大型圆锥形整体薄壁壳体的精密数控加工工艺研究
2022-03-15 01:37:10郭东亮王元军
制造技术与机床 2022年3期
李 洋 崔 鑫 赵 怡 郭东亮 王元军
(天津航天长征火箭制造有限公司,天津 300462)
某大型圆锥形整体薄壁壳体工件是有效载荷关键承载结构,其配合尺寸精度、结构强度等要求高,该类结构产品此前均采用桁条端框铆接或复合材料锥壳装配等制造形式。为满足更高强度、精度要求,该工件在业内首次采用2A14铝合金锻件整体机加,整体铝合金锻件材料经过锻造、轧制、数控加工和热处理等工艺加工而成,材料残余应力较大且分布不均[1],该工件采用的异形锻件更加剧了上述问题。随着加工的进行、材料的渐进去除,局部应力得到释放,毛坯料内部应力重新分配,导致加工过程中工件就开始发生不可预测的变形,严重影响加工精度及成品产品质量。
本文通过合理安排加工工序、优化装夹方案、采用适当的时效和补偿方案,减少了产品的变形,有效保证了成品的加工精度。
1 产品分析
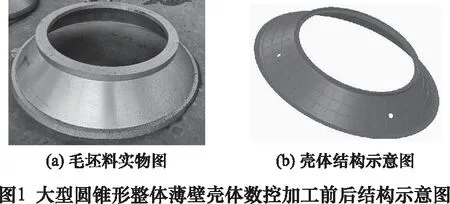
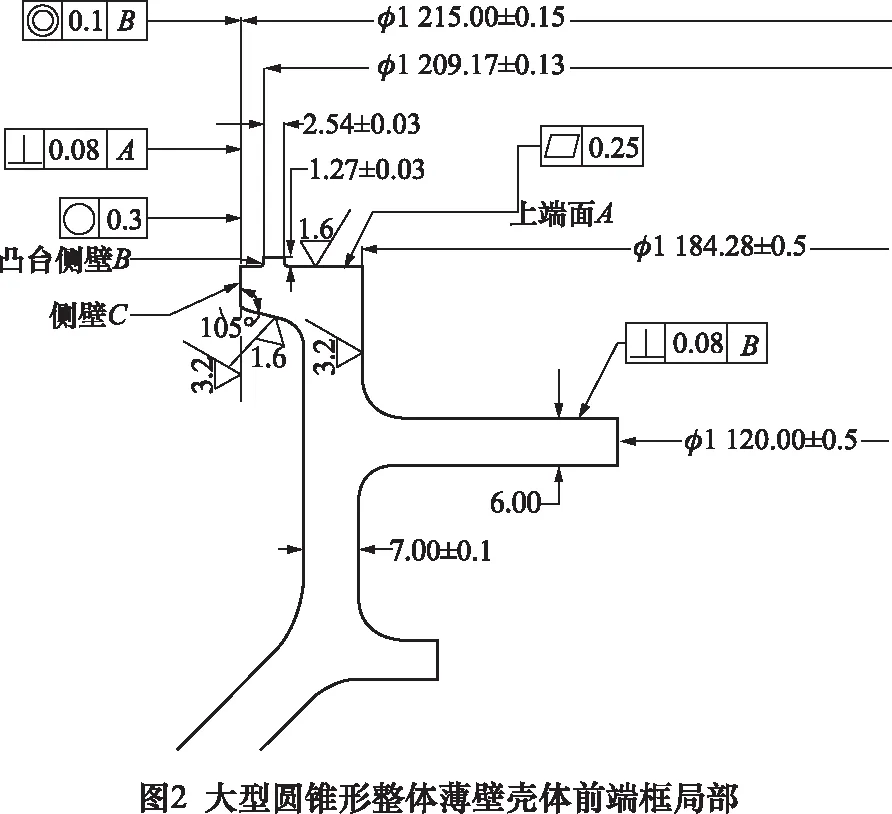
某大型圆锥形整体薄壁壳体毛坯料与工件结构三维简图如图1所示,工件结构高度301.27 mm,上端框直径1 215 mm,下端框直径1 748 mm,锥段分布着3排以梯形轮廓为主的不同特征网格下陷、锥角达45°。其中上端框作为关键承载配合结构,成品精度要求较高,线性误差最高要求±0.03 mm,形位公差精度最高要求为0.08 mm,具体要求如图2所示。
该工件采用2A14铝合金锥形锻件整体机加,材料去除率达近90%,同时因结构复杂、工件成品精度要求高等,工件加工中存在如下难点:

