
铸轧结晶辊辊面构型对弯月面行为的影响
2022-03-26 02:43:54刘刚,蒋恩
一重技术 2022年1期
刘 刚,蒋 恩
在金属凝固过程中引入振动将提高铸件的致密度、 去除气体和杂质、 细化晶粒, 另外, 振动还会影响析出相的大小、 形貌和分布情况[2~5]。 由于振动在金属凝固过程中的影响显著, 考虑在铸轧熔池内引入振动。 笔者根据结晶辊的实际运动轨迹, 给出凹凸结晶辊辊面函数[6], 通过凹凸结晶辊代替常规平辊的方式将振动引入双辊薄带连铸的凝固过程。
铸轧过程中钢液的凝固属于亚快速凝固, 钢液在不足1 s 的时间内变成固态, 控制窗口期极短。在控制窗口期内, 引入的振动必将引起弯月面的波动。 弯月面的波动在传统的连铸过程中对钢液的初期凝固和铸坯表面质量均有很大影响。 以往的研究主要关注连铸领域中弯月面的波动行为[7~8], 迄今为止, 很少有人对铸轧过程中弯月面的流动行为进行研究。 本文通过数值模拟方法对比分析平辊、 特定参数的凹凸辊结构下弯月面的流动行为, 分析结晶辊辊面函数对弯月面波动的影响规律, 旨在掌握铸轧过程中弯月面对薄带产品表面质量的影响。
1 控制方程
在铸轧过程中, 熔池内钢液的流动属于湍流行为, 可以采用以下方程进行描述:
连续性方程:

式中: fx—作用在单位质量流体微团上的体积力在x 方向上的分量; τij—表示作用在垂直于i轴的平面上的j 方向的应力。
由于铸轧过程中结晶辊的运动形式为旋转运动, 结晶辊附近的钢液属于带有弯曲壁面的流动。为了避免计算结果失真, 笔者采用RNG k-ε 模型来描述湍流运动。 在RNG k-ε 模型中, 通过在大尺度运动和修正后的粘度项体现小尺度的影响, 从而从方程中去除小尺度运动。 获得的RNG k-ε 方程如下:

η0=4.377;
β=0.012。
ERP业务流的一体化,使财务人员可以更好地得到销售、运行、生产、研发部门的配合,使财务管理的计划和控制作用得到发挥。ERP系统把企业的各个业务流和财务集成后,财务人员可以较为全面地了解企业各项经济业务活动,并在企业经营管理中发挥财务作为管理的积极作用,尤其是体现在财务的成本管理、存货管理、资金管理活动中。
由于修正了湍动粘度, 平均流动中的旋转及旋流流动可以直接计算。 而在方程中增加了一项,从而能够反映主流的时均应变率。 这样, RNG kε 模型中的产生项不仅与流动情况有关, 而且还是空间坐标的函数。 经过上述处理, RNG k-ε 模型可以更好地处理高应变率及流线弯曲程度较大的流动。
VOF 模型方程: 在有限体积单元中, 第n 相流体的体积分数记为αn, 则体积分数方程为:

2 边界条件
笔者以Ø500 mm 为结晶辊基础圆直径, 以结晶辊之间的辊缝2 mm 时组成的熔池为研究对象和建模依据。 设结晶辊圆心以上170 mm 为稳定浇注后的熔池液面, 熔池中不放置布流设备。 假设弯月面为自由弹性层并可自动恢复平衡, 忽略熔池外侧流动对熔池内流场的影响。
本研究采用多相流VOF 模型分析自由表面的流动行为, 模型边界设定如下:
( 1) 通过指定区域的方法设置自由液面的位置, 自由液面以上物质为空气。
( 2) 壁面边界: 结晶辊辊面设置为无滑移壁面, 壁面运动方式为旋转运动, 旋转中心为各自的圆心位置, 速度为结晶辊转速。
(3) 运动区域: 采用重叠网格定义运动区域,运动区域和运动轨迹由UDF 方式指定, 核心函数如下:

(4) 垂直自由液面的速度分量为0, 其它变量沿该表面法相方向的梯度为0。
3 结果与讨论
根据凹凸结晶辊的频率及转速, 凹凸结晶辊辊面上转动一个完整的凹凸周期的时间小于0.1 s,为了研究在一个完整凹凸周期内弯月面的流动行为, 笔者观察不同参数下弯月面流动行为, 时间窗口设定为0.1 s。 观察从0 s~0.1 s, 每隔0.02 s 平辊熔池自由液面的流动行为( 见图1~6) 。 可以看到,初始时刻自由液面没有波动, 随着时间的推移, 自由液面开始波动, 在熔池内与结晶辊接触的边缘弯月面开始出现, 熔池外侧的流体随着结晶辊转动沿辊子缓慢向上爬升。

