
PASSIM 卷烟机烟支定点搓转装置的研发
2022-03-10 01:45:26曹炳强周靖博
设备管理与维修 2022年1期
曹炳强,周靖博
(红云红河烟草(集团)有限公司红河卷烟厂,云南红河 652300)
0 引言
国家烟草专卖局在相关工作报告中多次对新型烟草制品的发展提出明确要求:“鼓励研发加热不燃烧烟草的新型产品,鼓励在境外市场大胆试水,谋求突破。”基于此,云南中烟前瞻性确定了“双重体验的新型烟草制品关键技术开发与运用”研究方向,明确了红河“双享”(中支)周向加热不燃烧卷烟新品研究计划——满足既可低温加热又可点燃抽吸的两种抽吸方式。
作为新型加热不燃烧卷烟实现降温的一项核心关键工艺,激光打孔效果对于新型烟草的研发起着至关重要的作用。红河卷烟厂目前使用PASSIM 卷烟机生产中支卷烟,该设备不能满足中支卷烟在线激光打孔需求,烟支无法搓转整周以实现完整的周向均匀打孔,无法满足新型烟草配套工艺的需求。
综上所述,对红河“双享”加热不燃烧卷烟工业化生产配套技术进行研究,创新性应用鼓轮交替夹持、烟支加速定点搓转技术,较好实现了PASSIM 卷烟机中支卷烟在线周向激光打孔工艺,为加热不燃烧卷烟的研发和工业化生产提供有力的技术保障。
1 激光打孔工艺流程设计
1.1 激光打孔工艺
红河“双享”卷烟满足既可低温加热又可点燃抽吸的两种抽吸方式,烟支滤棒段采用双排激光打孔工艺,激光孔贯穿水松纸和中空滤嘴,使外部空气进入滤嘴腔体,配合点烟器使用,实现抽吸过程中烟气降温效果,满足消费者舒适性的需求。
激光打孔工艺如图1 所示,固定激光头,鼓轮上的烟支轴心与激光头垂直时,激光打孔启动,烟支定点旋转一周,旋转过程中激光头同步完成孔贯穿水松纸和中空滤嘴周向打孔。
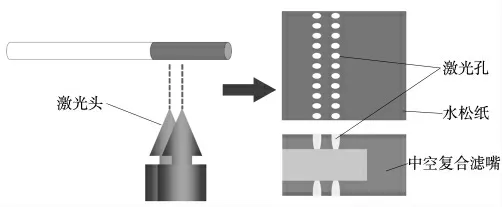
图1 激光打孔工艺示意
1.2 激光打孔工艺要求
1.2.1 激光打孔速度与卷烟生产速度匹配
为实现新型卷烟在线工业化生产,必须通过设备改造实现在线激光打孔功能。红河卷烟厂现有用于生产中支卷烟的设备为PASSIM 卷烟机,对PASSIM 卷烟机进行激光打孔工艺技术改造,激光设备位于卷烟机8 号鼓轮下方(图2)。