(2)产品随机变形大。该锻件采用异形模锻工艺制造而成,材料内部应力较常规锻件更大。首期在锻件锻制过程中出现过因应力过大而发生断裂情况。同时不均匀复杂特征造成加工中局部变形情况更加复杂且难以预测。
(3)有效装夹支撑困难。因工件成品自由状态的形位公差、线性尺寸要求较高,造成该工件在加工过程中存在装夹稳固支撑保精度与尽量减少装夹前后变形难以兼顾。
(4)产品结构刚性差。大型薄壁整体工件,最大径厚比接近700,刚性差,加工难度大。
2 基于多点支撑的组合固持方法
该类薄壁环类工件,传统方法加工时,通常使用固定型胎对内型面支撑进行精加工,但因该工件变形较大,采用上述方法,装夹状态固然能保证精度,拆掉工装后自由状态下其公差带远远无法包络住变形量。因此,考虑加工周期及成本,为保证自由状态下的精度同时兼顾效率,本文提出了一种基于多点支撑的组合固持方法,同时,因上端框成品自由状态下型面精度、形位尺寸要求较严,为保证工件加工精度,车、铣加工装夹时在遵循低应力随形支撑的原则下,对车铣工序进行了有针对性的固持方案设计。
2.1 车加工装夹
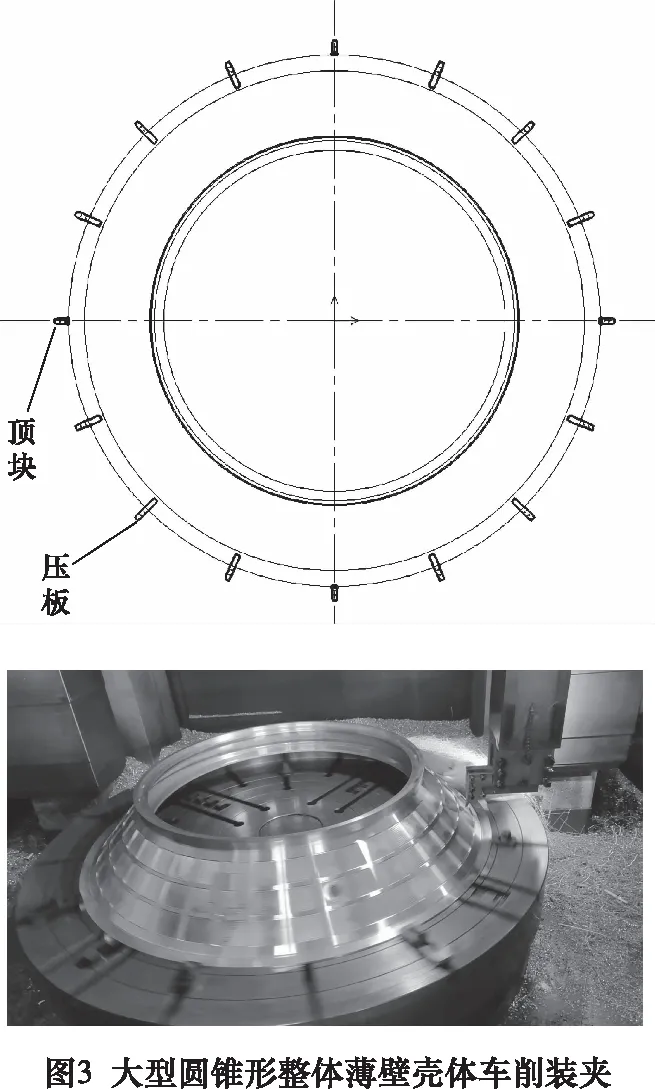
车削加工时,仅装夹固定下端框,采用尽量多的夹持点进行压板装夹,使用4个均布胎块进行挤圆微校形,过程中打表监控上端框圆度变化,确保上端框不产生圆度大于0.05形变。精加工时压板压点不小于12个,大大降低工件局部装夹受力,使工件周向受力更为均衡。
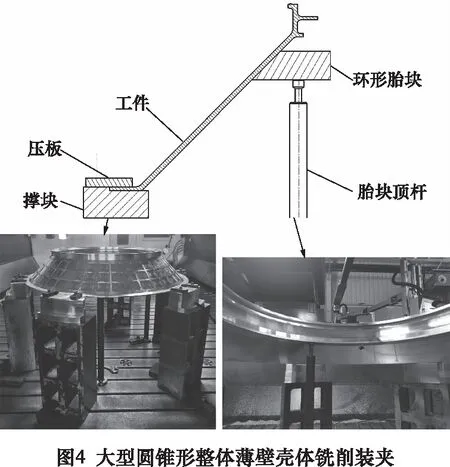
2.2 铣加工装夹
铣加工安排在关键尺寸精车前,为保证下陷轮廓、壁厚尺寸及效率,采用“下端框外形胎块支撑固定+锥段内型面局部支撑”的装夹方式,压板顶撑时变形量控制在0.2 mm以内。该装夹方式一方面满足了锥面网格铣削的有效支撑,降低了工件变形造成的过切、欠切以及切削振动等问题;另一方面有效支撑对圆度及平面度的微校形节省了理论型面与实际型面偏差较大带来的需反复测量分区补偿铣削效率低下且质量难以保证的问题。
