颗粒茶成形设备设计与试验
2022-03-08 11:59:52陈加友
黎明职业大学学报 2022年4期
陈加友
(黎明职业大学 智能制造工程学院,福建 泉州 362000)
颗粒成形工艺是闽南乌龙茶加工工艺中的特殊工序,其作用是对揉捻叶经过一系列揉搓挤压,使茶叶产生卷曲紧结的颗粒形状。近年来,机械化制茶代替了传统的手工制茶,但成形工艺仍处于单机作业的半机械化水平,工序繁琐、劳动强度大、生产效率低,严重制约着连续化、清洁化乌龙茶初制加工生产线的建立。茶叶的速包—包揉—松包工艺已经不能满足日益增长的茶叶生产需求,连续性成形技术成为闽南乌龙茶加工过程中亟待解决的技术瓶颈[1]。刘波[2]探究颗粒茶成形工作原理,并设计一台颗粒茶成形设备,制成颗粒茶外观为绿色和颗粒状。薛志慧等[3]研究颗粒状乌龙茶的成形机理,分析了“速包+平板”和“全速包”两种成形工艺,以及各阶段茶叶柔软性、含水率、塑性等物理特性的变化。郝志龙等[4]认为闽南乌龙茶造型工艺中烘焙时机对造型效果具有显著影响。丁勇等[5]研究祁红颗粒茶的加工工艺,确定了祁红颗粒茶的最佳工艺。温晓等[6]利用不同粘合剂、不同粉碎粒度的藤茶制备颗粒茶,结果表明,粘合剂用量的比例为10%、藤茶粉碎粒度为60目,所制备颗粒茶的颗粒形态、滋味和组织形态最佳。但尚未有研究能解决闽南颗粒乌龙茶连续自动化成形的技术难题。因此,本研究根据颗粒茶的传统制作工艺,通过模拟手工制茶的反复压揉成形原理,研制了一款颗粒茶成形设备并开展试验研究,解决了连续性、自动化颗粒茶成形的技术难题。
1 整机结构设计
