APMP 制浆黑液黏度经验模型的验证
2022-03-20 06:26:56郭智华刘海棠
天津造纸 2022年3期
郭智华, 刘海棠,2,3
(1.中国轻工业造纸与生物精炼重点实验室, 天津市纸浆造纸重点实验室, 天津科技大学轻工科学与工程学院, 天津 300457; 2.江苏省生物质能源与材料重点实验室, 南京 210042;3.天津市海洋资源与化学重点实验室, 天津 300457)
APMP(alkaline peroxide mechanical pulp)的含义是碱性过氧化物机械浆,具有污染少、能耗低、得率高、制浆强度好等优点[1]。 目前,采用此方法制浆的主要原料有杨木、桉木和相思木,这也是本实验的原材料来源。APMP 浆料的得率一般在90%左右,剩余的10%是溶解在制浆废液中的有机物和无机物。产生这些废液的主要工段是挤压、浸渍、磨浆、漂白等, 而污染物质的主要来源是原材料中溶出的有机化合物和工艺过程中残余的化学药品[2]。 这些污染物的主要成分是碳水化合物、有机酸,以及木素的降解产物等,其中最多的是多糖,含量高达40%~50%,其次是20%~30%的木素降解产物,有机酸占10%~20%[3-4]。 APMP 制浆废液的特点主要是,悬浮物和胶体物质含量较多、COD 浓度高、水温高、生化毒性物质含量高等[5-6]。
通常,研究流体动力学系统有三种常用的途径:第一,在相对容易的情况下,使用Navier-Stokes 方程或者其他动力学模型进行分析;第二,采用大型计算机, 用计算流体动力学的方法计算关于流体的数学模型;第三,对于较困难的三维非定常问题,可以采用在实验室系统中已经理想化了的真实流体进行观测。由于这些方法有各自的优缺点,所以为了全面地预估和了解流体系统的动力学现状, 需要多种方法相结合使用。
现在, 计算流体动力学的求解精度和分辨率已可以与实验结果相媲美,甚至超过实验结果[7]。而且,工程师们往往对现有的实验结果不满意, 加之还存在将小型实验结果用于全尺寸系统的尺度效应问题,他们只能勉强信赖计算机求解。 另外,不管数值仿真有多精确,它毕竟不是真实的结果。数值仿真反映了关于流体行为的当代数学理论,实际上,它是通过仿真结果与真实世界之间的差别让人们学到关于流体动力学的一些新事物的, 就像通过实验所见到的那样。 最后,虽然数值仿真的费用比实验室实验、现场试验及风洞实验都少, 但是在发展和应用对复杂流体动力学问题的仿真时, 所需费用和遇到的限制仍然是很大的。
根据扎曼和弗里克(ZAMAN and FRICKE)对黑液黏度拟合的经验公式,废液黏度η 与温度T 的关系如式(1)所示。
式中:A 为常数;E 为活化能,kJ/mol。
而莫萨威法(MOOSAVIFAR)[8]等在此基础上,基于速率反应理论和自由体积理论, 将固体颗粒浓度的影响考虑进去,发展得到了一个新的公式:
式中:S 为固含量,%;K1和K2为常数;ηw为水的黏度,mPa·s;T 为温度,K。
扎曼和弗里克[9]认为,在固体颗粒浓度低的时候,可以将黑液视为一种聚合物溶液。 因此,他们建立了聚合物的减少与黏度间的关系式:
式中:ηR=η/ηw;ai为常数, 与液体类型有关;T 为温度,K。 此方程适用于低固含量黑液黏度的测量。
扎曼和弗里克[9]进一步将式(3)发展成为有2 个常数的公式:
式中:K1和K2为常数;T是温度,K;S 为固含量,%;ηw为水的黏度,mPa·s。
温伯格(WENNBERG)在此基础上将溶质和溶剂考虑进去,总结得到:
式中:η0=1 mPa·s;K1和K2为常数;T 为温度,K;S 为固含量,%。此方程考虑了溶质与溶剂对黏度的影响。
莫萨威法等[8]认为,木素和半纤维素对黏度的影响很大,所以将它们考虑进去得到:
式中:η0=1 mPa·s;S为固含量,%;K1、K2和K3为常数;T 为温度,K;CH和CKL为半纤维素和木素的固体颗粒含量,g/kg。 此方程考虑的因素更加全面。
