锅炉集箱成排小管座自动焊焊接试验及工艺改进
2022-03-31 08:44李飞
焊管 2022年3期
0 前 言
集箱是锅炉结构中重要的组成部件, 其中集箱小管座结构设计具有连接管排规格数量多、 间隔空间狭小、 分布位置复杂和存在非标结构设计等技术特点
, 集箱小管座焊接工作量约占整个集箱焊接生产制造量的30%以上, 集箱成排小管座焊接对集箱制造的质量水平和使用寿命影响很大
。
集箱制造的焊接生产问题已引起锅炉制造企业的广泛重视, 哈尔滨锅炉厂有限责任公司、 东方锅炉股份有限公司等先后引进国外集箱管接头焊接机器人工作站
, 采用脉冲熔化极气体保护焊, 有效控制电弧热输入, 实现焊缝自动跟踪, 促进了焊接工艺自动化、 智能化的发展
。 但是仍有许多中小型专业生产企业对集箱小管座采用焊条电弧焊工艺, 该工艺存在生产效率低、 焊缝质量难以保障等问题, 成为制约集箱制造的瓶颈。 同时, 集箱小管座的焊接工艺受到焊接操作空间限制, 焊接可达性差, 成为实现自动化焊接技术改造的难题, 影响集箱小管座自动化焊接的发展进程
。
1 集箱成排小管座自动焊工艺及设备
典型集箱结构如图1 所示。 为了提高集箱成排小管座焊接生产效率和产品质量, 优先选择熔化极气体保护焊方法代替焊条电弧焊方法, 从而提高焊接熔敷速度, 实现连续的焊接过程, 同时焊接材料采用药芯焊丝, 增加焊接熔池保护效果, 保证焊缝外观成形
, 以满足集箱本体直径不小于190 mm, 管座直径32~60 mm的碳钢、 低合金钢、 P91 等材料的集箱小管座焊接要求。

成套设备要使用动特性良好的焊接电源及稳定的送丝系统, 同时根据焊接电流要求, 配置水冷焊枪及水冷循环系统。 因此配备具有熔深控制功能的智能数字化逆变电源, 型号OTC WellBee P500l, 带编码反馈高精度送丝机, 保证电弧稳定。 专用焊接机头采用集成设计, 由机架、 中心定位机构、 夹紧机构、 U 形回转体、 传动机构、焊枪及焊枪调整装置组成, 实现送丝、 送电、 送水、 送气的焊接保障功能, 通过系统集成控制,实现连续自动焊接。 手持式焊接机头主体材料采用轻质耐高温材料, 满足工件预热250 ℃条件的枪体刚性。 机头外夹管壁式定位装置实现工件定位、 组装, 可根据管径变化进行调节, 操作简单, 适应性强, 降低了焊接坡口加工及装配精度要求。 可根据焊道位置、 坡口角度进行焊丝导入角度的手动调整, 调用预存的焊接程序, 实施焊接过程的圆周移动和实时旋转等自动焊接操作,集箱成排小管座专用焊接机头如图2 所示。