3 时效方法
该工件本身材料内部应力较大,加工过程材料去除量大且不均匀,若不进行辅助应力释放,产品精加工后产生变形较大,成品的形位尺寸难以保证。因结构限制,该工件无法实现振动时效,优化前产品采用的是3次热时效,但时效前后圆度及平面度变形量均大于0.5 mm,最后一次热处理前后圆度变化甚至达到3 mm,且后续精加工对应变形量最大超过1 mm。
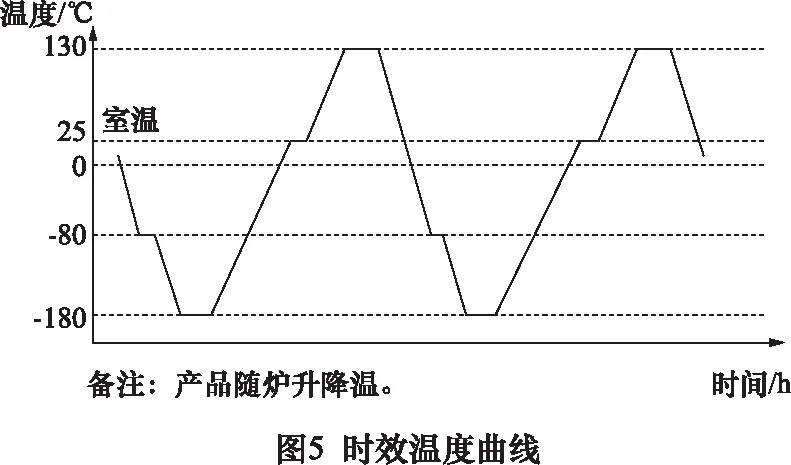
为保证成品自由状态下满足相应的精度要求,吸取收件产品3次热处理时效效果不佳的经验,对加工方案进行优化,在精加工前同样设置3次时效处理,除在前两次采用常规的热时效外,第3次时效处理引入冷热循环时效处理方式,该方案是一种高效的新型去应力工艺,目前多用于铝合金铸件壳体的精加工前时效,其时效温度曲线如图5所示。冷热循环时效方式流程包括:深冷处理至约180 ℃保温一段时间,然后加热到约130 ℃保温一段时间,期间,深冷及加热过程中分别在-80 ℃及室温时同样保温一段时间。重复上述过程一次,最终随炉降温至室温,完成两次冷热循环。
相较于传统热处理时效,冷热循环时效处理后组织中析出相分布更加均匀、弥散,并产生大量位错,微塑性变形发生引起可动位错耗竭和固定位错缠结、增殖,从而抑制工件变形,宏观表现为工件尺寸稳定性提高[2]。实际加工过程中对比传统热处理后最高达到3 mm、加工过程中最高1 mm的变形量,冷热循环时效处理前后及加工过程中工件圆度、平面度变化均在0.2 mm以内。
4 补偿加工方案
4.1 温度补偿