随着科技额发展,造纸工厂的建设越来越多,产生的制浆废液也是日益增多, 制浆废液处理和管道运输的负担必定加重[10]。所以,通过对废液的流体动力学研究, 分析黏度及其他因素对制浆废液的影响[11-12],以利于对运输管道的生产和改进,从而控制废液的影响和对制浆废液的二次利用, 是十分有必要且具有意义的[13-14]。 其中,黏度是液体的一项重要参数。 从微观结构上看, 黏度反映的是分子间的一种内摩擦力, 这种摩擦力是由于液体分子在受到某种外在力量的作用下而发生一些流体的流动所呈现的。 同时,这种摩擦力是由流体分子的结构、位置、分子间相互作用力及一些运动的状态等参数来决定的,因此这种力比较复杂[15]。 流体包括了气体和液体, 气体黏度产生的机理和分子理论已经由非平衡统计力学和气体运动论阐明得非常清楚, 但是液体黏度的理论还不完善, 对液体黏度产生的机理还处在实验和理论探索阶段[16]。 本文对黑液黏度的经验公式进行研究,并分析黑液成分对于黏度的影响,以期最终能够得到一个可以更准确拟合黑液黏度的经验公式。
1 实验
1.1 原料与药品
实验原料为四种制浆废液, 分别取之于四种不同种类的木材组合:100%杨木、100%桉木、80%杨木+20%相思木、50%杨木+50%相思木。
实验药品包括:乙醇,分析纯,天津市北方天医化学试剂厂;浓硫酸,分析纯,固安县清远化工厂。
1.2 实验方法及步骤
1.2.1 浓缩原液的制备
分别用量筒取APMP 制浆废液160、240、320、400 mL 至圆底烧瓶中,使用旋转蒸发器分别蒸发至原液固含量的2、3、4、5 倍,即蒸发至剩80 mL 左右为止。 按照此步骤将100%杨木、100%桉木、80%杨木+20%相思木、50%杨木+50%相思木的废液各制备一份浓缩液。
1.2.2 黏度的测量
将已经浓缩好的2 倍浓缩原液先倒入量筒中,然后分别在25.0、50.0、75.0、90.0 ℃下, 使用黏度计测量浓缩液的黏度[10]。 按照此步骤分别测量固含量为原液3 倍、4 倍、5 倍浓缩液在不同温度下的黏度。需要注意的是:为保证实验数据的准确性,在每个温度下,都需要记录3 组数据,最后取平均值。
1.2.3 灰分的测量与计算
参照GB/T 5009.4—2016 中的总灰分测定方法测定浓缩液的灰分。 灰分含量的计算公式为
式中:X为样品中灰分的含量,%;M1为坩埚和灰分的质量,g;M2为坩埚的质量,g;M3为坩埚和原料的质量,g。
他们的愤怒还没有来得及宣泄的时候,当地其他的产业崛起了,那就是服务外来务工人员的行业,面对突然涌来的几万人口,当地的几千人走了一大半以后,剩下的突然想到,我们可以赚外来务工人员的钱,老人可以把房子租出去,年轻人开始开各种店来满足这些人的日常生活生理需要。就这样,这个殖民镇暂时和谐了下来。
1.2.4 固含量的测量与计算
参照GB/T 14074.5—1993 中固含量的测定方法测定黑液的固含量。 固含量的计算公式为
式中:X为样品的固含量,%;M1为称量瓶质量,g;M2为样品的质量,g;M3为干燥后称量瓶和样品的总质量,g。
1.2.5 浓缩液的液相
将四种不同浓缩倍数的浓缩液按比例稀释,直到稀释后的液体pH<3,才能取1 mL 液体,加入20 mL去离子水,放入用于测量液相的小瓶中。
在液相测量结果中, 需记录半纤维素和乙酸的峰面积,再通过标准曲线计算出半纤维素和乙酸的含量[17-18]。
1.2.6 木素含量的测量
2 数据处理和结果分析
本实验主要是通过对四种制浆废液原料进行处理来获得数据, 再根据各数据与黏度的关系进行分析与讨论,所得数据中灰分、木素、乙酸、半纤维素固体颗粒含量的中间值分别为192、475、340、320 g/kg。 在目前的研究中,式(2)、式(4)、式(5)和式(6)是最常用的经验公式[14]。根据已有研究可以得到废液固含量对黏度影响的显著性。 本文主要对灰分、木素、乙酸、半纤维素的含量这四个影响因素进行具体探究,希望通过更详细的分析,能使得黏度的经验公式拟合结果更准确。 在实验分析中均采用条件最详细的式(6),并对式(6)进行改良,将实验所测的结果代入式(6)和改良后的式(6′)中,通过建模得出常数和残差。
2.1 各种原料在不同温度下的黏度变化规律
各种原料在不同温度下的黏度变化规律如图1所示。 从图1 可以看出:随着温度的升高,各种原料的黏度都减小。 但是, 浓缩的倍数相比温度对黏度的影响更大。 浓缩倍数越大时原料的黏度也越大。而且,不同原料间的黏度差异也各不相同,当温度提升到363 K 左右时,黏度受固含量的影响很小,并且黏度较低[20]。四种原料的黏度大小依次为50%杨木+50%相思木>100%杨木>80%杨木+20%相思木>100%桉木。


