
连续纤维增强热塑性复合材料3D打印研究进展
2022-03-11 11:01:08张秋菊
材料科学与工艺 2022年1期
陈 威, 张秋菊
(江苏省食品先进制造装备技术重点实验室(江南大学 机械工程学院), 江苏 无锡 214122)
连续纤维增强热塑性复合材料(Continuous Fiber Reinforced Thermoplastic Composites, CFRTPCs)的优势包括比强度高、比刚度高、抗冲击性能好、疲劳寿命长和耐腐蚀性能好等,属于可回收再利用的绿色环保型先进材料,在航空航天、汽车、高铁、交通运输、能源电力、海洋工程、高精密加工装备和生物医疗等领域均有重大应用,是近年来国际复合材料领域发展速度最快的一种具有战略性、基础性的新材料[1-4]。
CFRTPCs的传统成型工艺包括缠绕成型、树脂传递模塑成型、真空模压成型、注射成型、拉挤成型等[5],工艺适用性较广且成熟度较高。但工艺过程比较复杂,生产周期较长且效率较低,且制造过程需要模具,导致成本较高;还需要胶结或装配等后处理工序,导致工件的复杂度受限,限制了纤维增强复合材料的广泛工程应用。
新兴的复合材料3D打印技术是复合材料智能增材制造技术[6-7],与传统复合材料成型工艺相比,3D打印工艺简单,材料利用率高且材料可回收再利用,大大降低了复合材料工件的制造成本;同时可实现复杂结构件的一体化快速成形,成型过程中的基本材料成分及其分布方式便于动态调控,而且无需模具和连接工艺,为先进复合材料成型件的低成本快速制造提供了一个有效途径,在航空航天和新能源汽车等领域有着巨大的应用前景。
本文对CFRTPCs的3D打印技术作了系统综述,包括3D打印原材料、CFRTPCs专用打印设备、打印工艺以及性能强化工艺。总结分析了目前的研究进展和面临的技术难题,为CFRTPCs的3D打印技术进一步发展提供新思路。
1 3D打印原材料
CFRTPCs由热塑性树脂基体和连续纤维增强体组成,要求连续纤维长径比不小于105。增强体具有高强度、高模量、脆性的特点,基体具有低强度、低模量、高韧性的特点,两种材料在性能上取长补短,综合性能优于原组成材料而满足各种特定要求[8]。
1.1 基体材料
根据基体材料受热后的形态和性能,CFRTPCs基体材料主要包括热固性和热塑性树脂。其中热固性树脂主要包括环氧树脂、酚醛树脂和不饱和聚酯树脂等,其制备工艺较为复杂,固化周期长,为了获得较好的力学性能大多需要高温高压等严苛条件的固化处理,且原材料易失效、难以回收再利用导致其生产成本较高[9]。现有的热固性树脂基复合材料3D打印技术仅在实验室实现了打印,且热固性树脂韧性差,耐冲击性能差,尚未实现应用推广。
目前,纤维增强热固性树脂复合材料3D打印主要包括分层实体制造(Laminated Object Manufacturing, LOM) 工艺、立体光固化成型工艺(Stereolithography Apparatus, SLA)以及三维打印工艺等。Donald等人[10]将连续玻璃纤维与环氧树脂制备的预浸带应用于LOM打印,打印件抗拉强度达到700 MPa 左右。Karaleka等人[11]利用SLA工艺将单层的玻璃纤维嵌入到光敏聚合物中,通过光固化成型制得复合材料零件,其抗拉强度达到55 MPa,略高于纯光固化树脂的37 MPa。明越科等人[12]提出了一种连续纤维增强热固性树脂基复合材料3D打印工艺,制得的52wt.%纤维含量打印件的拉伸强度为1 325.14 MPa,拉伸模量为100.28 GPa。Shi等人[13]研发了一种名为局部平面内热辅助(Localized In-plane Thermal Assisted, LITA)的3D打印方法,可以控制液体聚合物固化成指定形状所需的厚度和固化程度,不再需要数十小时的后固化处理,可以节省大量能源。
