
深水钢悬链立管焊接工艺及焊缝性能试验研究
2022-04-09 16:55许可望孙有辉刘永贞王伟刘岩磊
电焊机 2022年2期
许可望 孙有辉 刘永贞 王伟 刘岩磊











摘要:深水钢悬链立管(Steel Catenary Riser,SCR)是浮式平台的主要部件,在服役条件下由于受到海洋特殊的海浪、潮汐、台风等各种环境因素的影响,极其容易发生疲劳破坏。为解决钢悬链立管在深水服役环境中受循环载荷的作用容易产生疲劳失效的问题,采用冷金属过渡(Cold Metal Transition,CMT)打底、脉冲模式填充盖面的熔化极气体保护焊(Gas Metal Arc Welding,GMAW),开发了钢悬链立管 S 型铺设全自动焊工艺并进行了焊缝性能试验研究。结果表明,横向拉伸、全焊缝拉伸、侧弯、缺口断裂、冲击、宏观硬度及全尺寸疲劳等试验结果均满足SCR焊接规格书要求; SCR环焊缝通过全尺寸疲劳试验测试,所有焊缝疲劳性能满足 BS7608(1993)的外径 D 曲线和内径 E 曲线的95%置信水平要求;由于 CMT 冷金属过渡封底为无衬垫单面焊双面成型技术,具有焊接热输入量小、无飞溅等优点,可确保焊缝根部成形与母材圆滑过渡,减小SCR焊缝应力集中,从而提高其抗疲劳性能。关键词:钢悬链立管;熔化极气体保护焊;冷金属过渡;焊缝性能
中图分类号: TG457.2 文献标识码: B文章编号:1001-2303(2022)02-0097-06
Welding Process Development and Mechanical Tests for Deepwater Steel Catenary Riser
XU Kewang, SUN Youhui, LIU Yongzhen, WANG Wei, LIU Yanlei
China Offshore Oil Engineering Co. , Ltd, Tianjin 300452
Abstract: Steel catenary riser (SCR) is the main component of floating platform. It is extremely prone to fatigue damage un‐ der service conditions due to the influence of various environmental factors such as ocean waves, tides and typhoons. In or‐ der to solve the problem about fatigue failure of steel catenary riser(SCR)affected by cyclic load in deep water environment, full-automatic GMAW welding process and mechanical tests were developed by using cold metal transition(CMT)for root pass and pulse mode for fill and cap pass for SCR S-lay. The test results of mechanical properties meet the requirements of SCR welding specification. The fatigue properties of all test welds meet or exceed the 95% level of confidence based on BS7608(1993) D mean curve as OD and E mean curve as ID.Because cold metal transition for root pass without backing is the technology of single side welding and double side forming, it has the advantages of smaller welding heat input and no spatter, ensuring the smooth transition between weld root forming and base metal, so as to reduce stress concentration and improve the fatigue resistance of SCR welds.
Keywords: steel catenary riser (SCR); GMAW; cold metal transition (CMT); weld properties
本文引用格式:许可望,孙有辉,刘永贞,等.深水钢悬链立管焊接工艺及焊缝性能试验研究[J].电焊机,2022,52(02):97-102. Citation:XuKewang, Sun Youhui, Liu Yongzhen, et al. Welding Process Development and Mechanical Tests for Deepwater Steel Catenary Riser[J]. Electric Welding Machine, 2022, 52(02):97-102.
