
某余热发电锅炉低温过热器连接弯头开裂原因
2022-03-31 05:13:42马芹征
理化检验(物理分册) 2022年3期
马芹征
(苏州热工研究院有限公司, 苏州 215004)
近年来,随着中国经济的快速发展,国内能源消耗逐步上升,在化工、建材等诸多领域产生了大量的废热资源,造成了严重的资源浪费。余热发电技术是一种将生产过程中产生的余热回收利用,并转化为电能的技术。余热发电不仅能节约能源,还有利于环境保护,是国家实行节能减排的重要技术措施[1-2]。余热发电锅炉是余热发电系统中重要的组成部分,余热发电锅炉及其附属设备的正常运行对整个余热发电系统的循环工作起到至关重要的作用。
某建材公司水泥窑生产线余热发电锅炉配套了一台9 MW的低参数混压纯凝气式汽轮发电机组,锅炉安装并煮炉完成后投入试运行,仅运行三个月后,发现余热发电锅炉低温过热器出口集箱连接弯头及附近多个部件出现开裂。依据GB/T 3087-2008《低中压锅炉用无缝钢管》标准,集箱及周边管件采用的材料均为20号钢。为查找连接弯头及附近部件的开裂原因,避免该类问题的再次发生,笔者对一处裂纹较多的连接弯头进行了一系列检验和分析。
1 理化检验
1.1 宏观观察
如图1所示:连接弯头母材外表面和内表面均有多条较长的裂纹,裂纹主要位于焊缝附近及弯头母材处分布较为曲折,但大致平行于焊缝且呈环状分布;弯头外表面焊缝处有大块补焊痕迹,补焊处也有较长的裂纹;可见裂纹萌生于弯头侧母材内表面,并由弯头内表面向外表面扩展。

图1 开裂连接弯头不同位置的宏观形貌
1.2 化学成分分析
在开裂连接弯头裂纹附近弯头侧母材处截取试样,对其进行化学成分分析。如表1所示,弯头母材的化学成分均符合标准GB/T 3087-2008对20号钢的技术要求。

表1 开裂连接弯头裂纹附近弯头侧母材的化学成分
1.3 硬度测试
GB/T 3087-2008标准仅对20号钢的拉伸性能做出规定,但开裂连接弯头壁厚较薄,不易截取拉伸试样。因此,对开裂连接弯头的焊缝、弯头侧母材和集箱侧母材进行硬度测试,依据GB/T 1172-1999《黑色金属硬度及强度换算值》,将硬度换算成抗拉强度。如表2所示,连接弯头的焊缝、弯头侧母材、集箱侧母材的硬度相差较小,换算成的焊缝和弯头侧母材的抗拉强度分别为520 MPa和491 MPa,该结果符合GB/T 3087-2008标准对20号钢抗拉强度的技术要求(410~550 MPa)。
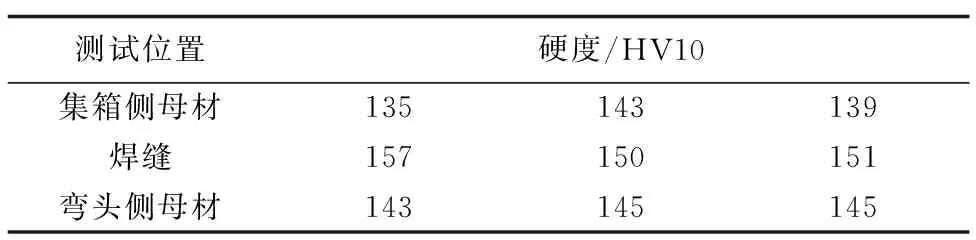