3D打印领域目前应用广泛的基体材料是热塑性树脂,主要包括丙烯腈-丁二烯-苯乙烯共聚物(ABS)、聚乳酸(PLA)、尼龙(PA)、聚醚醚酮(PEEK)等。其热成型性能好且生产率高,成型工艺简单且生产周期短,尤其是其具有良好的可重复利用和不污染环境的特性,适应了当今复合材料绿色环保的发展方向[14]。现有的纤维增强热塑性树脂复合材料3D 打印工艺主要包括选区激光烧结(Selective Laser Sintering, SLS)和熔融沉积成形(Fused Deposition Modeling, FDM)等工艺方法。德国EOS公司通过物理混合的方式将碳纤维与PA-12制备成复合材料粉末,作为SLS的原材料成功打印出复合材料零件并将其商业化[15]。刘腾飞等人[16]研究了3D打印连续碳纤维增强聚乳酸样件,抗弯强度与模量分别达到390 MPa与30.8 GPa,实现了复合材料低成本一体化快速制造,并研究了回收再利用机理与性能,材料利用率为75%,二次打印件抗弯强度提高25%左右,实现了高效绿色回收再利用。
1.2 增强材料
增强材料是指能够提高基体材料力学性能的物质。热塑性复合材料根据纤维增强体形态分为连续纤维增强型和短纤维增强型,如图1所示,短纤维长度在0.2~0.7 mm,包括颗粒状和长条状,连续纤维指连续纤维丝或布。复合材料中的纤维起增强作用,大大提升复合材料的刚度和强度,且能减少收缩,提高低温冲击强度并提升热变形温度等。目前,短纤维打印工艺较为成熟,已实现了商业化推广,但短纤维对于试件力学性能的提升非常有限,因此连续纤维增强热塑性复合材料3D打印技术成为了目前的研究前沿,有望实现高性能复合材料的低成本快速制造。

图1 复合材料增强结构示意图:(a) 颗粒增强;(b) 短纤增强;(c) 连续纤维丝增强;(d) 连续纤维布层叠增强
复合材料的整体力学性能很大程度上由纤维增强材料的形态、含量和性能等因素决定。表1给出了玻璃纤维增强工程塑料聚酰胺PA66的性能指标,可见,添加了玻璃纤维的复合材料性能明显提升,且随着增强纤维长度的增加而增加,其中连续长纤维的增强能力最高,增强效果最好。Matsuzaki等人[17]以PLA树脂为基体,以黄麻纤维和碳纤维为增强相,打印了纯PLA样件、黄麻纤维复合材料(JFRTP)和碳纤维复合材料(CFRTP)样件,其中碳纤维样件的拉伸强度和模量最高,拉伸模量和拉伸强度分别达到(19.5±2.08) GPa和(185.2±24.6) MPa,分别是纯PLA样件的599%和435%。
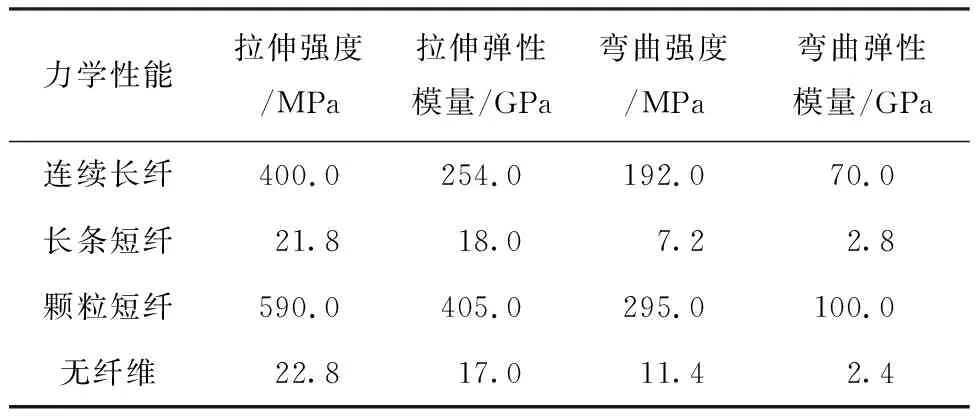
表1 不同类型玻纤(50wt.%含量)增强PA66力学性能
2 3D打印设备
可用于CFRTPCs的3D打印设备基本组件包括X-Y-Z三维运动机构、连续纤维剪切机构、喷头机构、送丝机构、熔融加热器、散热风扇、温度传感器以及控制系统等。根据连续纤维的浸渍状态,打印设备的工作方式主要分为两种:连续纤维预浸渍打印和连续纤维实时浸渍打印。
2.1 设备关键组件
三维运动机构实现X-Y平面内的运动以及竖直方向Z轴的上下运动。常用3D打印运动机构如图2所示[18-20],通常使用单个直线模组如滚轴丝杠机构实现Z轴运动,X-Y平面运动可以通过双直线模组的叠加或CoreXY机构实现;3-P[2-SS]并联机构也可实现X-Y-Z三维运动以实现3D打印[21]。其中,CoreXY结构在打印机中应用较为广泛,其结构相对紧凑,利用两个固定的步进电机协同完成X-Y两轴运动,不仅精度高且运动速度快。目前广泛应用于3D打印的动力源是步进电机,而步进电机的步距角决定了打印精度。季晨雪[22]应用“正弦阶梯波”法[23-24]的细分控制方法来实现步距角的细分,并提出模糊PID和神经网络PID的步进电机细分控制算法,以提升3D打印的精度。郭彦麟等人[25]设计的新型3D打印机,利用光栅尺和齿轮齿条来提升步进电机的运动精度,实际打印精度达到0.1 mm。

图2 3D打印机结构[18-20]:(a) 直线模组叠加机构;(b) CoreXY机构;(c) 3-P[2-SS]并联机构