1.1 整机结构设计
颗粒茶成形设备由成形机及解块打散机组成,通过输送带使设备进行循环反复成形—解块打散作业,可以根据茶叶老嫩程度设置循环次数,直至茶叶颗粒成形,如图1所示。
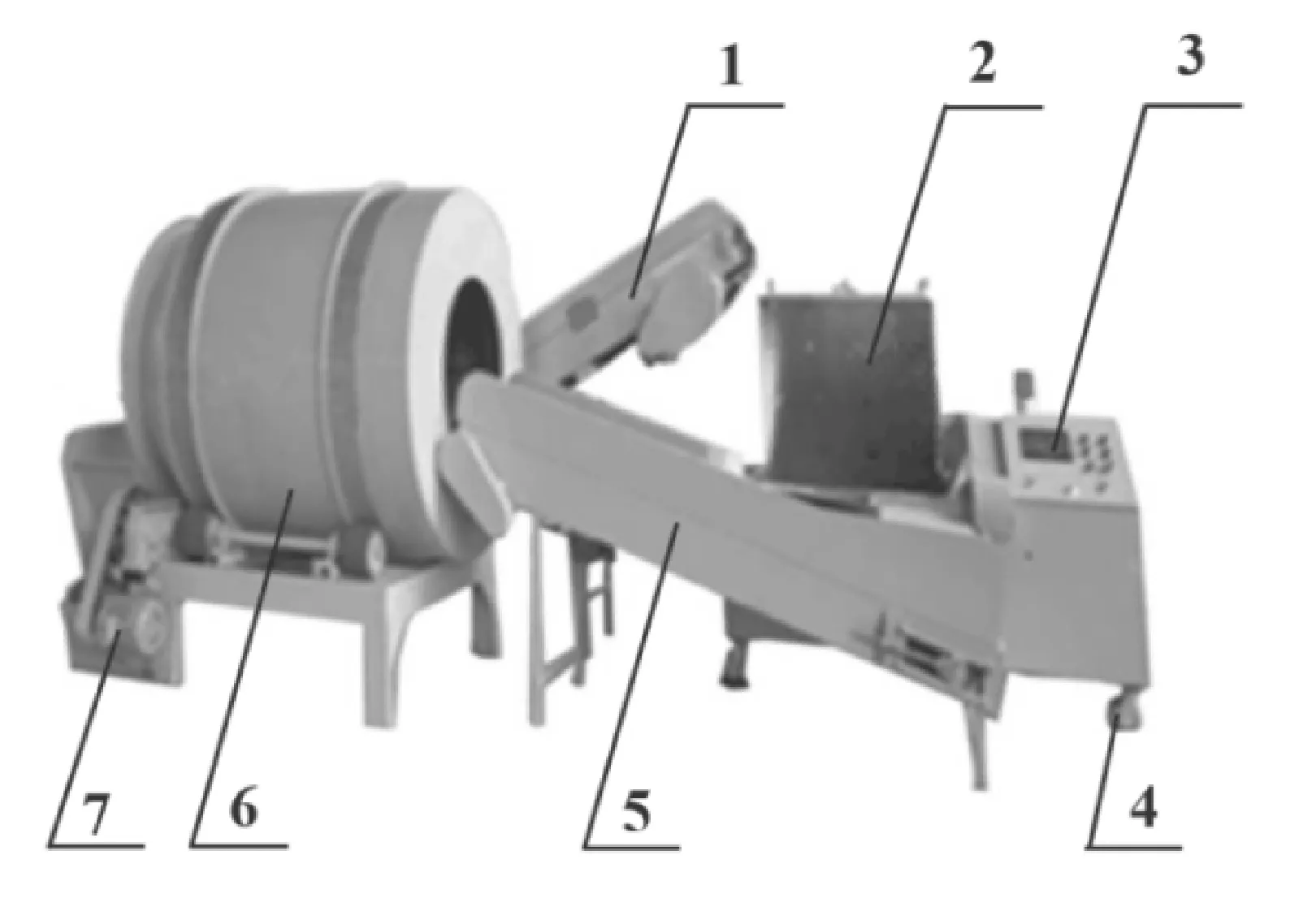
1.提升机 2.成形机 3.控制面板 4.活动轮 5.输送带 6.解块打散机 7.机架
1.2 关键设备的设计
1.2.1 成形机结构设计
成形机主要由盖板液压缸、盖板推杆、盖板、成形腔、盖板止位挡板、侧推气缸、控制系统等组成,如图2所示。
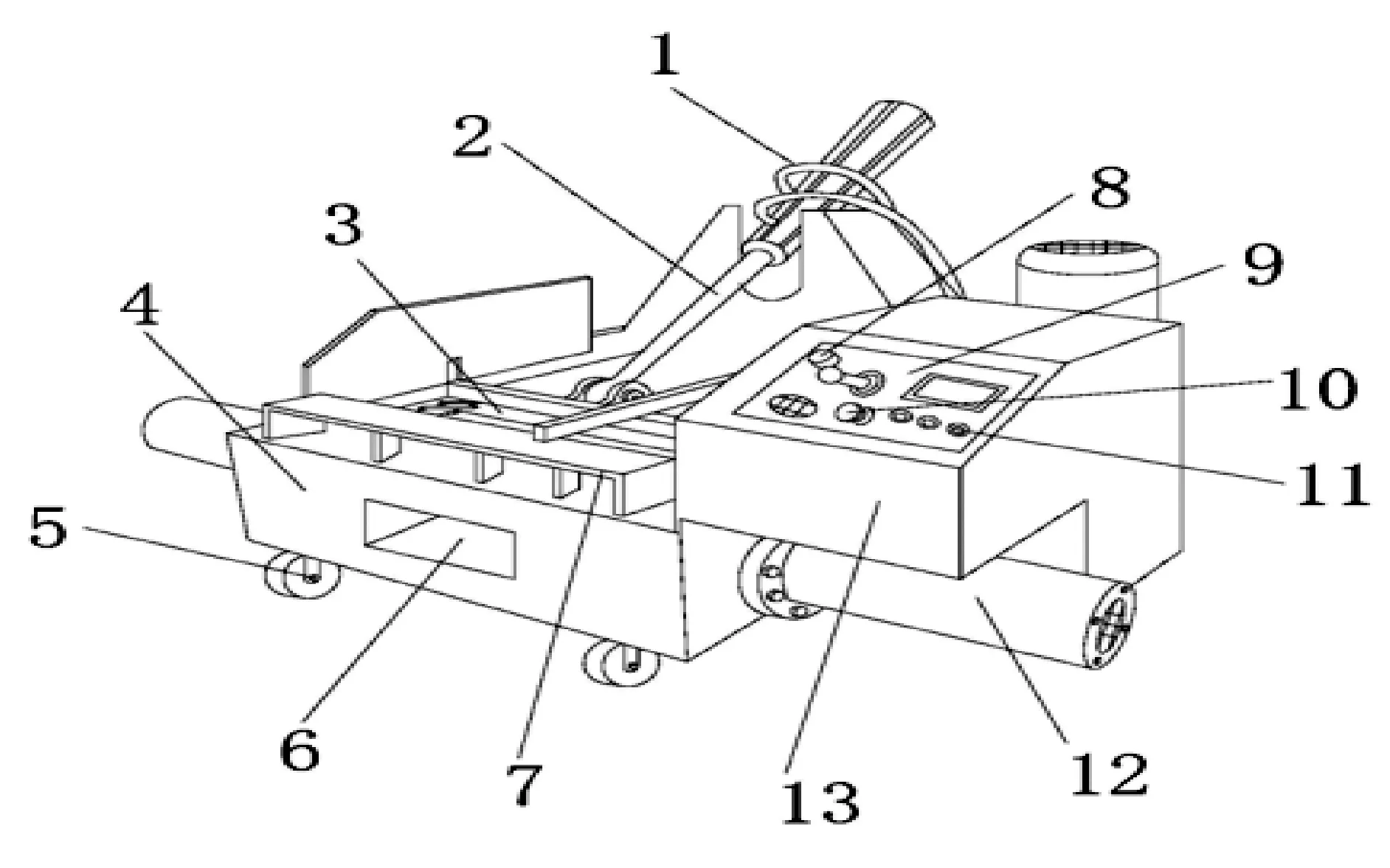
1.盖板液压缸 2.盖板推杆 3.盖板 4.成形腔 5.活动轮 6.出料口 7.盖板止位挡板 8.指示灯 9.控制面板 10.开关 11.调节旋钮 12.侧推气缸 13.控制箱
成形机利用液压原理,其压力大小可控(3~22 MPa),方便于茶叶挤压成形。由于乌龙茶造形叶属于粘弹性材料,具有粘弹性材料的“应力松驰特性”,在制叶束缚在茶包内的定包过程,茶叶内依然存在内应力,内应力在松弛阶段达到平衡应力点,对制叶进一步塑性变形起到重要作用。工作时茶叶如同装入一个大的长方体内,上板、下板固定,后板向前挤压一定位置后停住,左右两个侧板再向内挤压,一定时间停顿(保压时间)后,两侧板退开,后板退开,盖子打开,L型翻斗将茶叶翻出,实现了自动连续化生产,降低了人工成本,并有效提升了颗粒茶成形效率。
1.2.2 解块打散机设计