图1 0 s 时刻平辊液面形貌
由不同时刻平辊弯月面高度的变化可知, 弯月面的高度随着结晶辊的转动迅速升高, 从开始的0 mm 快速升高到0.06 s 时刻的12.6 mm。 从0.06 s到0.1 s 之间, 弯月面高度趋于稳定, 从0.06 s 时刻的12.6 mm 到0.1 s 时刻的12.9 mm, 弯月面升高幅度明显降低( 见图7) 。 可以看到, 在0.1 s 时刻弯月面高度已经趋于稳定。 因此, 在本研究范围内, 0.1 s 时刻的弯月面高度值可以作为特征值表示特定参数下熔池自由液面弯月面的行为。

图2 0.02 s 时刻平辊液面形貌
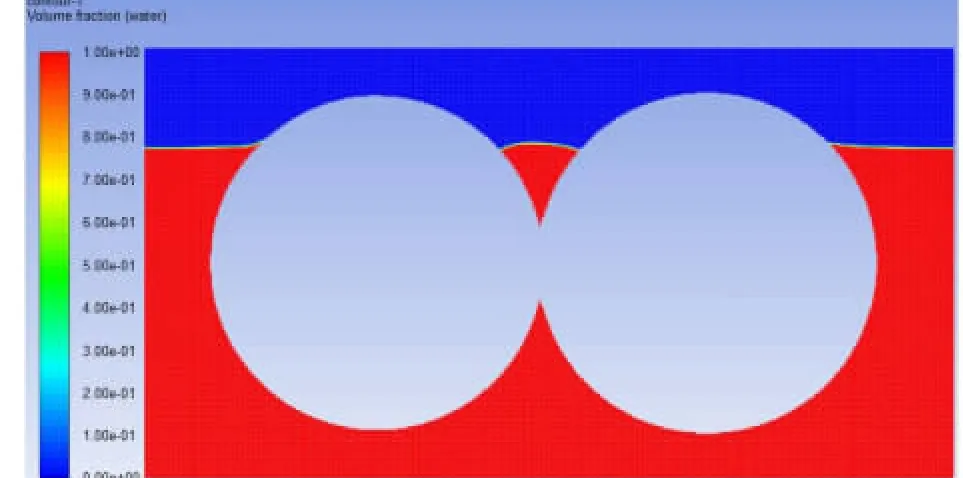
图3 0.04 s 时刻平辊液面形貌

图4 0.06 s 时刻平辊液面形貌
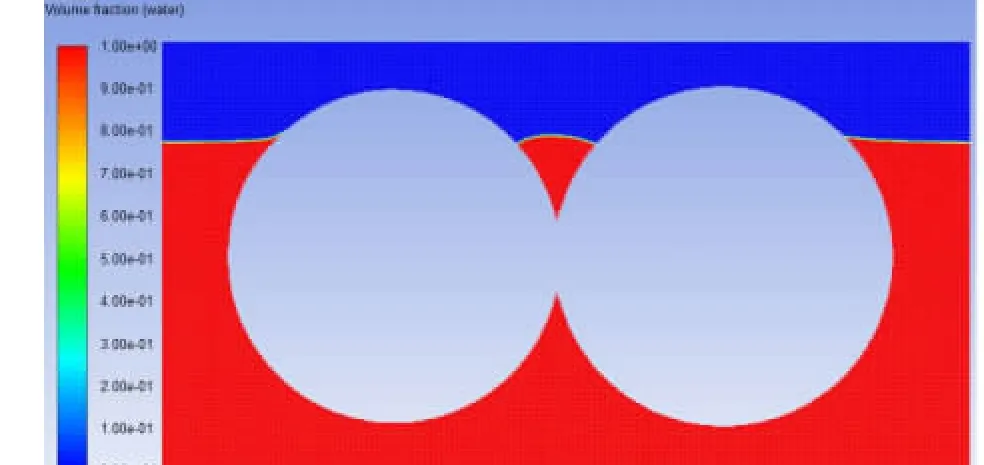
图5 0.08 s 时刻平辊液面形貌

图6 0.1 s 时刻平辊液面形貌

图7 不同时刻平辊结晶辊的液面波动值
由不同结晶辊辊面参数下0.1 s 时刻熔池自由液面的波动行为( 见图8~图11) 可知, 在熔池内侧弯月面的形貌与平辊基本一致, 而结晶辊外侧流动沿结晶辊向上爬升。 凹凸结晶辊熔池自由液面的变化规律与平辊类似。