考虑到该工件的重要功能尺寸为配合尺寸且精度要求较高,为保证两件不同工况下加工出的工件在最终装配工况下的协调配合,加工、检验过程中若实际温度偏离图纸标称温度23 ℃即需进行温度补偿,考虑温度对工件和量具的影响,修正标称尺寸值,将线性膨胀修正公式换算成框环类工件的修正增量为:
Δ=D×[a1(t1-23)-a2(t2-23)]
(1)
其中:D为23 ℃时标称直径;t1为工件的实际温度;t2为量具的实际温度;a1为工件的线性膨胀系数;a2为工件的线性膨胀系数。
该工件加工过程中需根据实际工况温度对加工目标值按照上述增量公式进行补偿换算。经对照测量,该工件加工时温度达到了31 ℃,其在该温度工况下的上端框直径值与其在23 ℃温度下的直径值实测相差达0.42 mm,与该公式计算值吻合,因此对于该类高精度要求配合尺寸,引入温度补偿极为重要。
4.2 数字量协调
该工件的下端框对接孔为协调装配孔,其协调配合工件对应孔为钻模制孔,按照传统方案该工件的下端框对接孔也应为钻模制孔,但因结构限制,原钻模无法配制孔,为保证最终使用要求,本工件加工时采用了基于钻模孔位模拟量数据的反馈补偿数字量协调数控制孔的方案,具体流程如图6。
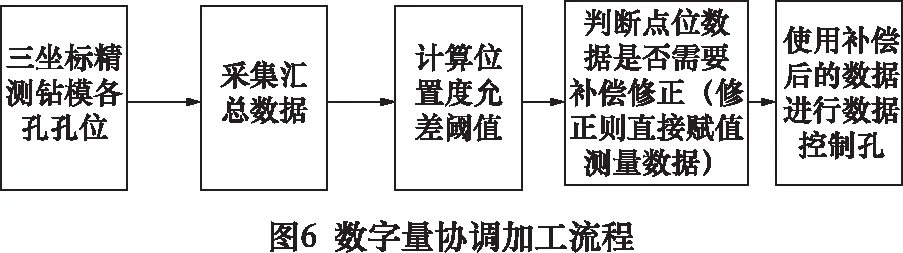
S1:按钻模使用的A、B面摆正放置钻模,按内圆柱面打表调整圆度,使用三坐标按顺序精测钻模各孔孔位坐标。
S2:按规则从起始点位开始沿象限顺序旋转方向记录各孔实测坐标点及对应理论数据,根据所得钻模点位数据计算其相对于理论模型点位的位置度偏差。
S3:根据安装需求及制孔误差计算位置度允差阈值。
S4:判断各点位对应钻模数据与理论数据位置度偏差大小是否在位置度允差阈值内,若是则不做修正,若超出则最终加工数据选用对应钻模点位实测数据。