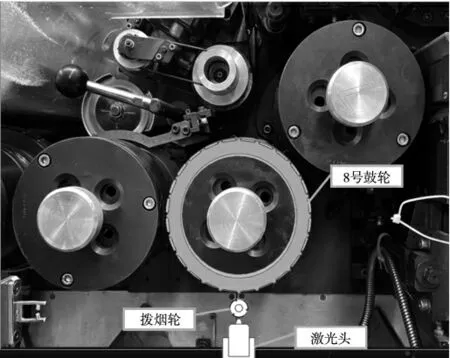
图2 PASSIM 卷烟机在线激光打孔改造
通过对PASSIM 鼓轮结构改造,搓烟轮凹凸面的设计,使烟支在搓转前、搓转时、搓转后被搓烟轮和搓板交替夹持,实现烟支整周旋转,与卷烟机配套生产,在线完成激光打孔,达成激光打孔速度与卷烟生产速度匹配的目标。
1.2.2 孔间距整周分布均匀
烟支在线激光打孔工艺中,激光头位置是固定的,烟支要完成360°的周向打孔,需将传递鼓轮槽距加宽,并在打孔鼓轮下方增加拨烟轮,与鼓轮共同夹持并搓转烟支,使烟支实现定点周向自旋转。
通过对PASSIM 卷烟机鼓轮进行改造,保持8 号鼓轮的槽数不变,将原8 号鼓轮更换为槽距较宽的8 号鼓轮,为烟支搓转提供空间。
但经过现场测量和建模计算发现,在此方式下8 号鼓轮轮槽弧长小于中支卷烟周长,无法完成整周打孔,达不到激光打孔的工艺需求。
如图3 所示,8 号鼓轮轮槽弧长10.82 mm,红河“双享”中支加热不燃烧卷烟圆周标准值为20.1 mm。要满足激光孔整周分布均匀、孔间距极差小于0.2 mm 的需求,只有使烟支搓转角度达到360°。
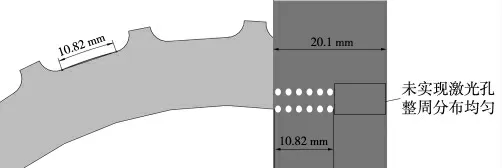
图3 8 号鼓轮槽距及增加轮槽后打孔效果
烟支搓转角度不受轮槽弧长的限制,确保烟支在整周范围内均匀打孔,烟支搓转时,搓烟轮的线速度与打孔鼓轮的线速度相同。但由于PASSIM 卷烟机的鼓轮结构和空间的局限性,搓板的设计无法直接采用,且烟支搓转角度有限。若烟支搓转速度与传递速度一致,即v搓转=v传递,可使烟支在8 号鼓轮轮槽上搓转的角度为:

在鼓轮槽距无法改变的情况下,若烟支搓转速度v搓转改变,则传递速度随之改变,改变的规律为:

为了使烟支在有限的空间里旋转更大的角度,增加搓转速度十分必要(表1)。

表1 搓转速度与角度关系
考虑到烟支圆周的波动性,应使烟支搓转角度留有一定余量,可取v搓转=2v传递。
其次,鼓轮转动由伺服电机精准控制,转速稳定并且激光头脉冲正常,则激光孔就不会出现堆积、稀疏的现象。通过改造鼓轮结构,并采用加速搓转的方式能够实现烟支在线整周打孔的功能,确保孔间距均匀性。