成形作业后的茶叶因茶汁挤出,使茶叶成团,同时会有茶末产生。颗粒茶成形设备设计添加解块打散机,采用“一次打散、二次筛末”的解块打散方式,减少茶叶在解块过程中的二次损伤所产生的碎茶及茶末,同时茶叶在随着滚筒的“抛—扬”运动及热风作用下,茶汁快速风干粘附在茶叶上。
1.3 颗粒茶成形原理
传统颗粒茶成形工艺工作流程为:茶巾布将茶叶包裹住成茶巾球,速包机滚辊作业使茶巾球在挤压—剪切压力下初步形成颗粒状,再经过包揉机压板作用使茶巾球内茶叶保压定形成球状,再经过松包机滚筒打散并初步烘干茶叶,通过速包机—包揉机—松包机反复交替作业,使茶叶最终成形为颗粒。但该工艺存在做形劳动强度大、效率低,且质量不稳定[2],不适合颗粒茶大规模连续性生产等缺点。
本颗粒茶成形设备工艺流程为:工作时将茶叶装入一个大的长方体内,上板、下板固定,后板向前挤压一定位置后停止,左右两个侧板再向内挤压,停顿至保压时间后,两侧板退开,后板退开,盖子打开,L型翻斗将茶叶翻出。通过解块筛末自动对茶砖进行松解打散,再送回成形机再次挤压,如此多次反复,直至茶叶成为颗粒状。
本设备利用液压原理控制压力,压力可控范围为3~22 MPa,这有利于茶叶挤压成形。针对乌龙茶茶青膨松、挤压时弹性大的特点,本设备通过不同方向反复的挤压折叠使茶叶制成颗粒茶的茶砖。再经过解块筛末打散并初步烘干茶叶,通过成形机—解块筛末反复闭环交替作业,使茶叶最终成形为颗粒状。该设备自动化程度高,适用于颗粒茶大规模生产。
2 系统设计
2.1 硬件设计