针对连续纤维增强热塑性复合材料的3D打印工艺,纤维的连续性在一定程度上阻碍了打印路径规划的自由度。在逐层堆积成型的过程中,层与层之间、单层内的多个闭合打印路径之间以及某些特殊打印位置需要切断连续纤维,以避免连续纤维的拖拽变形等因素影响打印精度,并保证复合材料打印件的表面质量和力学性能。因此,剪丝机构是CFRTPCs 3D打印机重要组成部分。美国Markforged公司于2016年推出世界首台可以打印连续碳纤维增强热塑性复合材料的3D打印机Mark Two,首次在打印头上配备了剪切机构,实现了灵活打印连续纤维填充路径[26];俄罗斯Anisoprint公司与莫斯科国立鲍曼技术大学联合研制的Composer型 3D打印机,为连续纤维打印头设计了剪切机构,以提升连续纤维打印路径的灵活性与复杂度[27];西安交通大学田小永等人[28]和武汉理工大学马国峰[29]针对纤维增强材料的连续性设计了剪切刀,实现了连续纤维3D打印过程中的有效剪断。剪切机构目前存在的主要问题是难以适应多种类的丝材剪断任务,其发展趋势是模块化、轻量化设计,便于根据丝材种类更换剪切机构。
CFRTPCs 3D打印控制系统主要包括硬件控制系统和软件设计系统两个部分,系统框架见图3。硬件控制主要包括对模块化机构的控制,软件设计系统包括PC端的上位机和嵌入式下位机,上位机系统实现对打印参数的设置,并将设置好的实验参数命令打包发送给下位机;下位机对命令集进行解释,并驱动运动机构和加热模块等硬件执行打印任务,并实现对打印过程进行实时监测,如果发生断料等特殊情况可自动化实现断电,停止打印任务。
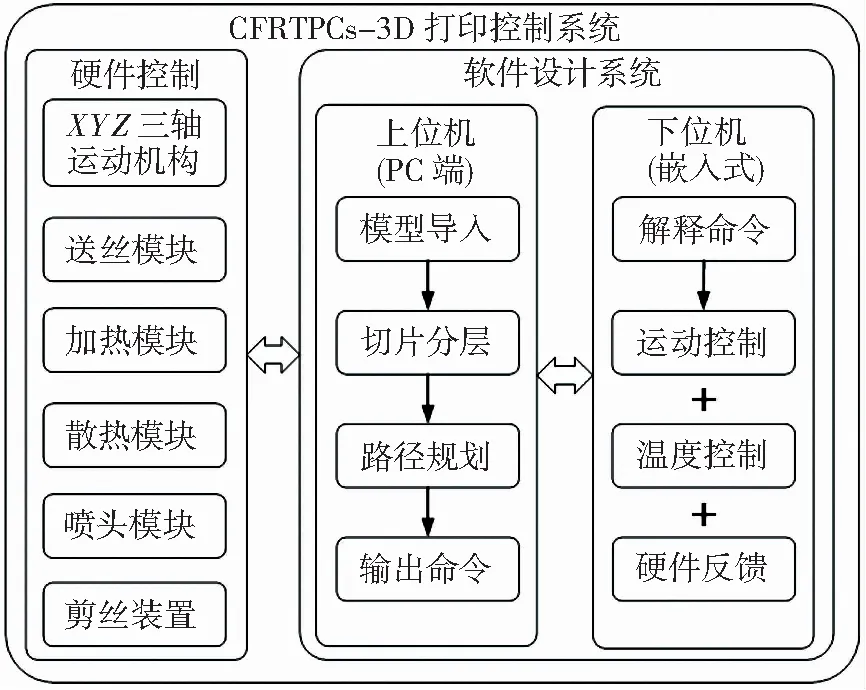
图3 CFRTPCs 3D打印控制系统框图
在3D打印设备的控制系统设计方面,Makerbot公司推出MakerBot Replicator五代3D打印机,采用工控主机加多微控制单元的控制系统,减少了主控微控制单元的工作量,提高了控制的实时性[30];刘志鹏等人[31]以STM32嵌入式控制器为核心建立了3D打印控制系统,可实现扫描速度的规划以及挤出速度的实时匹配,以提升打印精度;毛磊等人[32]基于Linux平台开发了FDM-3D打印机系统;Ricci等人[33]设计了一种基于FPGA的快速成型技术变速调控平台,缩短了设计和调试时间;马国峰等人[34]针对碳纤维长纤3D打印成型工艺原理与设备系统分析,完成了模型处理系统、控制系统与机械执行系统的设计。
2.2 设备工艺原理
根据连续纤维增强体的预处理方法,将CFRTPCs 3D打印设备的工艺原理分为预浸渍和实时浸渍。预浸渍工艺是指在打印之前利用热塑性树脂对连续干纤维进行预先浸渍,得到外部包裹着树脂的连续纤维丝材,主要缺点是增加了线材处理的复杂性和困难度,并降低了纤维含量和部分力学性能,但有利于提升线材浸渍效果、获取较高的表面质量和尺寸精度[35]。打印机设置了两个独立喷头,分别打印连续纤维预浸渍丝束和热塑性树脂线材,前者对应成型部件的内部增强材料的铺覆,后者对应部件的外形框架和内部的孔隙填充;其中打印连续纤维的喷头配有剪丝机构以满足连续纤维的剪断需求,如图4所示。基于连续纤维预浸渍工艺的CFRTPCs 3D打印设备以美国Markforged和俄罗斯Anisoprint公司开发的产品为代表。

图4 连续纤维预浸渍CFRTPCs 3D打印设备原理图
Markforged公司在连续纤维增强复合材料3D打印领域具有极高的商业认可度,于2014年推出了世界首款桌面级碳纤维3D打印机Mark One,将打印速度提升了90%,同时比传统工艺成本降低70%;并于2016年推出了世界首台可以打印连续碳纤维/玻璃纤维/Kevlar纤维增强热塑性复合材料的3D打印机Mark Two,其打印速度比Mark One提升了40%。图5所示的Mark Two及其连续碳纤维复合材料打印件[36-37],绕丝架1输送预浸渍连续碳纤维丝材,绕丝架2输送热塑性树脂丝材,双喷头中的一个喷头挤出连续碳纤维作为打印件的增强芯以提升其力学性能,另一个喷头挤出热塑性树脂作为打印件的外壳和蜂巢结构填充物以提升打印件表面质量,并可以用来补偿打印件内部缺陷。
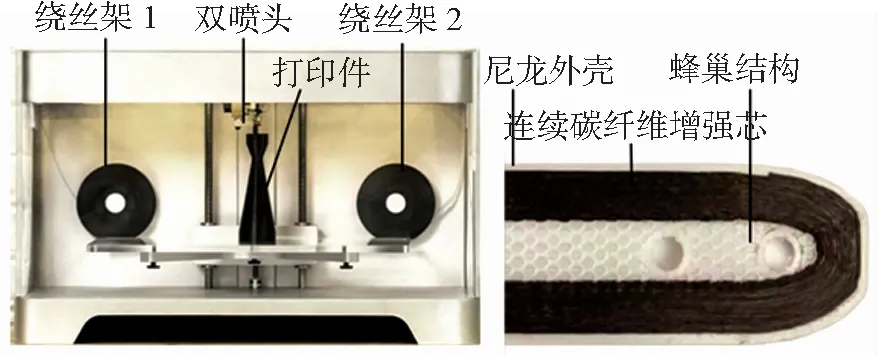
图5 Mark Two 3D打印机及其打印件[36-37]