综上所述,为了给新品卷烟的研发提供有力保障,自主研发一套用于PASSIM 卷烟机生产中支卷烟的定点搓转装置。
2 烟支定点搓转装置的设计
结合PASSIM 卷烟机8 号鼓轮安装位置结构,以及鼓轮、拨烟轮传动方式需求,装置大体分为8 号鼓轮交替夹持、拨烟轮、加速控制3 个功能设计:①8 号鼓轮交替夹持功能设计,实现烟支交接传递功能并具备加速搓转条件;②拨烟轮设计,配合8 号鼓轮实现烟支定点加速搓转功能;③加速控制功能设计,加速控制需满足动力传递、速度跟随控制条件。
2.1 8 号鼓轮交替夹持功能设计
激光打孔只在烟支的滤棒段,通过设计交替夹持加速搓转装置的总体方案,将原8 号鼓轮设计为两部分(图4),一部分用于传递烟支,称为交接鼓轮,另一部分用于搓转烟支,通过新增动力进行驱动以实现加速,称为加速鼓轮。当双倍长烟支随鼓轮运行到搓转位置时,烟支由交接鼓轮传递到加速鼓轮,通过拨烟轮与加速鼓轮的加速搓转,使烟支在相同的槽距下加速旋转,旋转角度达到360°,进而由激光头完成打孔工艺。
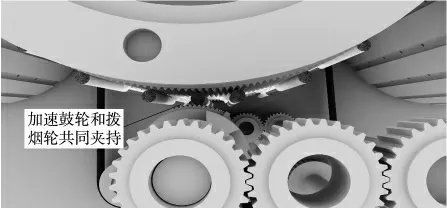
图4 打孔过程示意
如图5 所示,加速鼓轮位于两端,搓转时烟支两端受到夹持,激光孔到烟支端面的距离为13 mm,双倍长烟支夹持长度最大为75 mm×2=150 mm。搓转时烟支两端受到夹持,烟支搓转稳定,不易摆动,可保证打孔效果良好。

图5 8 号鼓轮打孔效果示意
交接鼓轮的作用是完成烟支的传递,其动力可采用卷烟机原8 号鼓轮的驱动力,不需新增传动机构。而加速鼓轮需要完成烟支的搓转,其动力需要额外提供,采用同步带传动作为新增的传动机构方式,传动平稳,满足安装条件。
2.2 拨烟轮设计
2.2.1 拨烟轮结构
针对烟支搓转不打滑来选取搓转面结构,采用梯形齿面结构的搓转面,效果良好,满足烟支搓转不打滑的需求。
如图6 所示,要保证烟支搓转平稳,适配安装空间,拨烟轮搓转面弧长L 应不小于36.51 mm,拨烟轮直径尽可能大但不大于45 mm。
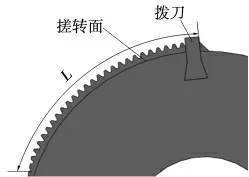
