楔形防松内螺纹的参数、 丝锥和量规
2022-03-04 06:24许丽华
机电产品开发与创新 2022年1期
许丽华
(陕西航空宏峰精密机械工具有限责任公司, 陕西汉中 723007)
0 引言
在螺纹连接防松技术中,30°楔形防松螺纹正日益得到推广。 这种防松螺纹采用在内螺纹牙底部形成一个独特的30°楔形斜面。 与普通外螺纹件连接时,外螺纹的牙顶紧紧顶在内螺纹的这个30°楔形斜面上, 从而防止外螺纹相对内螺纹的轴向移动, 形成不需要其他外部辅助手段就能达到自身防松锁紧的作用。
该防松螺纹经过研究及验证, 现已发布为国家标准GB/T 37462—2019《30°楔形防松螺纹》。 此标准明确了楔形防松内螺纹的牙型、精度公差及各项参数要求。同时给出加工楔形内螺纹用的丝锥及检验内螺纹用的螺纹塞规的技术参数。
由于楔形螺纹防松性能与30°牙底斜面倾斜角及楔形斜面小径直接相关, 因此对楔形防松内螺纹斜面角度和小径的加工及检测尤为重要。
1 楔形内螺纹参数
楔形防松内螺纹(RLM)参数包括:牙底斜面大径、牙底斜面小径及斜面倾斜角(30°),螺纹螺距、牙侧角(30°)和牙顶小径。 与普通内螺纹(M)相比,它减少了螺纹中径一个参数, 增加了牙底斜面倾斜角和牙底斜面小径两个参数。
1.1 内螺纹中径
与楔形防松内螺纹配合的外螺纹符合GB/T 197(M外螺纹)或GJB 3.1A(MJ 外螺纹)的规定。 此处的内螺纹中径已经失去传统螺纹的配合作用。 内、外螺纹旋合承载后, 外螺纹的牙顶顶在内螺纹牙底的30°楔形斜面上,螺纹副的中径一般是不接触的,如图1 所示[1]。 因此,内螺纹中径已不是楔形防松螺纹的控制重点。 实际上,由于内螺纹牙底斜面小径处于内螺纹中径之下, 在内螺纹工件上已无法直接找到中径尺寸。 为此,在楔形防松螺纹国家标准中删除了内螺纹中径参数尺寸, 同时说明了螺纹中径与斜面位置(斜面大径和斜面小径)的关系。
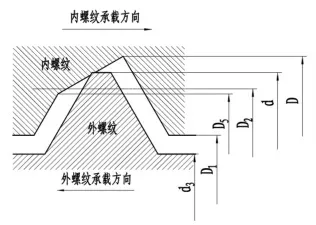
图1 承载后内、外螺纹的配合位置Fig.1 Fit position between internal and external threads after loading
1.2 内螺纹的牙底斜面倾斜角及斜面小径
楔形防松内螺纹的突出特点是牙底引入30°倾斜角的斜面, 它与牙侧面形成一个楔形螺纹独有的螺纹参数——楔形牙底斜面小径。 在其他螺纹参数相同情况下,斜面小径越小对螺纹锁紧性能越有利。 因此,楔形斜面小径参数的加工及检测技术是楔形螺纹产品质量控制的关键。
2 楔形内螺纹丝锥
楔形防松内螺纹加工一般采用专用刀具——楔形螺纹丝锥。根据被加工零件材料、攻丝设备和加工效率的不同,丝锥可以采用高速钢、高性能高速钢、粉末冶金高速钢等不同材料制作;根据攻丝零件孔的状态不同,可以选用直槽丝锥、螺尖丝锥、螺旋槽丝锥或螺母丝锥。 丝锥的具体结构型式尺寸要按照相应类型的标准执行。
内螺纹的加工精度及质量与丝锥的螺纹参数、 切削角度、 切削速度、 润滑冷却等因素密切相关。 国家标准GB/T 37462 资料性附录B 给出了楔形丝锥的螺纹参数要求,它包括螺纹牙型、螺纹公差、极限尺寸及偏差。
丝锥螺纹分为两个精度等级, 满足不同精度内螺纹的要求。 H1 用于加工4H 内螺纹,H2 用于加工6H 内螺纹。丝锥螺纹的牙型与内螺纹牙型相同,如图2 所示[1]。丝锥螺纹参数包括: 斜面大径和斜面小径及斜面倾斜角(30°),螺纹中径、螺距和牙侧角(30°)。 它比楔形内螺纹增加了中径参数值。 虽然楔形内螺纹参数里中径已不作为控制参数,但是为了便于安排丝锥制造工艺,在丝锥设计参数中增加了中径极限尺寸。 但是它不作为丝锥的验收参数。

图2 丝锥螺纹牙型Fig.2 Thread profile of tap
在丝锥的螺纹部分加工过程中, 首先将螺纹磨削成60°螺纹牙型,并要保证丝锥螺纹的中径、螺距和牙侧角合格。 螺纹参数可以采用普通螺纹(M)机用丝锥的测量方法。由于丝锥螺纹部分存在倒锥度,中径的检查位置要在丝锥螺纹的校准部分起点进行检查。在60°螺纹牙型磨削合格后,再单独磨削丝锥螺纹牙上的30°斜面,形成斜面大径和斜面小径。 这两个斜面直径尺寸的检查位置与螺纹中径的检查位置相同 (都在丝锥的校准部分起点检查)。 检查仪器可以采用万能工具显微镜。