实时浸渍工艺是指连续干纤维持续进入打印喷头内,直接被喷头内的热塑性树脂线材熔体浸润,在线材熔体推力作用下挤出成型,以西安交通大学田小永和日本东京理科大学R.Matsuzaki课题组等研究成果为代表[38-39],其原理如图6所示。陕西恒通智能机器有限公司与西安交通大学机械制造系统工程国家重点实验室3D打印研究团队共同合作,于2016年研制出国内第一台市场产品化的CFRTPCS 3D打印设备RTM250,如图7所示[40]。连续纤维采用实时浸渍工艺,制备的连续碳纤维增强聚乳酸复合材料(碳纤维重量比27%)抗弯强度达到350 MPa,抗弯模量达到30 GPa,是传统聚乳酸样件的7倍左右。
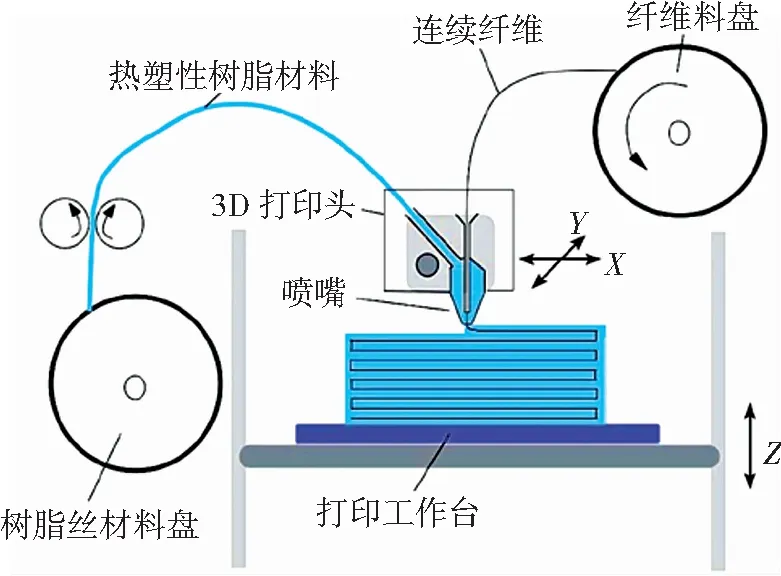
图6 连续纤维实时浸渍CFRTPCs 3D打印设备原理图[38]

图7 国内首台CFRTPCs 3D打印机RTM250[40]
实时浸渍设备将成熟的材料用于3D打印,避开了连续纤维线材成型带来的技术困难,同时增加了材料的种类和类型,更利于满足不同部件的要求;主要不足是短暂的纤维浸润容易导致丝束内部浸渍效果不佳。针对丝束浸渍效果不佳的问题,南京航空航天大学的李迎光等人[41]设计了一种螺旋3D打印头,利用双向旋转的螺旋齿环搅拌促进树脂对纤维的浸渍以及分布的均匀性,改善打印件的成型质量并提升其力学性能;西安交通大学田小永等人[42]设计了一种多级送丝打印头,很好地将连续纤维用基体材料进行多级包覆,得到具有良好综合性能的连续纤维增强热塑性复合材料部件。
3 3D打印工艺
CFRTPCs 3D打印工艺的鲜明特色是利用连续纤维的打印路径规划对打印件的力学性能实现编程调控。另外,对关键工艺参数包括打印温度和速度等进行优化设计可提高样件的打印质量,具体表现为较低的孔隙率和较高的失效负载。
3.1 性能调控工艺
针对连续纤维增强体的长度连续性以及各向异性的力学特性,结合3D打印工艺,通过设计纤维增强体的铺放方向、占比和分布来对样件的性能进行编程设计以达到最佳的需求性能。复合材料的基本设计原则是在主受力方向上由足够的纤维来承受载荷,其余方向根据性能需求设计适当的纤维来承受剪切载荷或其他载荷。CFRTPCs的性能可编程性可以大大提高材料利用率,有助于实现从原材料到成型件的设计与制造一体化,有利于简化制造程序并降低制造成本。
3.1.1 打印数据处理
3D打印数据处理是以三维模型为基础,使用分层处理软件将模型离散成截面数据,然后输送到快速成型系统的过程,基本流程如图8所示。通常使用3D Systems公司研发的STL(Stereo Lithography)或SLC(Stereo Lithography Contour)文件格式,将三维模型转换成3D打印方便处理的数据[43]。首先需要对三维模型数据进行优化处理,修补模型缺陷,以提升打印的效率与质量。陈之佳[44]在Power RP软件平台下开发了数据预处理模块和ZIF文件输出格式的数据存储模块,具有很强的可移植性,适应了FDM和SLA等系统离线加工的要求。王益康[45]提出了改进的STL模型算法,主要针对逻辑性和可读性较强的ASCII码格式的STL文件,用预定义的结构体数据格式简化并完善了数据信息,为后续的分层切片和路径规划提供了高效的数据服务。Zhou等人[46]研究发现SLC文件格式能减少三维模型转换为三角形面化模型时带来的误差;另外其他一些消除STL文件格式误差的方法如NURBS、STEP以及自适应直接切片等方法也取得了很大进展[47]。
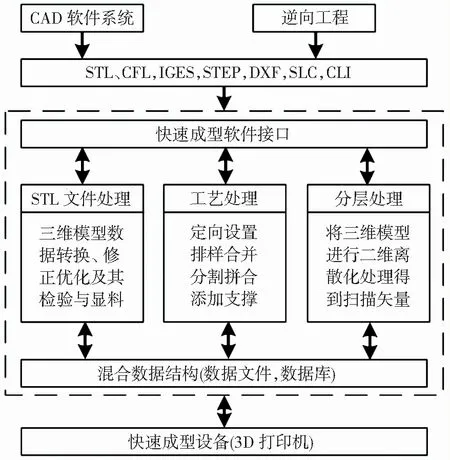
图8 3D打印数据处理流程图
3.1.2 打印路径规划
在优化后的三维模型数据基础上,进行切片分层,获取每一层闭合的打印轮廓,并在每一层的实体部分轮廓内进行路径规划,依据样件力学性能等需求设置热塑性树脂与连续纤维的填充比例、纤维布局等自定义编程设计。CFRTPCs 3D打印路径规划步骤:1) 三维模型数据读取;2) 数据整合及预处理;3) 筛选与分层截面相交的三角面片;4) 求取交点坐标;5) 划分外壳与内部填充组件;6) 依次连线交点形成外部轮廓打印路径;7) 采用路径规划算法生成内部填充路径;8) 输出打印路径信息至G代码命令集文件。目前市场上有两款较成熟的CFRTPCs 3D打印路径规划系统,分别为Markforged公司的Eiger系统和Anisoprint公司的Aura系统,这两款系统的路径规划功能尚缺乏一定的灵活性,可以调控的工艺参数比较有限。