0 前言
随着陆地和近海油气资源的日益枯竭,钢悬链立管(Steel Catenary Riser,SCR)以其独特的优势在深水和超深水油气资源开发方面获得了各国的青睐,代表着国际深海平台立管技术的发展方向,具有以下优势:与柔性立管相比,其成本低;与顶张力立管相比,其对浮体运动有较大适应性;能适用于高温高压工作环境。因此,SCR取代柔性立管和顶张力立管而成为深水開发的首选立管[1-3]。立管长期受波浪、海流、船体移动等外在荷载作用,深水平台会产生较大的运动,SCR立管系统在服役期间承受巨大的极限载荷,且与平台运动、水下涡激震荡产生的交变荷载导致管线易产生严重的断裂风险和疲劳失效问题。钢悬链立管是通过许多段具有规范尺寸的钢管按照一定的焊接方式制造而成的,高质量焊接技术及其接头疲劳试验评价是 SCR立管海上安装中最关键的技术之一。
王震等人[12]通过 TIG 焊工艺开发研究了 SCR环缝小尺寸试样疲劳性能及错边对疲劳性能影响;许可望等人[1]通过 GMAW 焊接工艺开发了研究 SCR 环缝小尺寸试样的疲劳试验。上述工作均为基于SCR焊缝小尺寸试样的疲劳性能研究,鉴于小尺寸试样由环缝机加工取样后焊接残余应力释放,以及断面机加工精度等因素会影响疲劳结果,适用于实验室研究,缺少全尺寸疲劳试验研究。
本文依托南海深水1 500 m工程项目首条钢悬链立管,采用冷金属过渡(Cold Metal Transition, CMT)封底、脉冲模式填充盖面的熔化极气体保护焊(Gas Metal Arc Welding,GMAW)全自动焊工艺,对X65材质的钢管进行了钢悬链立管S型铺设全自动焊工艺开发和焊缝性能试验验证,重点研究SCR全尺寸环缝疲劳试验,以验证深水立管环焊缝的服役安全及疲劳寿命。
1 焊接工艺开发
1.1 焊接设备及工艺选型
钢悬链立管焊接设备采用 SERIMAX 公司的 Saturnax09全自动设备,型号为 m-GMAW-CMT/P,电源为Fronius TPS4000。焊接工艺方法采用GMAW熔化极气体保护焊,封底采用 CMT 冷金属过渡模式,填充和盖面采用脉冲模式的GMAW全自动焊。1.2 SCR管材规格
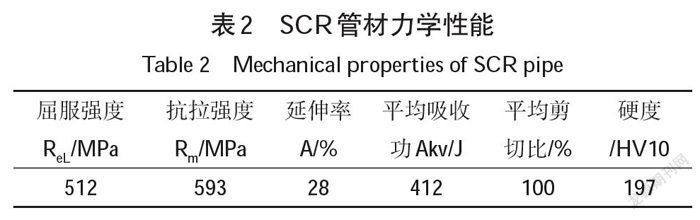
SCR 管材选用意大利 Tenaris,标准规格 API X65 QO PSL2 SMLS,外径168.28 mm(约6.625 inch),壁厚18.29 mm,其化学成分和力学性能如表1、表2 所示。
1.3 焊接材料
焊接材料等級为AWS A5.18 ER70S-6,牌号为 SUPRAMIG(Lincoln),直径1.0 mm,超低氢焊材要求小于4 mL/100 g,保护气体为φ(Ar)80%+φ(CO2)20%,气体流量20~30 L/min。选型原则为:一是满足焊接规格书和标准要求,适用“高强度匹配原则”;二是满足高断裂韧性和抗疲劳性能要求。
1.4 焊接工艺参数
1.4.1 坡口形式设计
焊接坡口采用窄间隙J型设计,如图1所示,坡口单边角度 B为3.5°±1°,R角半径为(3.2±0.8)mm,平台长度L为(0.5±0.3)mm,钝边T为(1.6±0.3)mm,单边开口宽度W为3.3~3.6 mm。