成形设备采用PLC取代传统的单片机控制电路,实现顺序控制、逻辑控制,通过总线与PLC连接,从而使PLC对茶叶生产过程中的各个开关量进行有效控制,进而实现生产过程的智能化控制;通过嵌入式触摸屏与PLC通讯来控制系统输入各项茶叶颗粒成形的控制参数。控制系统示意图,如图3所示。

图3 颗粒茶成形设备控制系统示意图
2.2 PLC模块设计
根据系统控制要求和控制功能分析,选择德国西门子的S7-200 SMART系列 CPU SR40作为核心控制单元,另外扩展一个模块EM AI04(4个模拟量输入)。CPU SR40 集成24输入点/16输出点。共40个数字量输入输出端口(I/O)点,4个模拟量I/O点,一个RS 485通讯接口。该型号PLC结构紧凑、处理速度快、价格适中,且具有一定的扩展能力,主要用于控制变频器及其他外部 I/O 数字量的处理等。控制系统的输入输出地址分配情况如表1所示。
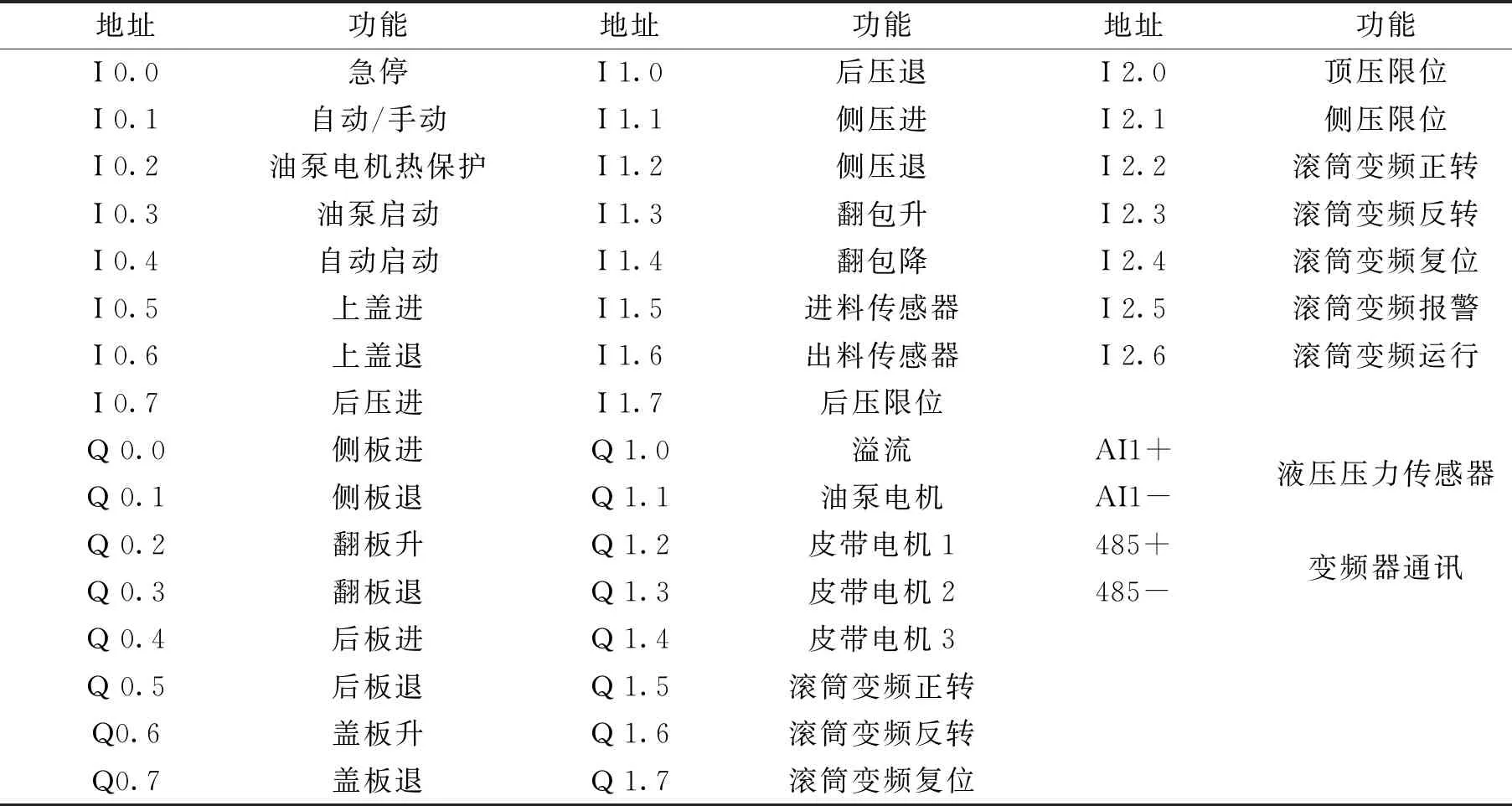
表1 控制系统输入/输出分配表
2.3 变频模块设计
变频器采用意科SV9系列变频器,以滚筒电机为例,接线如图4所示。
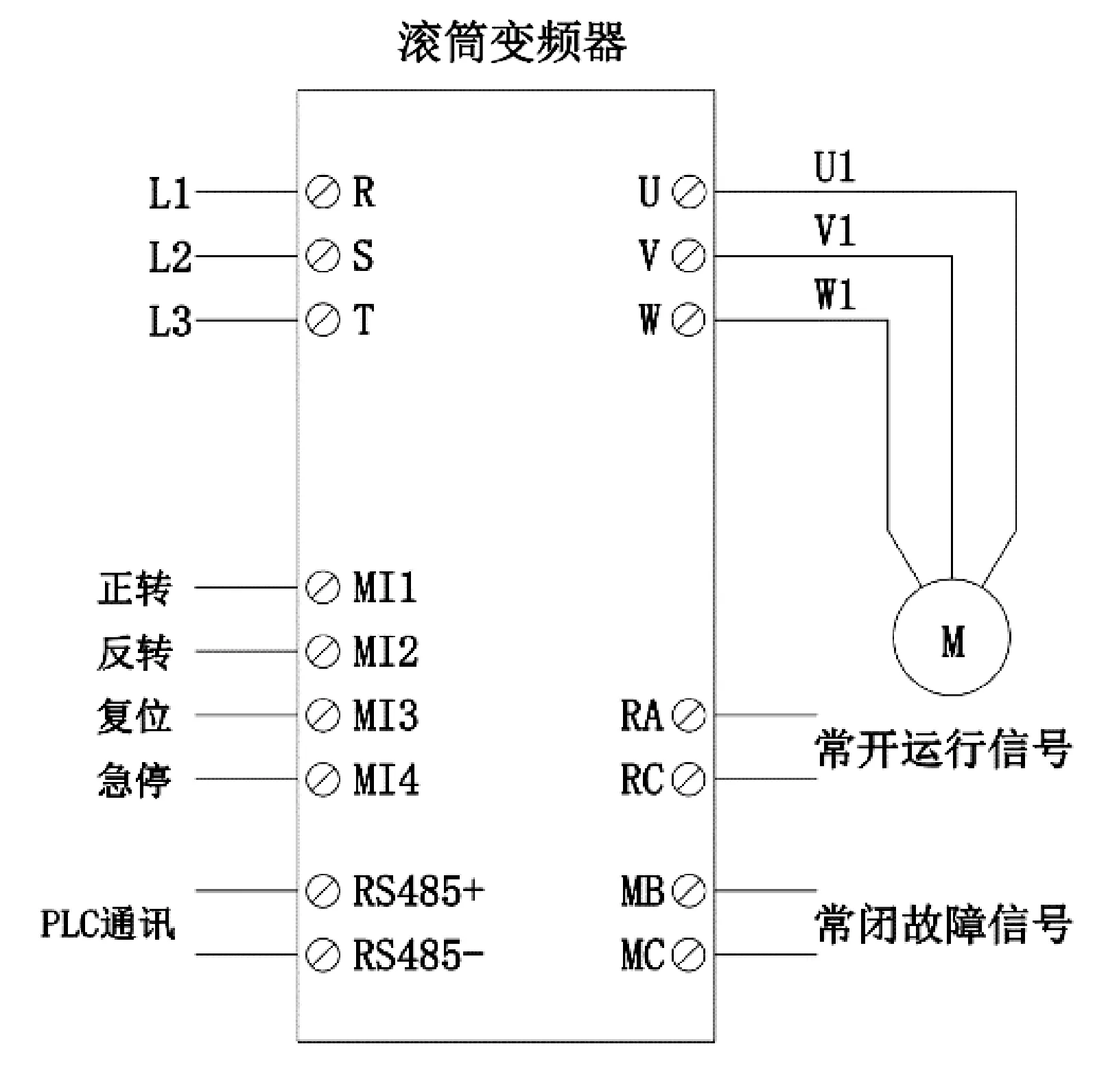
图4 变频器接线图
为了能够更加精准地控制滚筒的加减速时间及转速,需要通过RS 485与PLC通讯,以更快速、精准地传送所需参数,并便于对滚筒的实时运行状态进行调整。参数设置如下:控制方式采用二线式运转控制,正转/停止、反转/停止、复位,通过PLC数字输出点控制。加速时间、减速时间、频率基准则通过PLC通讯给定。通过观察茶叶质量、茶叶重量,设置解块筛末启动、停止时的加/减速时间与解块时滚筒旋转速度。降低茶叶解块时产生的碎茶及茶末。控制系统主电路接线如图5所示。