图1 各种原料在不同温度下的黏度变化规律
2.2 各因素对拟合的影响
2.2.1 灰分含量的影响
根据灰分含量的测量结果, 从所有样品中挑选出灰分含量大于等于192 g/kg 和灰分含量小于192 g/kg的黑液进行规划求解,得到不同灰分含量时式(6)的拟合结果如图2 所示,横坐标为黏度的实验值,纵坐标为黏度的预测值。 拟合常数和残差见表1。

图2 不同灰分含量时的黏度拟合结果

表1 考察灰分含量影响时的常数设置和残差
由图2 和表1 可以看出:灰分含量对于式(6)拟合的影响较大; 灰分含量大于等于192 g/kg 的黑液相比灰分含量小于192 g/kg 的黑液,残差更小,拟合效果更好。
2.2.2 木素含量的影响
根据木素含量的测量结果,从所有样品中挑选出木素含量大于等于475 g/kg 和木素含量小于475 g/kg的黑液进行规划求解,得到不同木素含量时式(6)的拟合结果如图3 所示,横坐标为黏度的实验值,纵坐标为黏度的预测值。 拟合常数和残差见表2。?

图3 不同木素含量时的黏度拟合结果
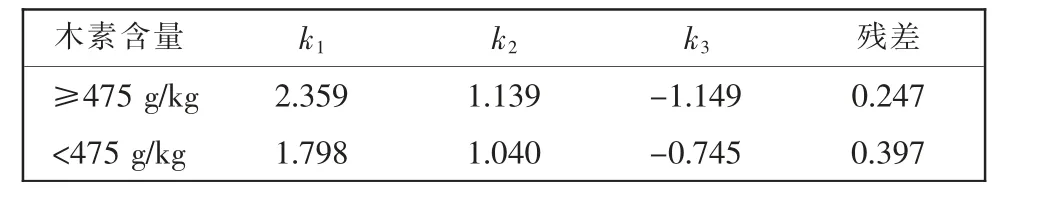
表2 考察木素含量影响时的常数设置和残差
由图3 和表2 可以看出: 木素作为黑液中重要的组成部分,其含量对于式(6)拟合的影响也是非常大的;木素含量大于等于475 g/kg 的黑液相比木素含量小于475 g/kg 的黑液,残差更小,拟合效果更好。
2.2.3 乙酸含量的影响
根据乙酸含量的测量结果,从所有样品中挑选出乙酸含量大于等于340 g/kg 和乙酸含量小于340 g/kg的黑液进行规划求解,得到不同乙酸含量时式(6)的拟合结果如图4 所示,横坐标为黏度的实验值,纵坐标为黏度的预测值。 拟合常数和残差见表3。

图4 不同乙酸含量时的黏度拟合结果

表3 考察乙酸含量影响时的常数设置和残差
由图4 和表3 可以看出: 乙酸作为黑液中重要的组成部分,其含量对于式(6)拟合的影响较大;乙酸含量大于等于340 g/kg 的黑液相比乙酸含量小于340 g/kg 的黑液,残差更小,拟合效果更好。
2.2.4 半纤维素含量的影响
根据半纤维素含量的测量结果, 从所有样品中挑选出半纤维素含量大于等于320 g/kg 和半纤维素含量小于320 g/kg 的黑液进行规划求解, 得到不同半纤维素含量时式(6)的拟合结果如图5 所示,横坐标为黏度的实验值, 纵坐标为黏度的预测值。 拟合常数和残差见表4。