3D打印路径规划算法主要包括轮廓偏置扫描、往复平行扫描、层间变向扫描和复合路径扫描算法等[48]。其中轮廓偏置扫描在复杂零件成型时容易出现轮廓环相交的问题,因此程艳阶等人[49]提出了一种判断轮廓环相交的方法;Zhao等人[50]提出了一种去除相交区域的方法。往复平行扫描算法的扫描间距通常采用固定值,容易产生较大误差,卞宏友等人[51]提出了一种自适应间距算法以减小打印路径误差;Aiyiti等人[52]研究了平行扫描间距对打印件成型精度的影响,提出一种优化的自适应扫描间距算法。马亚标等人[53]研究了打印轨迹对玻璃纤维/ABS复合材料打印件力学性能的影响,发现填充轨迹对内部呈交叉填充样件的压缩性能影响较小,对其拉伸和弯曲性能影响较大。娄平等人[54]针对连续碳纤维增强复合材料的连续性和各向异性,提出了一种层间变向扫描算法,实现每层填充角度的适应性调整,以满足打印件方向性的性能需求。复合路径扫描结合了多种扫描方式,Jin等人[55]结合平行扫描、轮廓偏置扫描和分层变向扫描算法,提出了一种自适应打印路径生成方法;Huang等人[56]验证了复合扫描打印路径能够大大提高打印件的力学性能。
针对连续纤维的各向异性特点,即沿着纤维束方向的力学性能最为优异,可根据打印件的力学性能需求,设计个性化定制的3D打印路径,实现打印件性能的可控编程,提升打印效率并降低打印成本。Byrne等人[57]提出了一种用于复合材料软体气动执行器的直接增材制造方法,设计了Grasshopper 3D打印算法,对增强材料的打印路径进行个性化、定制化设计,根据用户输入实现自定义执行器设计。该执行器能够执行一系列可编程运动包括弯曲、收缩和扭转运动。Dickson等人[58]利用Gcode创建了一条纤维路径发生器,使用连续的碳纤维填充物模拟编织结构的纬纱-经纱组件,这种新的打印路径技术还允许编织结构与先前仅通过破坏性加工过程可能得到的特征(例如凹口)进行集成。Raney等人[59]通过操控喷嘴速度和旋转精度,控制基体内短纤维的排布方向,以实现打印件的性能定制。
3.2 工艺参数优化
CFRTPCs 3D打印的关键工艺参数包括打印头温度、填充速度、送丝速度、层厚等,工艺参数相互耦合,直接或间接影响着打印件的力学性能、表面质量和生产效率[60]。目前,针对3D打印工艺参数的优化尚缺乏系统性的研究,大多直接采用默认的工艺参数,参数的设置一般依托于操作经验。复合材料3D打印工艺参数的组合对打印件成型精度与力学性能的影响规律还有待进一步的实验研究与量化分析[61]。
3.2.1 温度优化
打印工艺过程中的温度参数主要包括喷嘴加热温度、热床温度和环境温度等,通过散热风扇转速与加热功率的耦合作用来控制温度。温度参数对树脂基材的流变性能、粘弹性及其冷却固化和尺寸收缩情况均会有重要影响,最终影响打印件的整体质量。崔荣荣等人[62]利用计算机辅助技术对聚乳酸骨钉的加工温度、打印速率和冷却速率进行了优化,得到的最佳加工工艺为供料段、压缩段和均化段温度分别为230、250和260 ℃,冷却速率为30 ℃/s。施佳楠等人[63]研究了打印温度对黄芪药渣/聚乳酸复合材料性能的影响,发现较高的打印温度可以使材料内部层与层间结合得更加紧密,220 ℃下打印的试样弯曲强度较200、210 ℃的试样分别高19.3%和25.4%,拉伸强度分别高25.5%和34.9%。
3.2.2 速度优化
3D打印速度的优化对提升样件性能和成型效率以及降低加工成本具有重要意义。打印速度包括喷嘴运动速度、丝材送料速度、挤出速度和填充速度,它们之间相互耦合共同影响着树脂基体与纤维增强体之间的黏附过程。柴宇[64]通过实验研究了送料速度v送与挤料速度v挤的打印匹配关系:v送/v挤∈[0.46,0.54],确定了挤出速度v挤与填充速度v填的匹配关系:v填/v挤∈[0.43,0.56],发现填充速度的提升导致样件表面粗糙度和尺寸误差升高,同时打印件的抗压强度随之降低。汪绍兴[65]研究了FDM工艺参数对PLA薄板样件机械性能的影响,发现重要工艺参数调节的优先性顺序为:填充速度、线宽、层厚、轮廓宽度;实验结果表明PLA薄板打印件的最佳打印速度为40 mm/s,此时样件的拉伸强度达到65.75 MPa,弹性模量达到2 081 MPa,断裂伸长率达到4.89%。