2 工艺试验及检测结果
2.1 自动焊工艺试验的规范参数选择
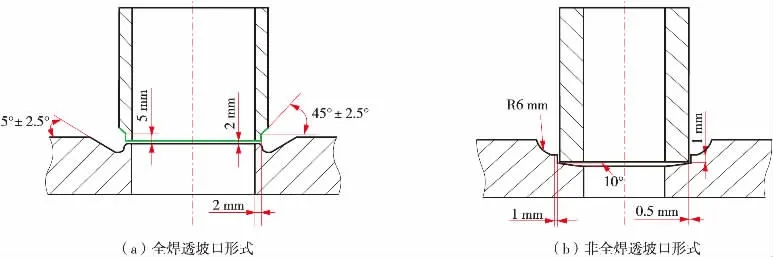
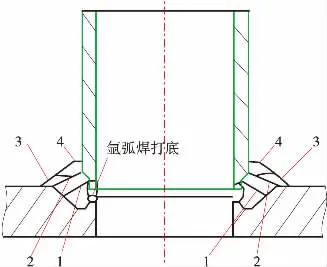
为了确定集箱成排小管座自动焊工艺及主要规范参数, 进行了焊接工艺试验和质量检测。 焊接工艺试件采用集箱本体及管座材料包括20G、12Cr1MoVG 两种材料, 集箱本体直径219 mm,管接头规格为Φ51 mm×7 mm、 Φ42 mm×6 mm。集箱成排小管座的焊接坡口形式如图3 所示,分为全焊透坡口及非全焊透坡口两种类型, 全焊透坡口形式的焊接方法采用钨极氩弧焊打底, 熔化极气体保护焊进行自动焊接的填充焊、 盖面焊, 而非全焊透坡口形式的焊接方法全部采用自动焊接。
2.2.2 焊接试件宏观检查及缺陷成因分析
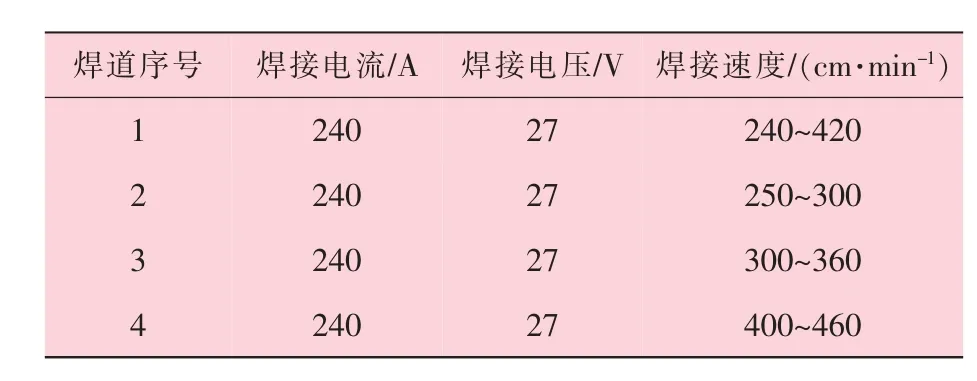
试件的每道焊缝均分为四段, 试件自动焊工艺参数见表1, 各个焊接区间的焊接电流、 电弧电压相同, 而焊接速度在不同的焊接区间内发生渐变, 相贯线腹部区域数值较低, 肩部区域数值较高。 焊道搭接部位的焊接工艺参数见表2。
试验执行NB/T 47018.3—2017 《承压设备用焊接材料订货技术条件第3 部分: 气体保护电弧焊丝和填充丝》, 20G 试件对应选用焊接材料为药芯焊丝型号T493T5-1C1-A, 规格Φ1.2 mm, 12Cr1MoVG 试件对应选用焊接材料为药芯焊丝T55T5-1C1-G, 规格Φ1.2 mm, 两种焊丝均属于低氢型碱性渣系药芯焊丝, 符合GB/T 10045—2018 《非合金钢及细晶粒钢药芯焊丝》 技术条件
。 焊接保护气体分别采用CO
和富氩混合气体(80%Ar+20%CO
)。

2.2 焊接试件质量检查及缺陷分析
2.2.1 表面质量检查及缺陷分析
采用富氩混合气体(80%Ar+20%CO
) 自动焊接的试件, 发现焊缝表面存在气孔和麻点等焊接缺陷, 其宏观形貌如图4 所示。 分析认为, 焊接缺陷产生原因主要是焊接时气体保护效果不好, 焊接时采用管道供气模式, 而保护气体的供气状态 (压力与流速) 受到整个车间生产用气的影响, 在车间用气的高峰期, 焊接工位最低供气压力只有0.17 MPa, 不能满足自动焊接设备的高速焊接要求, 而且发现气源接口因长期没有使用, 管路内部存在锈蚀物和水分, 影响焊接保护气纯净度。 供气压力不足和气体不够洁净导致焊缝表面产生气孔、麻点缺陷
。 调整焊接保护气体供给方式, 采用瓶装CO
和瓶装80%Ar+20%CO
混合气直接供气,再次进行试验, 试件焊缝成形美观, 尺寸一致, 目视及磁粉检查均未发现缺陷。 由于CO
保护气价格远低于混合气, 因此后续试验及生产采用瓶装CO
保护气, 并重新架设CO
供气管道, 保证供气纯净度。