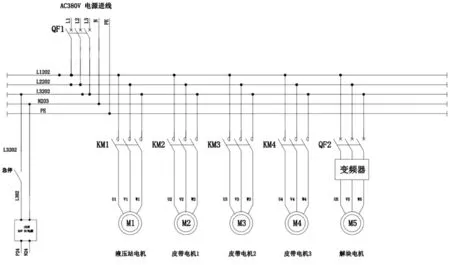
图5 主回路接线图
3 操作流程
制茶时,技术人员根据茶叶的老嫩状态来调控技术参数,参数设置完成后,系统启动进入自动控制阶段,在成形过程中如需修改参数,可直接输入,不需要停止自动程序,系统可根据不同批次进入的茶叶进行分段式计时。控制面板如图6所示。
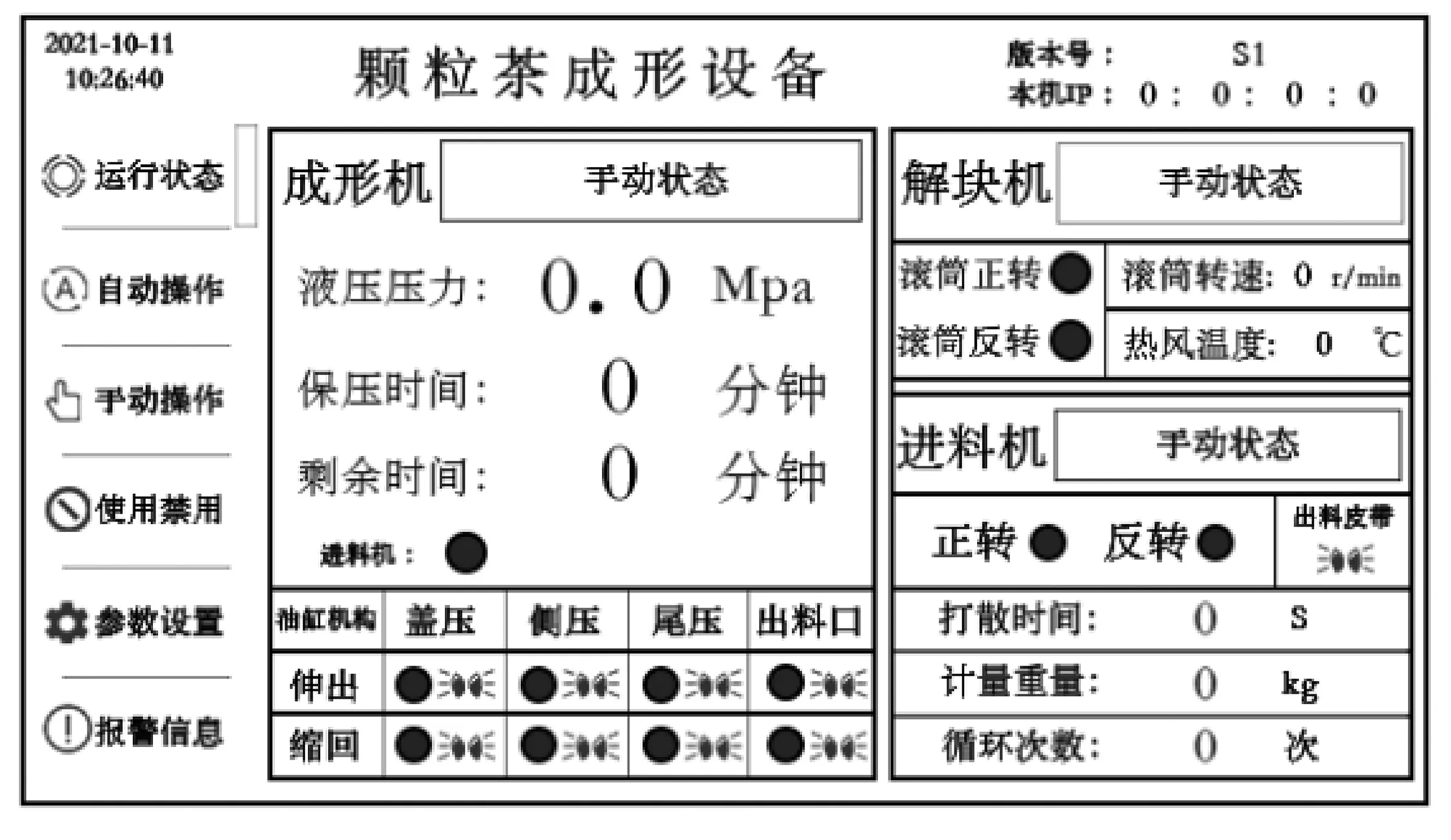
图6 控制面板示意图
该颗粒茶成形设备PLC控制流程,如图7所示。

图7 颗粒茶成形设备工作流程图
颗粒茶成形设备的控制过程如下。
(1)设置参数。循环次数(1~20次,可调),压力(3~22 MPa,可调),保压时间(3~600 s,可调),打散时间(1~600 s,可调)。通常情况下,压力、保压时间、打散时间应由小到大。例如:第一次调节压力为3 MPa,保压时间为10 s,打散时间为20 s;第二次调节压力为4 MPa,保压时间为15 s,打散时间为25 s。
(2)装第一袋茶并第一次成形。将第一袋经过杀青的茶叶(50 kg为宜)装入成形机。按下“工作”按钮,成形机根据设定参数自动工作,完成后将茶砖(称第一块茶叶)送出至进入滚桶的传送带上(传送带静止);此时,成形机内茶叶已清空,机器处于暂停状态。
(3)装第二袋茶。制茶人员将第二袋经过杀青的茶叶(同样50 kg左右)装入成形机中。