1.4.2 焊接工艺参数
经过大量试验确定的焊接工艺参数如表3所示,其主要特点为:
(1)根焊和热焊的预热温度为200℃,是降低接头硬度的有效措施,热焊后最小预热温度为100℃,但层间温度应严格控制不超过275℃。采用燃气火焰加热或者电磁感应加热,温度测量方法为数字接触测温计,预热温度测量范围含坡口两侧75 mm,最少测量4个位置,平均间隔90°。
(2)单炬单丝焊接,封底焊接采用 CMT冷金属过渡焊接,无飞溅、成形好。热焊、填充和盖面采用脉冲模式GMAW焊接工艺。
(3)采用内对中器无铜衬垫,热焊后移除。热焊道时间间隔为43 min,温度降至环境温度后热焊需重新预热。
(4)焊接位置为5G,焊接方向根焊时为整圈,热焊填充盖面为两侧下向焊。
(5)焊接保护气体为φ(Ar)80%+φ(CO2)20%,气体流量25±5 L/min。
(6)水冷从280℃降至48℃用时2分48秒。
1.5 焊缝无损检验
焊前准备中采用坡口磁粉 MT检测;焊接完成48 h后,对焊接件进行外观检测VT、全自动超声检测AUT、手工超声检验 MUT、打磨后外观及表面粗糙度检测,检验结果合格,满足 SCR焊接规格书要求,缺陷接受标准如表4所示。
2 SCR焊缝性能测试
钢悬链线立管主要应用于深水和超深水海域,复杂的水下环境和不利因素对焊接接头的力学性能有着严格的要求。焊接工艺评定中,SCR焊缝性能试验包含横向拉伸、全焊缝拉伸、侧弯、缺口断裂、冲击、宏观硬度、全尺寸疲劳等,应满足 SCR焊接规格书要求。试验采用机加工方法从环缝接头上制取全焊缝拉伸、弯曲、冲击、宏观硬度、断裂韧性和疲劳试样。取样位置示意如图2所示。
2.1 拉伸试验
横向拉伸试验执行标准为 API1104第 5.6.2章节,全焊缝拉伸试样执行ASTM A370和ASME IX第 QW462.1(d)章节。拉伸试验结果如表5、表6所示,试样断裂位置均发生在母材,其抗拉强度和屈服强度均高于母材最小名义强度,表明拉伸性能满足SCR焊接规格书要求。
2.2 侧弯和缺口断裂试验
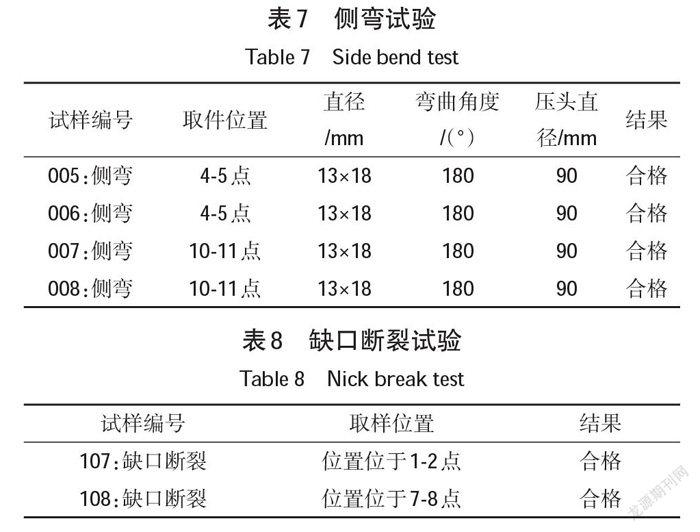
侧弯试验执行API 1104第5.6.5章节,压头直径90 mm,弯曲角度180°,试验结果如表7所示,弯曲后试样表面无裂纹缺陷,试验合格。缺口断裂试验执行API 1104第5.6.3章节。试验结果如表8所示,试样断口无裂纹、气孔、夹渣等缺陷,结果合格。
2.3 冲击试验
冲击试验执行API 1104 A.3.4.2和AWS D1.1,试样尺寸为55 mm×10 mm×10 mm,取样位于管道12点、3点、6点的焊缝中心、熔合线、熔合线+1 mm(母材一侧)、熔合线+5 mm(母材一侧),缺口轴线与焊缝表面垂直,每个位置取3件平行试样为1组,试验温度为-20℃。试验结果如图3所示,冲击功最小单值为126 J,最小平均值为147 J,满足SCR规格书要求(最小单值≥54 J,最小平均值≥73 J)。通过数据分析,焊缝中心根焊区域的12点和6点位置的冲击韧性较低,其原因在于5G 焊接位置管道水平固定环向焊接时12点和6点为起弧息弧接头位置,导致焊缝性能降低。