3.2.3 综合优化
3D打印样件的表面质量和力学性能主要由温度、速度和打印路径规划等多重因素综合影响,打印工艺参数的耦合作用最终决定打印件的成型精度和机械性能,不适宜的工艺参数设置将会引起表面台阶效应、翘曲变形、材料堆积或拉丝等缺陷,导致产品报废。因此,采用正交试验等方法对关键工艺参数进行综合优化十分必要。
刘腾飞等人[66]针对连续碳纤维增强尼龙复合材料设计了集成打印头模块,对打印工艺参数进行了综合优化,研究了0.2 mm分层厚度、0.5 mm扫描间距、60 mm/min送丝速度的工艺组合下,纤维体积含量可达44.1%,复合材料的拉伸强度和模量、弯曲强度与模量分别达到了405 MPa与80.6 GPa、565.8 MPa与62.1 GPa。Chacon等人[67]表征了连续纤维构建方向、层厚度和纤维体积含量对3D打印连续纤维增强复合材料部件机械性能的影响,并对断裂表面的扫描电镜图像进行评估以确定工艺参数对失效模式的影响;田玉琬等人[68]针对熔融沉积3D打印中出现的翘曲问题,采用极差分析法制定了合理的工艺参数以减少翘曲变形并保证成型精度和表面质量,包括喷头温度205 ℃,层厚0.1 mm,打印速度50 mm/s,填充率50%。
3.3 打印质量评价
影响CFRTPCs 3D打印质量的关键因素主要包括连续纤维浸渍效果、设备的打印性能以及打印工艺的优化情况。连续纤维的浸渍效果可以用孔隙率来衡量,浸渍效果良好则孔隙少,有利于打印件性能的综合提升;浸渍效果差则孔隙多,打印件表面质量和力学性能都会有所下降。Frank等人[69]使用Mark One打印机打印碳纤维增强热塑性复合材料拉伸试样,研究了截面微观形貌对机械性能的影响,发现较大区域的孔隙会导致复合材料力学性能下降。明越科等人[12]提出了一种连续纤维增强热固性树脂基复合材料3D打印工艺,通过高温高压的固化处理有效促进了树脂基体的流动,充分保证了纤维与树脂分布均匀且结合紧密,样件孔隙率由10.05%降低到2.53%。俄罗斯Anisoprint公司的连续纤维3D打印机Composer采用了复合纤维共挤(Composite Fiber Co-extrusion, CFC)技术,利用两基质(热固性+热塑性)方法达到低孔隙率[27],充分保障纤维与基体的粘合性,以获得出色的机械性能。
增强材料与基体材料通过粘结等复合作用获得优于各个组分的复合性能。CFRTPCs的增强体是连续长纤维,承担大部分外力;热塑性树脂基体主要提供塑性和韧性,粘结并保护纤维,阻止裂纹迅速扩展。增强体与基体之间界面的主要作用是传递载荷。CFRTPCs的失效形式一般包括纤维断裂、纤维拔出、基体断裂;与界面有关的断裂韧性理论包括纤维-基体脱粘、脱粘后的摩擦、应力再分配与纤维拔出。Dickson等人[58]研究了CFRTPCs的失效形式,发现连续纤维吸收了大量负载,并且在连续纤维失效时基体会承受冲击载荷。田小永等人[70]分析了PLA基体与连续碳纤维的界面特性及其影响因素,并且初步探索了CFRTPCs 3D打印件的回收再利用;发现随着打印头温度升高,PLA丝材的熔融粘度降低,基体与纤维的浸润性能大幅度提升;当打印头温度范围在210~230 ℃时,纤维与基体的界面结合性能较好,PLA基体所受的外界载荷能够较好地传递到纤维上,增强效果显著。
4 3D打印性能强化工艺
针对CFRTPCs 3D打印件的孔隙缺陷和粘接不牢固等问题,参考缺陷补偿和性能强化的工艺方法,可考虑采用超声振动和激光辅助粘结等强化工艺,提升复合材料打印件表面质量和力学性能。
4.1 超声振动
为了补偿高弹性连续碳纤维的回弹并促进熔融树脂的自粘过程,采用压电作动器产生高频超声来减少CFRTPCs 3D打印件孔隙缺陷。利用模态分析确定打印热床沿厚度方向的共振频率和振幅,将作动器安装在热床下方(见图9),作动器产生的高频超声振动传递到热床上方的打印件中,上方施加压力,可以有效减少打印件层与层之间以及打印路径之间的孔隙(即超声作用区域),促进树脂自粘以及连续纤维与树脂之间的相互粘接。