(4)两袋茶分别成形和打散。再按“工作”按钮,成形机工作,同时第一块茶叶经传送带进入滚桶正转打散,按设置的打散时间打散。若打散时间到,但第二袋茶叶在成形机还未完成,则滚桶静止等待;若成形机先完成第二袋的工作,则茶叶翻出至静止的传送带上。
(5)两块茶交替成形与打散。成形机完成第二块茶叶清空后,滚桶反转,由传送带将散开的第一块茶叶送入成形机,成形机自动启动工作;第二块茶叶进入滚桶打散。如此,周而复始,成形和打散交替循环工作,直到完成设置的次数为止。
(6)结束状态。第一块茶叶工作先结束,成形机将之翻出,同时报警提示;第二块茶叶结束后,同样报警提示。工作画面显示“工作完成”。
4 茶叶成形过程试验及对比
4.1 试验基本条件
颗粒型成形设备由福建佳友茶叶机械智能科技股份有限公司生产,样本茶选用产于安溪县龙涓乡举源茶叶专业合作社的本山茶,采样时间为2021年8月6日及2021年10月9日,杀青叶样本含水率在33%左右,采用多点(不少于8个点)随机和对角线加中心点五点采样法对试验所用的包揉叶及毛茶进行取样,并按照《食品安全国家标准食品中水分的测定(GB 5009.3—2016)》和茶叶感官审评方法(GB/T 23776-2018)进行检测,试验环境温度为(25±5)℃,空气湿度(RH)不大于85%。
4.2 试验仪器及设备
仪器包括托盘天平(载荷为100 g,精度0.1 g),由常熟市骏腾塑胶模具有限公司生产;对照组设备包括JY-6 CSB-75型速包机、JY-6 CBR-21型包揉机、JY-6 CSB-100型松包机,均由福建佳友茶叶机械智能科技股份有限公司生产。
