot,seam and projection weldings[S].
[10]叶结和,李振江.轨道车辆不锈钢电阻点焊工艺试验[J].電焊机,2015,45(1):137-140.
YE Jiehe,LI Zhenjiang. Process test of stainless steel resistance spot welding for rail vehicles[J]. Electric Welding Machine,2015,45(1):137-140.
编辑部网址:http://www.71dhj.com