约束等离子体的磁场虽然不怕高温,其在加热过程中能量也在不断损失。直至1970年,苏联在托卡马克装置上才发现了可以察觉的聚变能量输出[4],其能量增益因子为10-9。
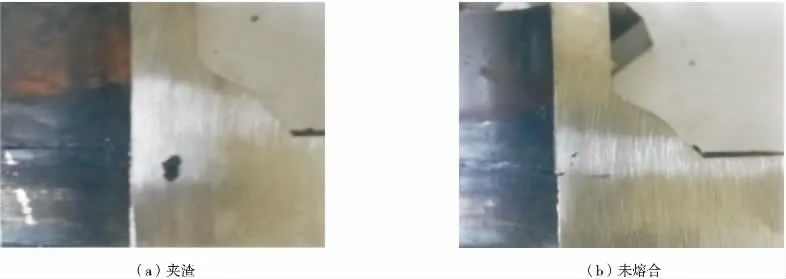
结合焊接缺陷位置和焊接工艺参数进行分析,认为引弧部位夹渣是由于引弧时焊接电流增加速度过快, 引弧部位焊缝呈凸状, 焊缝横截面形状不好, 导致夹渣。 管座坡口侧夹渣及未熔合主要因为焊道布置不合理, 已焊焊道与管座坡口形成尖锐夹角, 导致后续焊道形成夹渣及未熔合缺陷
。
采用经过优化的焊接工艺参数和焊道布置方式, 补充完成了20 个自动焊接小管座试件, 并全部进行剖切并进行宏观形貌分析, 未见夹渣及未熔合等焊接缺陷, 剖面宏观形貌如图7 所示,检测结果全部合格, 说明经过优化的焊接工艺可行, 可以应用于集箱成排小管座的生产制造。
Study on novel comb-like polyether applied for formulation of liquid detergent 9 22
3 焊接工艺优化
另外, 对焊道布置进行优化, 焊道布置如图6所示, 根据坡口角度和尺寸调整焊道排布及焊接工艺参数, 从而使每条焊道在保证熔合良好的前提下, 获得理想的已焊焊道表面与坡口面的夹角尺寸, 保持合理的金属表面过渡角, 尽量达到钝角过渡, 形成较好的焊缝金属截面过渡形态
。

根据发现的焊接缺陷及其成因分析, 必须对焊接工艺参数进行优化, 在焊接操作程序中增加引弧程序控制, 通过控制引弧电流和引弧移动距离, 将引弧电流逐渐增加到正式焊接电流, 进而影响焊接材料熔化和基体金属熔化情况, 使得引弧部位焊缝金属厚度逐渐增加, 使引弧部位焊缝沿长度呈斜坡过渡, 实现良好的焊道搭接效果,经过优化的焊接工艺参数见表3。
根据NB/T 47014 角焊缝试验金相检查要求
,将试件进行剖切和宏观金相检查, 个别起弧部位的焊缝存在夹渣缺陷, 还有管座坡口侧的局部夹渣、未熔合等焊接缺陷, 统计发现主要缺陷为夹渣和未熔合。 焊件宏观焊接缺陷形貌如图5 所示。

4 生产应用
在集箱成排小管座自动焊工艺试验及工艺优化基础上进行批量试产, 为了提高焊接机头的作业空间, 借助悬臂吊具末端固定焊接送丝机, 拓展了施焊区域, 实现了作业场地及产品构件的全方位覆盖, 焊接生产现场工位布置如图8 所示。
对于建筑元素在生活陶艺中的运用,笔者一直十分感兴趣。茶具《江南春》便是引入徽派建筑的元素进行的设计。作品以江南水乡场景为意境,主体茶具为高低错落的徽派建筑,重点突出了白墙上的黑色屋顶和门窗。鲜明的黑白灰与点线面组合,基于茶具的实用功能达到美观且意境深远。茶壶的壶身为白墙,盖则为屋顶,门窗黑色泥片粘成,可为茶壶的装饰,而壶嘴则与烟囱相结合。细提梁为红铜锻造,意指黄昏时分,夕阳余晖。茶叶罐和花插的手法亦同。茶杯与杯托则取其在钢化玻璃茶盘上的倒影,貌似一座建筑。如此则虚实相生别有一番水乡意境。这几件建筑型茶具,再加上桥型的箸搁,船型的香插以及茶色玻璃的茶盘,共同组成一个安静祥和清新的江南意境。
心在飘,人如在梦里游移,萧琼非常意外孱弱的身躯是那样轻盈,仿佛梦中侵入的爱意使她脱胎换骨。她患得患失地四处飘泊希望能发现异样,又在异样中得到启示,可萧家静谧得没有一点声响。书房门虚掩,她看到摇曳的灯火。忐忑而入,又看到了萧老夫人脸上垂落怅然的泪水,她惊吓得如乳燕飘到跟前跪倒抱住萧老夫人的双腿。

由于气体保护焊焊接工艺性能与药芯焊丝制造质量密切相关, 为减小不同品牌焊接材料的性能差异
, 应严格控制焊接材料质量, 加强焊接材料供货管理和质量复验, 并做好焊接过程中的熔渣清理工作, 确保引弧部位待焊金属表面清洁。
集箱成排小管座自动焊工艺与焊条电弧焊工艺进行对比, 能够有效的提升产品质量及生产效率, 焊条电弧焊和自动焊接的焊缝形貌如图9 所示。 采用自动焊的焊缝成形美观一致, 焊后基本不需要修磨, 一次交检合格率提升至98%~99%,焊接效率较焊条电弧焊提高一倍。