4.3 试验过程
同一批本山茶鲜叶经晒青、做青、杀青后,采用常规成形工艺(对照组成形工艺)、颗粒茶成形智能设备成形工艺分别进行成形、烘干后,对照分析两种成形设备机及后处理工艺对毛茶成品品质的影响,如图8所示。
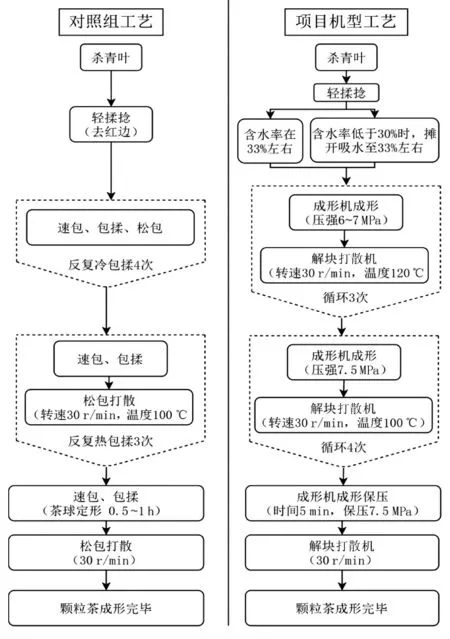
图8 不同成形设备试验工艺流程
4.4 两种成形设备效能对比
为了验证颗粒茶成形设备效能,设置对照组设备进行对比。在相同条件下,对照组设备与颗粒茶成形设备性能参数如表2所示。
从表2可见,在日产量方面,相比对照组设备,颗粒茶成形设备的日产量提高了316%;在操作人数上,颗粒茶成形设备操作所需人数也较少,可节省人工成本;在生产效率方面,颗粒茶成形设备大大高于对照组设备,是对照组设备的12.5倍;在电耗率方面,颗粒茶成形设备由于自动化程度高,其电耗率稍高于对照组设备。

表2 对照组设备与颗粒茶成形设备性能参数
4.5 两种设备制成品品质对比
参照国标《茶叶感官审评方法》(GB/T 23776—2018)的方法对茶样的感官品质进行审评,茶样各称取5 g,分别冲泡2、3、5 min后进行审评[7],采用评语与评分相结合的方法,总分100分,其中外形占比20%、香气占比30%、滋味占比35%、汤色占比10%、叶底占比5%,以加权方式计算品质得分[8]。评价数据结果,如表3所示。