S5:汇总补偿后的数据,按补偿后的孔点位数据进行数控制孔。
该方案较经济地解决了传统钻模制孔端框与新研数字量制孔端框的装配协调问题,改变了与钻模制孔端框配合端框制孔只能新申请对应协调钻模一种方案的局面,大大节约了制造成本与研制周期,提高了设计制造的柔性。
5 整体加工方案
车削加工是本工件材料去除量最大的工序,同时又是成品要求最严的功能尺寸的形成工序,因此针对两种不同需求并服务于成品自由状态下的精度要求,打破常规先车后铣的方案,将车铣工序进行反复穿插安排。
粗、半精加工时,整体车削去除余量至单边3 mm余量,期间分别在余量10 mm和6 mm时进行两次热处理时效去除应力,其后粗铣网格和端框缺口,然后进行冷热循环去应力时效,保证精加工前尽量释放应力。精加工时,首先精车锥段内外型面至图纸尺寸,然后进行网格精铣,精铣各类安装孔及避障缺口,最后进行上下端框的精车,其中上端框安排最后精车,各特征尺寸均保证在一次装夹状态下完成加工。加工过程中,尤其是精加工,为更好地控制变形,选用硬质合金刀具,采用高转速、小吃刀的分层加工方式。
综合上述分析,针对该工件的特征采用车铣联合加工的方案,为保证成品精度,需按照适当提高半成品的应力释放效果、有效降低精加工及后续工件变形的原则,制定如下加工工艺方案:
整体粗车(10 mm余量)→热处理→整体半精车(6 mm余量)→热处理→二次半精车(3 mm余量)→网格及缺口粗铣→冷热循环处理→锥段精车→网格精铣→精铣孔及缺口→上下端框精车。
6 加工效果
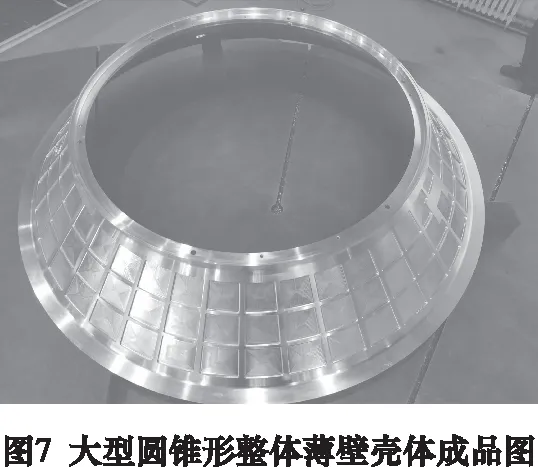
通过合理安排加工流程,使用有效的加工装夹方式、有针对性的补偿措施,实现了该壳体工件的高精度车、铣加工,产品实物图如图7所示。具体有如下改进:
(1)精度提升。相较于使用传统方案加工的超差产品,应用新设计方案后加工的产品精度提升明显,全部验收尺寸均满足设计要求,其中应用传统方案加工的超差产品与应用新方案后加工产品实测值对比如表1所示。
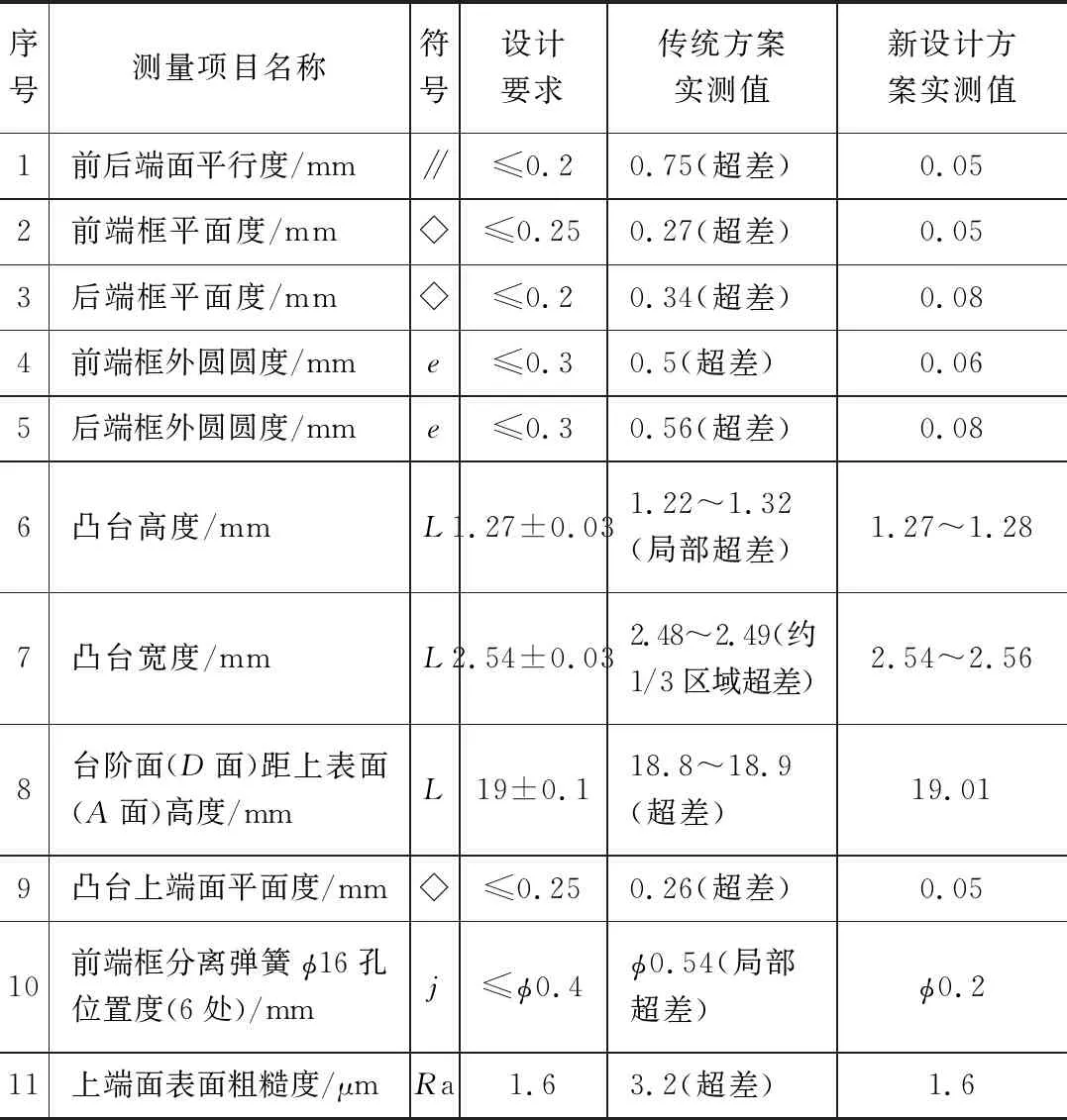
表1 传统方案与新设计方案加工两件产品实测值对比表
(2)效率提高。通过对加工中各环节有针对性的优化设计,考虑包括热处理及辅助时间在内的完整加工周期,应用新设计方案后合格产品实际加工周期为22天,相较于传统方案产品的加工周期35天,效率提高约37%。
7 结语
根据该大型圆锥形整体薄壁壳体工件的特征尺寸及使用需求,有针对性的制定了合理的车、铣、热处理、补偿加工方案,设计出一套经济可靠的车铣低应力装夹方案,辅以合理的切削参数选择,有效抑制了该工件的加工变形,保证并提高了成品工件的加工精度,提升了加工效率。为同类型产品的加工提供了可供借鉴的经验及方案。
猜你喜欢
西安航空学院学报(2024年1期)2024-02-21 09:20:42
制造技术与机床(2018年12期)2018-12-23 02:40:56
制造技术与机床(2017年7期)2018-01-19 02:30:00
制造技术与机床(2017年9期)2017-11-27 02:14:14
制造技术与机床(2017年4期)2017-06-22 11:18:31
制造技术与机床(2017年4期)2017-06-22 11:17:37
材料科学与工程学报(2016年1期)2017-01-15 13:33:58
上海金属(2016年3期)2016-11-23 05:19:47
中国环境监察(2016年4期)2016-10-24 05:24:34
上海金属(2014年1期)2014-12-18 06:51:59