同时, 相对于焊条电弧焊工艺, 采用熔化极气体保护自动焊工艺实现快速焊接, 降低了对工件的热输入, 能够有效减小焊接变形
。 经测量,长度4~8 m 的集箱产品, 采用焊条电弧焊工艺焊接小管座后的集箱纵向挠曲变形量约10 mm,而采用熔化极气保自动焊工艺焊接同类集箱产品, 其挠曲变形量随管接头数量和集箱长度的减小而大幅降低, 变形量为2~5 mm, 大大减少了焊后矫直的工作量。
第二,突出教学重点,确保幼儿一日活动的高效性。幼儿园一日活动的内容非常丰富,细节较多,因此,幼儿园应在每一学期设置不同的重点,扎实地展开幼儿的教学活动。在教学过程中要注重理论与实践之间的结合,通过案例的示范、研究讨论、实践与反思等来提高教学活动的时效性。
高职毕业生的择业心态与传统的就业意识和新的就业观念相互交错、相互影响,表现出多元化的择业取向,因而需要学校在就业咨询、就业信息、求职技巧等方面给予有效的指导和帮助。同时拓宽就业指导工作内容,增加学生个体特点的专门咨询和有效指导,重视就业观念价值取向的引导、职业判定和选择能力的培养以及创业教育、职业道德教育等方面内容,使就业指导工作更加适应毕业生的求职需要。
5 结 论
(1) 在集箱成排小管座自动焊工艺试验基础上, 采用药芯焊丝气体保护焊方法, 选择优化的焊接工艺参数, 成功应用于实际生产, 提升了焊接自动化水平。
(2) 采用集箱成排小管座自动焊焊接设备及工艺, 有效提升了焊缝质量及焊接效率, 焊缝成形美观, 一次交检合格率达到98%~99%, 焊接效率较焊条电弧焊提高一倍, 可在部分锅炉制造企业推广应用。
[1] 杨松,李宜男. 锅炉压力容器焊接技术培训教材[M]. 第2 版. 北京:机械工业出版社,2013.
[2] 杨松,陈蓉,矫恒杰,等. 锅炉压力容器焊接工艺及设备的发展现状[J]. 金属加工(热加工),2019(4):17-24.
[3] 秦国梁,李宜男,李世魁. 焊接机器人在集箱管接头焊接制造中的应用[J]. 机械工人(热加工),2003(3):40-41.
[4] 盛仲曦,陈弈,杨霄,等. 锅炉集箱短管接头机器人焊接系统[J]. 电焊机,2017,47(7):43-46.
[5] 中国机械工程学会焊接学会. 焊接手册(第1 卷)[M].北京:机械工业出版社,2008.
[6] 徐祥久,黄超. 焊接技术在电站锅炉集箱制造中的应用[J]. 电焊机,2016,46(9):63-67.
[7] 赵志. 气体保护药芯焊丝(FCAW)的工艺分析及应用[J].同煤科技,2010(4):41-42.
[8] 张子荣. 简明焊接材料选用手册[M]. 北京:机械工业出版社,2012.
[9] 陈祝年. 焊接工程师手册[M]. 第2 版.北京:机械工业出版社,2009.
[10] 国家能源局. 承压设备焊接工艺评定:NB/T 47014—2011[S]. 北京:新华出版社,2011.
[11] 李亚江. 焊接缺陷分析与对策[M]. 北京:化学工业出版社,2011.
[12] 王洪光. 实用焊接工艺手册[M]. 北京:化学工业出版社,2010.
[13] 田志林. 药芯焊丝[M]. 北京:冶金工业出版社,1999.
[14] 付荣柏. 焊接变形的控制与矫正[M]. 北京:机械工业出版社,2006.
猜你喜欢
汽车实用技术(2022年11期)2022-06-20
粘接(2022年3期)2022-04-16
电焊机(2021年12期)2021-01-03
科技风(2020年2期)2020-02-14
教育教学论坛(2019年40期)2019-11-15
科学与财富(2018年7期)2018-05-21
科技创新与应用(2018年3期)2018-01-24
土木建筑与环境工程(2017年2期)2017-05-03
当代工人·精品C(2016年5期)2017-01-11
建筑工程技术与设计(2015年29期)2015-10-21