丝锥的其他技术要求按照国家标准GB/T 969 执行。
3 楔形内螺纹检验用量规
为了方便、快捷地对楔形防松内螺纹尺寸进行判定,多采用楔形螺纹塞规对楔形内螺纹参数进行综合检验,而内螺纹牙顶小径则单独采用光滑极限塞规进行综合检验。由于螺纹塞规为综合检验,它不能完全控制斜面小径的极限尺寸。在需要可靠控制的情况下,可对斜面小径参数进行专门的测量。 下面介绍综合检验用的螺纹塞规和光滑塞规。
3.1 楔形螺纹塞规
30°楔形防松内螺纹用塞规有通端塞规和止端塞规。通端塞规检验内螺纹涂镀前的最小斜面大径和最小牙槽宽度;止端塞规检验内螺纹涂镀前的最大斜面大径。楔形螺纹塞规检查的螺纹参数与普通螺纹塞规不同。 楔形螺纹通端塞规和止端塞规牙型都有30°斜面倾角, 如图3、如图4 所示[1]。楔形螺纹塞规中没有单独检查螺纹中径最大极限的中径止规 (内螺纹中径已不是楔形防松螺纹的控制重点)。
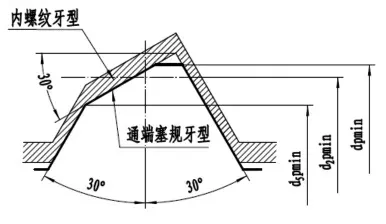
图3 通端塞规螺纹牙型Fig.3 Thread profile of GO thread plug gauge
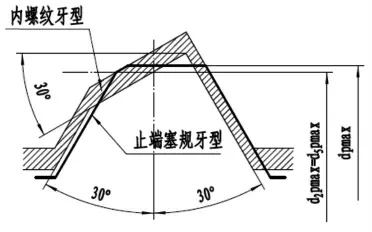
图4 止端塞规螺纹牙型Fig.4 Thread profile of NOT GO thread plug gauge
楔形螺纹塞规的参数有:斜面小径和斜面倾角、平顶大径、中径、螺距和牙侧角。 虽然楔形内螺纹的中径不作为控制重点, 但是在楔形螺纹塞规设计中要考虑螺纹塞规加工制造的工艺性,需要给出塞规中径设计值,并将其作为控制参数。因此在国家标准中,楔形塞规中径尺寸是验收参数。通端螺纹塞规要检验内螺纹的最小牙槽宽度,而止端螺纹塞规不检验最小牙槽宽度, 其牙宽要小于通端塞规的牙宽。
在加工量规螺纹时, 首先将螺纹磨削成60°螺纹牙型,并要保证螺纹的中径、螺距、牙侧角合格。螺纹参数的检查方法与普通螺纹量规相同, 螺纹中径可以采用三针测量方法,准确测量出螺纹中径值。楔形螺纹塞规的加工及测量难点是楔形斜面小径的加工控制及检测。在60°螺纹牙型磨削合格后,再磨削30°斜面。 斜面制造的难度较大,而且测量困难。当30°斜面磨削完成后,就无法采用三针测量方法对中径进行测量[2]。 在早期,用户对楔形螺纹塞规的检测存在一定的局限性。 随着检测仪器的完善及发展, 目前用户可以选用更适合的检测仪器对楔形塞规进行准确测量。例如采用螺纹综合扫描测量机,对楔形螺纹塞规牙型进行轮廓扫描, 测量机根据扫描数据运用内置测量程序, 可快速输出塞规螺纹中径和斜面小径测量值及螺纹的其他相关参数。
楔形螺纹量规的其他要求按照GB/T 3934 执行。
楔形螺纹塞规的用法与普通螺纹相同。 通端螺纹塞规应旋合通过工件内螺纹; 止端螺纹塞规旋入工件内螺纹的长度应不超过两个螺距(在退出量规时测定)。 若工件内螺纹的螺距少于或等于三个,不应完全旋合通过。
3.2 楔形螺纹牙顶小径塞规
内螺纹牙顶小径采用光滑极限塞规进行综合检测,有通端塞规和止端塞规。 按照国家标准GB/T 37462 附录A 图A.3。
光滑通端螺纹塞规应通过工件内螺纹; 光滑止端塞规进入工件内螺纹的长度应不超过一个螺距。
4 结束语
通过以上分析, 使大家知道了楔形防松内螺纹参数的控制要点,螺纹丝锥和塞规的加工方法和测量重点。这样, 可以帮助大家更好地保证楔形防松螺纹产品的质量要求。
猜你喜欢
客联(2022年3期)2022-05-31
云南教育·小学教师(2022年3期)2022-04-17
中国金属通报(2021年13期)2021-11-12
现代仪器与医疗(2021年4期)2021-11-05
内燃机与配件(2021年12期)2021-09-10
汽车实用技术(2021年16期)2021-09-09
内燃机与配件(2021年13期)2021-01-05
考试与评价·高二版(2020年1期)2020-09-10
读写月报(初中版)(2020年9期)2020-02-21
阅读与作文(英语高中版)(2019年8期)2019-08-27