表2 开裂连接弯头焊缝、弯头侧母材和集箱侧母材硬度
1.4 金相检验
在开裂连接弯头的焊接接头处截取试样,对其内表面进行显微组织观察。如图2所示:开裂连接弯头焊缝两侧母材的组织均为铁素体+珠光体,弯头侧母材的珠光体组织较为细小,铁素体发生了轻微的拉长变形;集箱侧母材的铁素体呈等轴状;弯头侧熔合区及焊缝未见明显气孔、夹渣、热裂纹等焊接缺陷;弯头侧热影响区晶粒较粗大,可见少量魏氏组织。
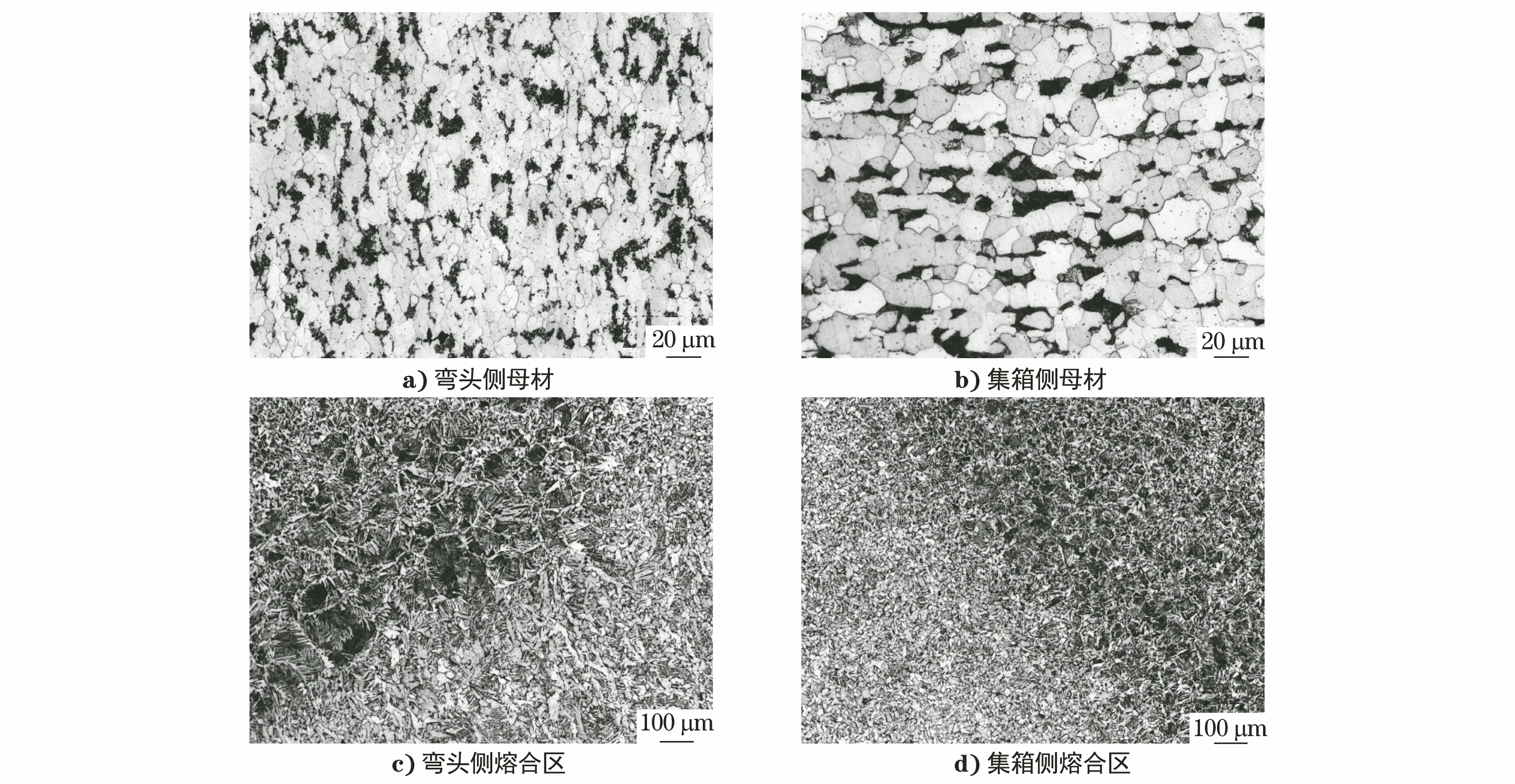
图2 开裂连接弯头不同位置的显微组织
如图3所示:焊接接头母材内表面裂纹扩展路径较曲折,主裂纹边缘有较多二次裂纹,裂纹均沿晶界扩展;焊缝处裂纹呈曲折状,主裂纹边缘有较多沿晶界扩展的二次裂纹。

图3 开裂连接弯头不同位置的裂纹微观形貌
1.5 能谱分析
将开裂连接弯头沿裂纹断开后,对其断口进行能谱分析。如图4所示,断口表面主要成分为铁的氧化物,且含一定量的钠和磷元素。
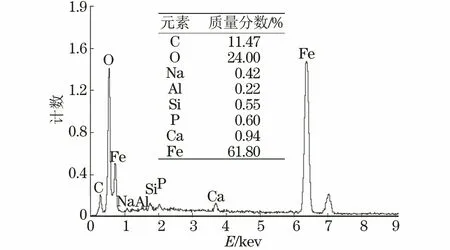
图4 开裂连接弯头沿裂纹断开后断口表面的能谱分析结果
2 分析与讨论
弯头侧母材的化学成分符合GB/T 3087-2008标准中对20号钢的技术要求,焊缝与其两侧母材的硬度都较为均匀,通过硬度换算成的抗拉强度符合GB/T 3087-2008标准对20号钢的技术要求,开裂连接弯头的显微组织也未见明显异常。综上所述,连接弯头开裂与其材料无关,大部分裂纹均位于补焊处弯头侧母材,无补焊处弯头侧母材也有较长的裂纹,因此可排除弯头开裂与其外表面补焊有关。
通过金相检验结果可知,起裂位置在弯头侧母材内表面,并向外表面扩展,焊缝内表面及弯头侧母材区域的主裂纹边缘均有较多的二次裂纹,裂纹均沿晶界扩展,这与碳钢和低合金钢“碱脆”裂纹的典型特征相一致[3-5]。通过能谱分析可知,将连接弯头沿裂纹断开后,发现其断口表面存在一定含量的钠和磷元素,在锅炉试运行前,需使用氢氧化钠和磷酸三钠进行煮炉,由此得知,钠和磷元素可能来源于煮炉过程中加入的碱液。
常温环境中,碳钢与碱液(NaOH)反应生成的腐蚀产物[Fe(OH)3]在碱液中的溶解度很低[6],能牢固覆盖在碳钢表面,从而避免碳钢被进一步腐蚀。在较高温度和一定应力的共同作用下,碳钢或低合金钢在碱液中会发生应力腐蚀开裂,这种应力腐蚀开裂称为碱脆开裂,即苛性脆化。碱脆是一种特殊的电化学腐蚀,其反应方程式如式(1)所示[7-8]。
3Fe+4H2O→Fe3O4+4H2
(1)