2.4 宏观硬度试验
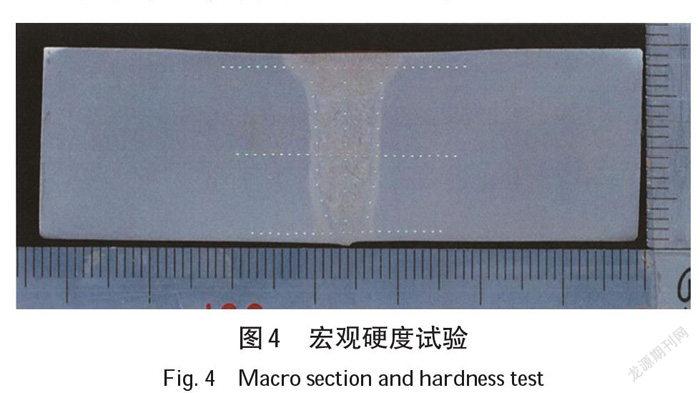
宏观硬度取样位于管道12点、6点、9点位置,600#抛光侵蚀,放大5~10倍如图4所示,观察无裂纹,无未熔合、无未熔透、无咬边、错边和内凹小于0.5 mm。硬度试验执行ASTM E92,载荷10 kg,加载时间10 s,6条测试线,测试点间距1.5 mm,试验结果如表9所示,硬度最大值为247 HV10,满足 SCR规格书要求(小于250 HV10)。
2.5 全尺寸疲劳试验
全尺寸疲劳试验为立管试验验证中的重要一环,对分析立管动态响应性能、疲劳性能、疲劳寿命预测有重要作用,应满足标准 BS7608(1993)的外径D 曲线和内径 E 曲线的95%置信水平校正要求。 SCR焊缝在172.4 MPa、103.4 MPa、68.9 MPa三个应力水平下测试,每个应力水平测试2个试件(包含4 个环焊缝),共计6个全尺寸疲劳试件(包含12个环焊缝)。疲劳测试开始之前,向全尺寸疲劳试件内部施加水压87.3 MPa,达到平均应力137.9 MPa。疲劳测试时采用高频共振弯曲疲劳设备,频率约为30 Hz,通过转动全尺寸试件围绕其重心旋转产生共振弯曲,所形成的弯曲应力作用于环焊缝环向每一点。试验结果如表10所示,所有全尺寸疲劳试验完成的疲劳次数均达到相应目标曲线要求。疲劳数据拟合 S-N曲线如图5所示,所有焊缝疲劳性能均满足 BS7608(1993)的外径 D 曲线和内径 E 曲线的95%置信水平要求。
3 结论
(1)采用 CMT打底、脉冲模式填充盖面的熔化极气体保护焊GMAW全自动焊,所开发的钢悬链立管S-lay铺设的全自动焊工艺及焊缝性能试验研究,包括横向拉伸、全焊缝拉伸、侧弯、缺口断裂、冲击、宏观硬度及全尺寸疲劳试验等,试验结果均满足 SCR焊接规格书要求。
(2)SCR 环焊缝通过全尺寸疲劳试验测试,在172.4 MPa、103.4 MPa、68.9 MPa 三个应力水平,内部施加水压达到平均应力137.9 MPa条件下,共计12道环焊缝。试验结果经过 S-N曲线拟合分析,所有 SCR 环焊缝外径疲劳性能满足 BS7608(1993)D 平均曲线的95%置信水平要求;所有SCR环焊缝内径疲劳性能满足 BS7608(1993)E 平均曲线的95%置信水平要求。
(3)由于CMT冷金属过渡封底为无衬垫单面焊双面成型技术,具有焊接热输入量小、无飞溅等优点,可确保焊缝根部成形与母材圆滑过渡,减小应力集中,从而提高其抗疲劳性能。
(4)本研究领域SCR焊接设备国产化及配套焊接工艺为尚待解决的卡脖子问题,基于SCR国产管材和焊材,研发SCR焊接设备国产化及焊接工艺开发,逐步打破国外技术垄断。
参考文献:
[1] 许可望,刘永贞,栾陈杰,等.深水SCR X65管线钢环缝无衬垫全自动 GMAW焊接接头疲劳行为[J].中国海洋平台,2019,34(1):96-100.