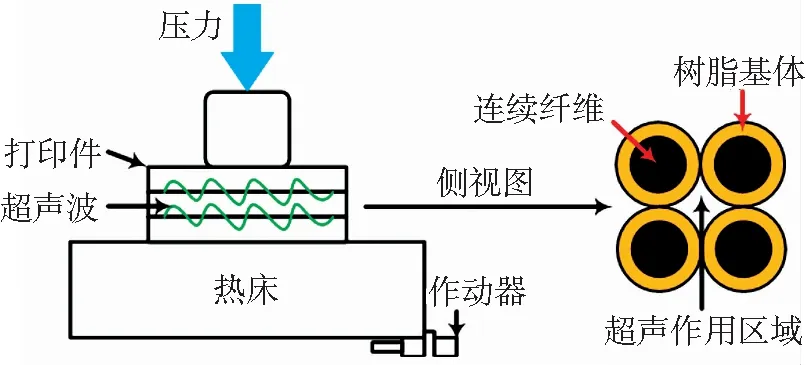
图9 超声振动增强工艺示意图
Taylor[71]于1989年率先提出施加超声振动以促进加热树脂的流动,对处于未熔融状态的树脂浸渍纤维施加超声振动有利于提升挤出成型的速率,且利于生产出成型质量均匀的产品。Inston[72]提出使用换能器将超声波能量引入复合材料基体中产生局部加热,以减少孔隙等缺陷并增强粘结强度。
超声振动强化工艺存在的主要问题包括:1) 超声换能器重量较大容易导致Z轴传动机构磨损,从而降低Z轴运动精度;2) 超声波对厚度较大样件的强化作用并不均匀;3) 超声换能器的振动噪声影响环境的舒适性;4) 超声振动幅度随功率增加而增大,影响机构的稳定性和运动精度。
4.2 激光辅助粘结
为了提高CFRTPCs 3D打印复杂结构件整体的力学性能和表面质量,解决复杂结构件的成型问题,根据热塑性树脂加热熔融、冷却固化的特点,利用激光辅助粘结工艺促进结构搭接牢固性。
激光辅助粘结技术是利用激光束高温能量对热塑性树脂基体进行辅助熔融加工,包括激光重熔、激光烧蚀和激光辅助等离子弧沉积等[73],目前大多应用于金属增材制造领域,对于复合材料增材制造领域具有一定的借鉴意义。Yasa等人[74-75]将选区激光熔融工艺与脉冲激光器的选择性激光烧蚀工艺相结合,通过选择性修整表面控制打印层厚,提高成型精度并降低表面粗糙度。Parandoush等人[76]利用具有连续纤维增强功能的预浸渍复合材料(玻璃纤维-聚丙烯),通过激光辅助粘合和激光切割来制造3D打印件,显微组织分析表明空隙含量低且界面结合优异,与热压法相比,其剥离强度高50%,搭接剪切强度高达压缩成型基准数据的96%;拉伸性能优于熔融沉积成型的短纤维复合材料,其抗拉强度和拉伸模量分别增加了300%和150%;激光辅助粘结零件的抗弯强度在冲压和压模方法的范围内,其弯曲模量比冲压和压模方法提高了100%。
激光辅助粘结强化工艺的主要缺点:1) 对激光作用位置的控制精度要求较高;2) 激光能量较大,容易干涉周围区域的表面质量和力学性能;3) 为保证样件表面质量和力学性能,还需辅以滚轮压力等条件,难以应用于复杂结构件;4) 激光耗能较大,成本较高。
4.3 其他性能强化工艺
为了减少打印件内部缺陷,常用热等静压(Hot Isostatic Pressing, HIP)工艺进行有效的后处理,促进组织韧性,通过应力的重新分布削弱缺陷附近的局部应力。针对打印件的表面缺陷,一般通过机加工、化学腐蚀和喷丸等表面改性技术来提升表面质量[77]。机加工与化学腐蚀通过去除样件表面冗余材料并改善台阶效应来降低表面粗糙度,抑制表面缺陷处裂纹的扩展进而改善样件的疲劳性能。
喷丸工艺通过在材料表面植入一定深度的残余压应力以提高材料疲劳寿命的表面强化工艺,主要包括机械喷丸、超声喷丸和激光喷丸。将3D打印与喷丸工艺相结合,可实现对打印件尺寸和性能的优化控制,具有重要应用前景[78-80]。
美国Impossible Objects公司独创的性能强化工艺(Composite-Based Addictive Manufacturing,CBAM)如图10所示[81]。第一步打印工艺分为四个步骤:1) 铺放复合材料片材;2) 加载模型切片文件并在片材上打印单层形状;3) 把聚合物粉末附着于喷墨液上;4) 去除多余干粉末;第二步将片材堆叠并加热加压,使聚合物粉末粘合在一起并熔化片材以形成一个固体物体;第三步用化学品或机械方式去除未涂覆的复合片材,最终得到成型产品。该公司于2019年推出CBAM-2增材制造设备[82],采用长碳纤维增强高性能聚合物和玻璃纤维板,能够工业化规模生产复杂结构零件,其强度是通过传统FDM工艺生产产品的2至10倍,成型速度比其他增材制造设备快10倍左右。

图10 CBAM工艺流程示意图[81]