图8 0.1 s 时刻(R=1,f=36) 凹凸辊的液面形貌
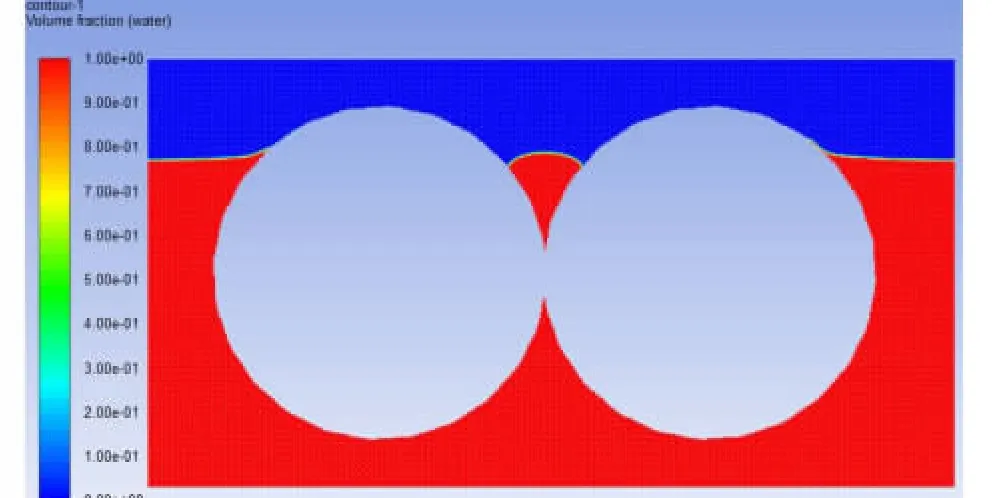
图9 0.1 s 时刻(R=1,f=24) 凹凸辊的液面形貌
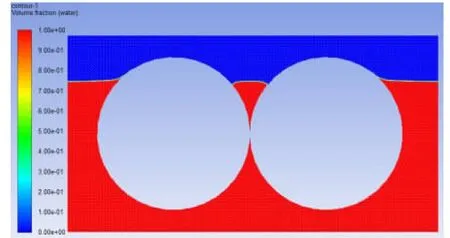
图10 0.1 s 时刻(R=0.5,f=36) 凹凸辊的液面形貌

图11 0.1 s 时刻(R=0.5,f=24) 凹凸辊的液面形貌
根据不同结晶辊辊面参数下弯月面高度值的变化, 在前0.05 s 内弯月面高度迅速升高, 在后0.05 s 内弯月面高度值趋于稳定, 该规律不受结晶辊辊面参数变化的影响( 见图12) 。 结果显示, 凹凸结晶辊振幅对弯月面高度的影响比凹凸结晶辊频率更大。 当振幅为1 mm 时, 弯月面高度值普遍大于振幅为0.5 mm 时的值, 最大值在R=1 mm, f=36 时是20.4 mm, 弯月面高度的最小值在R=0.5 mm, f=24 时是13.0 mm。 另外, 当振幅一定时, 结晶辊频率对于弯月面高度的影响很小。

图12 不同结晶辊辊面参数下弯月面高度值
4 结 语
(1) 平辊条件下, 弯月面高度从0 s 的0 mm快速升高到0.06 s 时刻的12.6 mm。 在0.06 s~0.1 s之间的弯月面高度趋于稳定。
(2) 结晶辊振幅对于弯月面高度的影响比结晶辊频率更大。
(3) 在本文的研究范围内, 弯月面高度的最大值是在R=1 mm, f=36 下的20.4 mm, 最小值是在R=0.5 mm, f=24 下的13.0 mm。
猜你喜欢
橡塑技术与装备(2023年10期)2023-10-06 13:39:46
大型铸锻件(2022年6期)2022-11-23 02:23:04
冶金设备(2020年5期)2020-12-23 06:34:40
山西冶金(2020年5期)2020-11-13 07:28:18
重型机械(2019年3期)2019-08-27 00:58:54
现代冶金(2018年1期)2018-04-08 06:08:11
中国重型装备(2016年4期)2016-12-19 10:33:21
太空探索(2015年1期)2015-07-18 11:02:13
橡胶工业(2015年7期)2015-02-25 09:22:22
太空探索(2014年12期)2014-07-12 15:17:12