XU Kewang,LIU Yongzhen,LUAN Chenjie,et al. Fa‐ tigue Behavior of Girth Joint of X65 Pipeline Steel by Full-Automatic Gas Metal Arc Welding Without Back‐ ing in Deepwater SCR Riser[J]. China Offshore Plat‐ form,2019,34(1):96-100.
[2] 黄维平,李华军.深水开发的新型立管系统——钢悬链线立管(SCR)[J].中国海洋大学学报(自然科学版),2006,36(5):755-780.
HUANG Weiping,LIHuajun. A New Type of Deepwa‐ ter Riser in Offshore Oil& Gas Production: the Steel Catenary Riser (SCR)[J]. Periodical of Ocean Univer‐ sity of China,2006,36(5):755-780.
[3] 許可望,李维锋,赵翠华,等.钢悬链线立管环焊缝ECA 断裂疲劳评估技术[J].中国海洋平台,2019,34(6):85-89.
XU Kewang,LI Weifeng,ZHAO Cuihua,et al. ECA Fracture Fatigue Assessment Technology for Girth Weld of Steel Catenary Riser[J]. China Offshore Platform, 2019,34(6):85-89.
[4] 梁辉.深水开发中的 SCR 立管系统[J].中国造船,2008,49(S2):80-85.
LIANG Hui. Steel Catenary Risers in Deepwater[J]. Shipbuilding of China,2008,49(S2):80-85.
[5] 董永强,宋儒鑫,孙丽萍.深水钢悬链立管疲劳寿命评估分析[J].海洋工程,2014,32(2):119-124.
DONG Yongqiang,SONG Ruxin,SUN Liping. Deep‐ water steel catenary riser fatigue life estimation[J]. The Ocean Engineering,2014,32(2):119-124.
[6] 周灿丰,焦向东,曹静,等.海洋深水立管环缝疲劳性能研究现状及建议[J].焊接,2011(4):5-10.
ZHOU Canfeng,JIAO Xiangdong,CAO Jing,et al. In‐ vestigation of fatigue performance of girth weld in deep- water riser pipe[J]. Welding & Joining,2011(4):5-10.
[7] API 1104-2013,美国管道和相关设施的焊接标准,Welding of Pipelines and Related Facilities[S].
[8] ASTM A370-15,钢制品力学性能试验的标准试验方法和定义, Standard Test Methods and Definitions forMechanical Testing of Steel Products[S].
[9] BS7608-1993,钢制产品疲劳设计与评估导论,Guideto fatigue design and assessment of steel products[S].
[10] AWS D1.1-2016,美国国家标准钢结构焊接规范,Structure Welding Code-steel[S].
[11] ASME IX,美国锅炉和压力容器标准-焊接工艺评定,ASME Boiler and Pressure Vessel Code[S].
[12] 王震,程方杰,张彦燊,等.错边对钢悬链立管横焊接头疲劳性能的影响[J].焊接学报,2019,40(3):6.
WANG Zhen,CHENG Fangjie,ZHANG Yanshen,et al. Effect of misalignment on fatigue performance of horizontal welded joints in steel catenary riser system [J]. Transactions of the China Welding Institution,2019,40(3):6.
[13] 何星,赵焕霆,张天江,等.浅談钢悬链立管环焊缝无损检验方法的适用性[J].化工装备技术,2021,42(3):5. HE Xing,ZHAO Huanting,ZHANG Tianjiang,et al. Analysis on the Applicability of the Non-Destructive In‐ spection Method for the Girth Weld of the Steel Cat‐ enary Riser[J]. Chemical Equipment Technology,2021,42(3):5.
[14] 孙涛.钢悬链线立管焊接头断裂性能及安全性评定方法研究[D].北京:北京化工大学,2013.
SUN Tao. A New Type of Deepwater Riser in Offshore Oil & Gas Production:the Steel Catenary Riser (SCR)[D]. Periodical of Ocean University of China,2006,36(5):755-780.
编辑部网址:http://www.71dhj.com