美国Electroimpact公司[83]开发了一种复合材料3D打印新技术,即可升级的复合材料机器人增材制造(Scalable Composite Robotic Additive Manufacturing, SCRAM),如图11所示,由一台精确操作的机器人、旋转平台和温控室组成。大多数增材制造系统其实都是所谓的2.5D,即把平面的2D切片层层铺叠起来形成一个3D形状,而SCRAM则是真正的3D工艺,其末端执行器在真正的六维自由度空间中沉积材料,可以确保纤维的取向与载荷路径相适应,以及从构建平台上获得准各向同性的叠层。末端执行器携带多个材料系统打印可溶性的支撑材料、连续的纤维带材和短切纤维材料。经过多次试验后,Electroimpact公司决定采用基于聚芳醚酮的热塑性塑料以及50wt.%~60wt.%的纤维含量。值得注意的是,连续纤维预浸渍带材被激光焊接到基板上并被压实,以降低孔隙率并提高复合材料打印件的力学性能。

图11 基于SCRAM工艺的CFRTPCs 3D打印系统[83]
机械加工、化学腐蚀和喷丸等表面质量强化工艺虽然可以改善打印件的机械性能,但在一定程度上也损伤了打印件本身的结构与性能。热等静压工艺和CBAM等工艺利用热能与压力减少打印件内部缺陷,但并非完全适用于各种材料与结构的打印件,尤其是对复杂异形结构件的强化作用和适用性还有待进一步深入研究。SCRAM工艺比较复杂,控制精度要求较高,尤其是六自由度的空间打印路径自动生成技术的困难程度远大于2.5D打印层内的两自由度路径生成。采用SCRAM技术已经生产出了以前无法制造的一体化复杂部件,未来还需增强它的工业化生产能力,全面提升性能指标,真正六维自由度的连续纤维增强复合材料的3D打印已经到来。
5 问题分析与展望
复合材料3D打印技术是复合材料制备、增材制造领域的交叉研究方向,是一种前沿的应用技术。目前国内外研究人员针对复合材料性能、3D打印工艺、路径规划算法等关键技术做了初步探索和奠基性的工作,促进了CFRTPCs 3D打印技术的蓬勃发展,然而还存在一些核心技术性问题有待进一步深入研究,主要包括:
1) 针对连续纤维增强热塑性复合材料的复合增强机理研究还不够成熟,还没有建立起标准统一的数学模型,尤其是针对基体与增强体之间的界面作用机理研究还不够充分,而界面是决定复合材料性能的重要因素。
2) 市场上现有的较成熟3D打印机软硬件系统大都是国外引进且不开源的,尤其是针对CFRTPCs 3D打印的上层设计软件更是稀缺,而且打印路径规划的自主可设计性十分受限,严重阻碍了打印件结构与性能个性化定制的发展。
3) CFRTPCs复合性能与3D打印工艺参数之间的数学关系还不够明确,难以确定具有广泛适用性的最佳工艺参数;尚未建立起稳定可靠的性能编程工艺以及工艺耦合优化模型对复合材料性能进行个性化调控。
4) 为了提升复合材料3D打印件的表面质量和整体力学性能,还需探索适用于复合材料打印件的性能强化工艺,尤其是针对复合材料复杂异形结构件的内部缺陷和表面缺陷的调控工艺还需更进一步深入研究。
因此,针对CFRTPCs 3D打印的关键技术包括复合材料增强机理、自主知识产权的3D打印系统、性能调控工艺、工艺参数耦合优化以及性能强化工艺等进行深入研究,将是3D打印领域发展的重要方向。这对实现性能可控的复合材料制备、低成本的一体化快速制造具有重要意义,有助于进一步促进CFRTPCs应用于航空航天、新能源汽车和空间3D打印等前沿领域。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:30
科学技术创新(2022年30期)2022-10-21 14:02:00
纺织科学研究(2021年6期)2021-12-02 20:32:56
电子制作(2018年10期)2018-08-04 03:24:32
制造技术与机床(2017年5期)2018-01-19 02:48:50
中国卫生标准管理(2015年24期)2016-01-14 09:28:57
中国塑料(2015年5期)2015-10-14 00:59:40
石油化工(2015年9期)2015-08-15 00:43:05
上海金属(2014年5期)2014-12-20 07:58:30
锻造与冲压(2014年20期)2014-10-10 06:20:34