图6 拨刀示意
已知拨刀数为N,搓转面弧长L=36.5 mm,则拨烟轮周长C与N 关系为C=N×L。不同拨刀数对应的拨烟轮周长计算见表2。
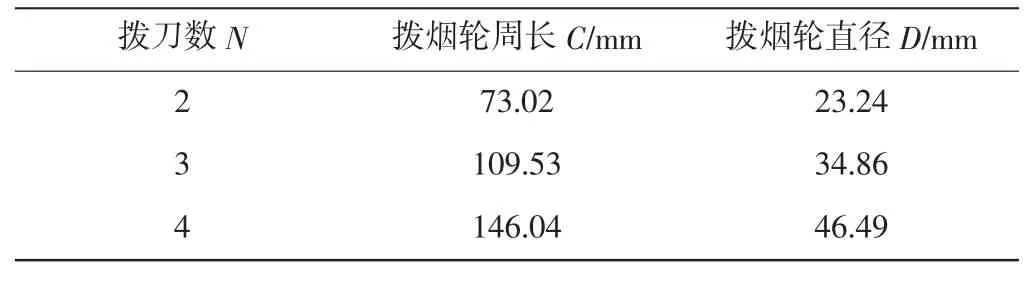
表2 拨刀数设计值
当拨刀数为2 时,拨烟轮直径过小,难以保证烟支平稳搓转;当拨刀数为4 时,拨烟轮直径大于45 mm,不满足安装空间要求。拨刀数选择应为3。
2.2.2 传动机构
拨烟轮传动机构需满足效率大于0.95、电机输出轴到拨烟轮中心距55~70 mm、稳定性好等要求。采用齿轮传动,效率0.97~0.99,稳定性好、精度高、传动平稳,适用近距离传动,伺服电机到拨烟轮中心距合适,满足安装空间。
2.3 加速控制装置
确定新结构8 号鼓轮的交接鼓轮部分动力由原8 号鼓轮轮系提供之后,加速鼓轮部分和拨烟轮需要新增动力源,该动力源不仅需要满足实现加速鼓轮和拨烟轮的精准控制,还需要与卷烟机生产速度匹配,从而有效实现烟支搓转功能。
因此,采用G70AP011MVCL1N 型伺服电机、E94ASHE0034型驱动器、AFS60A-THAK262144 编码器以及E2E-X4ME1-Z传感器等设备可满足调控要求。
3 项目实施
对PASSIM 卷烟机进行试验烟生产,在3000~4000 支/min 的生产速度下,分别抽取50 支样品进行检查,统计烟支激光打孔合格率(表3)。结果表明,激光打孔速度与卷烟生产速度匹配。
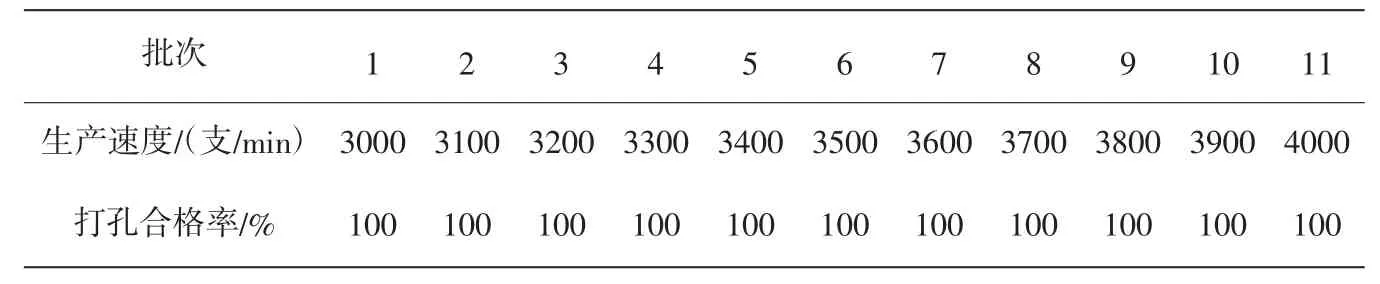
表3 激光打孔完成情况统计表
在4000 支/min 的生产速度下随机抽取样品,使用读数显微镜测量50 支烟支各激光孔间距(图7),并计算孔间距极差,结果见表4。
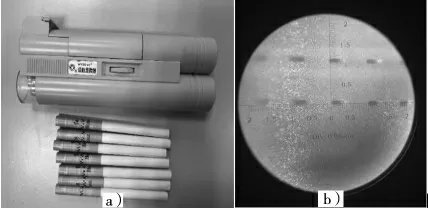
图7 用读数显微镜测量烟支激光孔间距
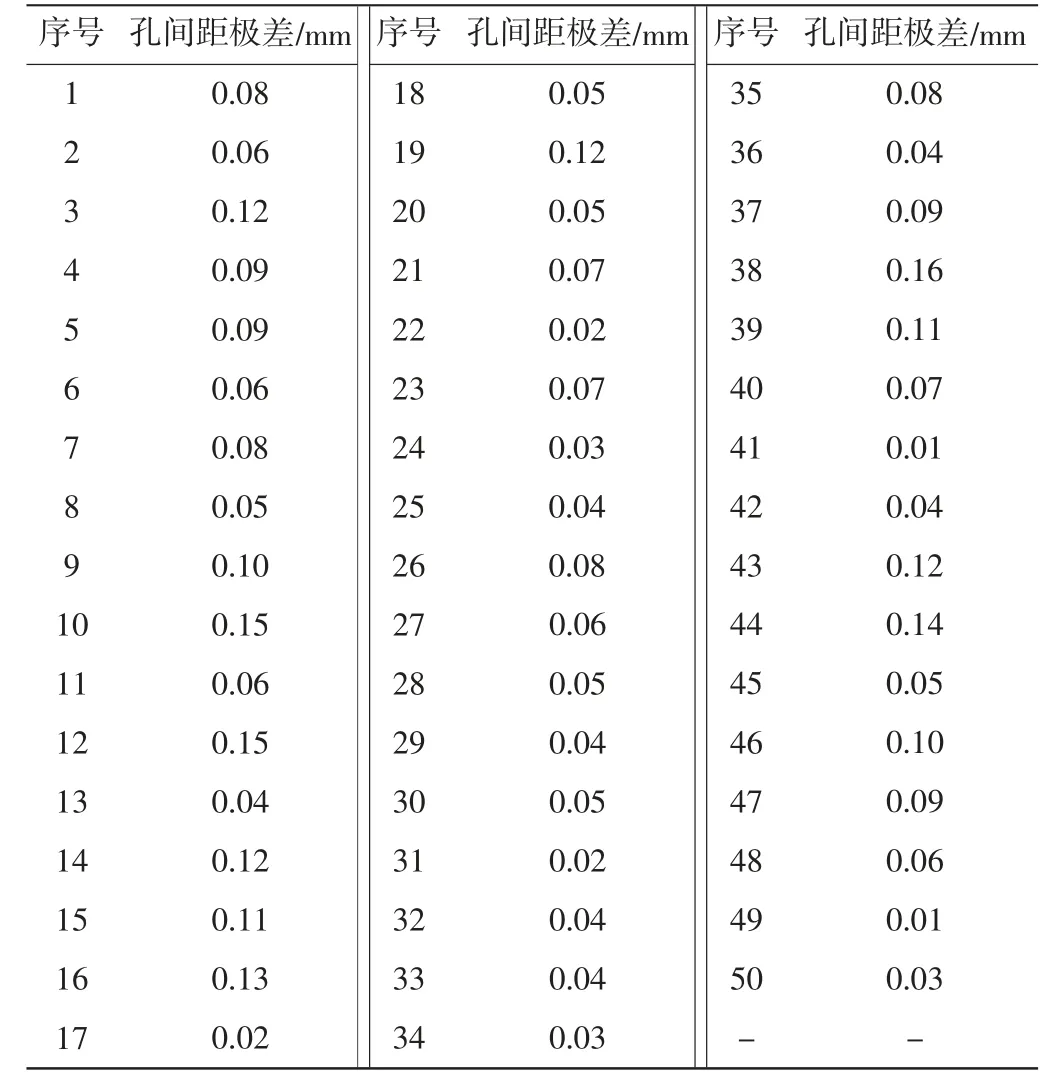
表4 激光孔间距极差统计表
如图8 所示,从折线图中可以看出,激光孔间距极差平均值为0.070 7 mm,所有样本值均满足工艺要求,孔间距均匀,极差小于0.2 mm 的目标达到验证预期。