从表3可知,对于暑茶而言,颗粒茶成形设备、对照组设备生产加工的茶叶感官品质的总分分别为86.50和86.35;就秋茶感官品质而言,颗粒茶成形设备、对照组设备生产加工的茶叶感官品质的总分分别为85.93和86.70。由此可知,颗粒茶成形设备与对照组设备生产加工的叶茶,其感官品质没有明显差别。
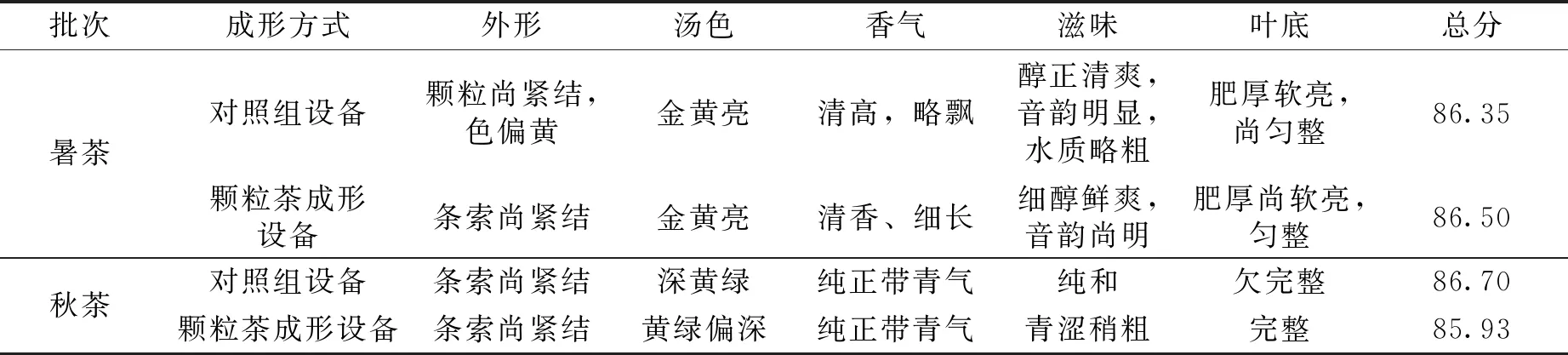
表3 不同成形设备技术对产品品质的影响
5 结 论
成形是颗粒乌龙茶形成固有风味品质的关键工序。原有的颗粒成形工艺采用包揉机和速包机反复多次揉压,使茶叶成颗粒状,存在劳动强度较大、生产效率较低、难以连续性自动化生产、制茶周期长和自动化程度低等缺点;同时工艺参数难以控制,导致品质不稳定。本文的颗粒茶成形设备,利用PLC控制技术,实现了颗粒成形、松包筛末、反复成形等功能,保证了乌龙茶特有风味,大大提高了颗粒乌龙茶的生产效率。
猜你喜欢
茶叶通讯(2022年2期)2022-11-15 08:53:56
创造(2020年5期)2020-09-10 09:19:22
模具制造(2019年4期)2019-12-29 05:18:58
山东冶金(2019年5期)2019-11-16 09:09:08
制造技术与机床(2018年9期)2018-09-19 06:48:36
快乐语文(2018年36期)2018-03-12 00:56:02
现代园艺(2017年11期)2017-06-28 11:32:37
滇池(2017年5期)2017-05-19 03:23:19
广东茶业(2016年4期)2016-02-27 11:12:59
广东茶业(2016年4期)2016-02-27 11:12:56