该腐蚀过程一般发生在金属表面应力集中处或发生电化学腐蚀的沟槽处,溶液沿氧化膜裂缝处进入内部与金属基体发生反应,在氧化膜破损处重新形成Fe3O4氧化膜,氧化膜在应力作用下发生破损,如此往复,该过程使应力腐蚀裂纹不断扩展。同时,裂纹两侧金属晶粒内部和晶界存在一定的电位差,晶界电位比晶粒内部电位低得多,从而使晶界作为阳极进一步被氧化,这也促进了裂纹的扩展。
碳钢和低合金钢发生碱脆开裂,必须满足的3个基本条件,即较高浓度的NaOH溶液、一定的拉伸应力和较高的温度[9-10]。一般认为,碱脆开裂在溶液沸点附近时最容易发生,温度低于46 ℃时一般不发生[11-14]。溶液中的NaOH浓度很低时,在高温环境中,NaOH可能会在缝隙或粗糙的金属表面聚集、浓缩,增大了材料的碱脆开裂敏感性。
该连接弯头发生应力碱脆开裂是在锅炉煮炉过程中碱液进入过热器导致的。在煮炉过程中,碱液进入过热器,在较高煮炉温度以及管道自重、汽水振动、热应力和结构应力等多种应力的共同作用下,连接弯头焊缝处发生碱脆开裂。
3 结论及建议
(1) 余热发电锅炉低温过热器出口集箱连接弯头的开裂原因是锅炉安装后的煮炉过程中,碱液进入了过热器内部,在连接弯头内表面缝隙处聚集、浓缩,在较高的温度以及管道自重、汽水振动、热应力和结构应力等多种应力的共同作用下,连接弯头焊缝处发生碱脆开裂。
(2) 根据碱液进入过热器后的流动方向,在该开裂连接弯头附近管段进行超声波、射线检测,检查存在裂纹的区域,并对存在裂纹的管段进行更换,避免裂纹在后续锅炉运行过程中发生扩展,引起管子开裂。此外,根据裂纹存在区域的大小,对开裂连接弯头附近管段内壁进行冲洗,以降低管段内壁的碱含量。
猜你喜欢
机电信息(2023年23期)2023-12-09 10:43:00
石油和化工设备(2022年2期)2022-03-11 02:00:28
中国特种设备安全(2021年6期)2021-12-02 03:05:50
中国特种设备安全(2021年2期)2021-07-21 08:48:24
四川化工(2020年4期)2020-08-28 01:49:14
中国特种设备安全(2019年8期)2019-10-14 00:32:32
中国特种设备安全(2019年5期)2019-07-16 08:51:56
中国特种设备安全(2019年5期)2019-07-16 08:51:54
中国特种设备安全(2018年12期)2018-03-15 05:34:54
化工设计通讯(2017年11期)2017-11-29 11:51:02