图5 半纤维素含量不同对于黏度的拟合结果

表4 考察半纤维素含量影响时的常数设置和残差
由图5 和表4 可以看出: 半纤维素作为黑液中重要的组成部分,其含量对于式(6)拟合的影响较大; 半纤维素酸含量小于320 g/kg 的黑液相比半纤维素含量大于等于320 g/kg 的黑液,残差更小,拟合效果更好,即当多糖含量偏少时拟合效果更佳。
2.3 全部因素对拟合的综合影响分析
为了得到一个适用于所有成分的经验公式,需要根据所有影响因素进行综合分析。根据莫萨威法,式(6)中仅仅包含了固含量、木素含量和半纤维素含量的影响。 本文将包括木素、半纤维素、灰分、乙酸、固含量的全部因素考虑进去, 得到改良后的经验公式如下:
式中:η0=1 mPa·s;S 为固含量,%;K1、K2和K3为常数;CH、CKL、CAA和CAS分别是水解后半纤维素、木素、乙酸和灰分的固形物颗粒含量,g/kg。
挑选出符合灰分含量大于等于192 g/kg、 木素含量大于等于475 g/kg、乙酸含量大于等于340 g/kg、半纤维素含量小于320 g/kg 的数据,只考虑固含量、木素、半纤维素的影响,根据式(6)拟合的结果见图6(a);考虑所有因素的影响,根据改良后式(6′)的拟合结果见图6(b)。 拟合常数和残差见表5。
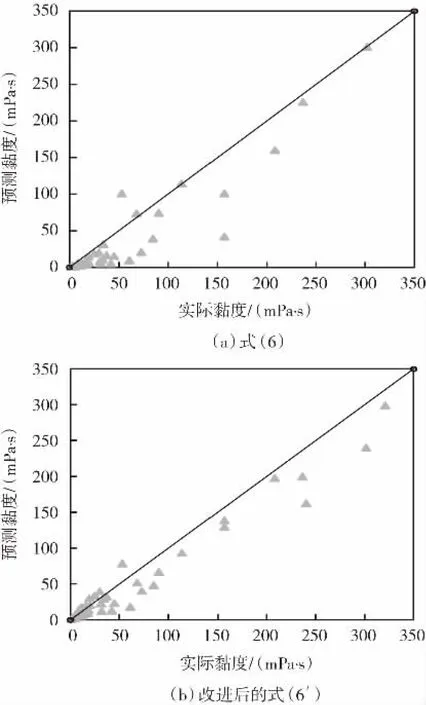
图6 式(6)改良前后的拟合效果对比

表5 考察全部因素影响时拟合的常数设置和残差
由图6 和表5 可以看出, 经过加入灰分和乙酸因素后改良的公式拟合结果相比于未改良的公式拟合效果有所改善,残差更小。
3 结论
通过对四种原料进行实验分析, 考察废液中的木素含量、半纤维素含量、灰分含量、固含量、乙酸含量和温度对黏度的影响, 再结合已有经验公式进行拟合,研究了各个因素对拟合的影响。
(1)温度对于黏度的影响是显而易见的,当温度升高,同一原料的黏度降低。 但是,由于不同原料的黏度不同, 所以在温度影响也是相对的。 总体上的黏度大小依次是:50%杨木+50%相思木>100%杨木>80%杨木+20%相思木>100%桉木。
(2)根据经验公式的单个因素分析结果,在本实验的数据中,当灰分固体颗粒含量偏高时,经验公式的拟合更加准确,残差更小;当木素的固体颗粒含量偏高时,经验公式的拟合更加准确,残差更小;当乙酸的固体颗粒含量偏高时, 经验公式的拟合更加准确,残差更小;当半纤维素的固体颗粒含量偏低时,经验公式的拟合更加准确,残差更小。
猜你喜欢
云南化工(2021年11期)2022-01-12 06:06:44
山东冶金(2019年6期)2020-01-06 07:46:12
天津科技大学学报(2019年2期)2019-04-22 09:27:22
合成化学(2015年10期)2016-01-17 08:56:23
中国造纸(2015年7期)2015-12-16 12:40:48
中国当代医药(2015年33期)2015-03-01 02:09:28
中国造纸(2014年11期)2014-08-13 01:42:18
中国造纸(2014年1期)2014-03-01 02:10:12
中国造纸(2014年1期)2014-03-01 02:10:09
中国造纸(2014年1期)2014-03-01 02:10:07