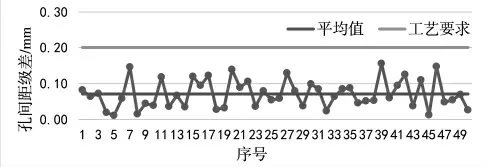
图8 激光孔间距极差折线图
4 项目效益
(1)保障了加热不燃烧新型卷烟规模化生产制造能力。PASSIM 卷烟机具备了中支卷烟在线激光打孔的功能,烟支激光打孔速度达到4000 支/min,满足中支加热不燃烧卷烟规模化生产需求,对企业自主生产加热不燃烧卷烟产品具有重要的战略意义。
(2)保障了设备柔性化生产多牌号卷烟的能力。改造后的设备不仅能够生产具有激光打孔工艺的卷烟,同时不会影响生产普通卷烟的功能,只需要关闭激光设备,即可用于生产其他无打孔工艺设计的卷烟产品,对多牌号卷烟生产的兼容性更好。
项目不仅促进了企业卷烟机设备通用性的提升,更为新型烟草的研发提供了有力的技术保障支撑,对云南中烟品牌战略发展将产生巨大效益。
5 结束语
PASSIM 卷烟机烟支定点搓转装置的研发,满足了PASSIM卷烟机在线激光打孔的工艺需求,技术上属于行业首创。该装置烟支交替夹持加速搓转的思路使烟支搓转角度不受鼓轮槽距的限制,对于不同卷烟机型、不同规格卷烟(细支、中支和正常支)在线激光配套打孔工艺生产都适用,在行业内具有广泛的推广应用价值。
猜你喜欢
中国新技术新产品(2022年24期)2022-03-24 03:07:32
商品与质量(2021年43期)2022-01-18 05:30:08
装备制造技术(2021年12期)2021-04-23 01:41:14
设备管理与维修(2021年1期)2021-03-05 04:05:56
装备制造技术(2020年4期)2020-12-25 05:26:16
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25 00:42:08
商品与质量(2019年42期)2020-01-17 08:07:50
新商务周刊(2017年8期)2017-12-24 14:04:53
西南农业学报(2016年4期)2016-05-17 05:42:15
机械与电子(2014年3期)2014-02-28 02:07:58
