
强化电动修复重金属污染土壤研究进展
2022-03-04 10:46高建明蔡宗平孙水裕邓阳红王丽鑫陈华山刘敬勇
环境科技 2022年1期
高建明, 蔡宗平, 孙水裕,, 邓阳红, 王丽鑫, 陈华山, 刘敬勇
(1.广东工业大学 环境科学与工程学院, 广东 广州 510006;2. 广东环境保护工程职业学院 广东省固体废弃物资源化与重金属污染控制工程技术研究中心,广东 佛山 528216;3.国科(佛山)检测认证有限公司, 广东 佛山 528200 )
0 引言
近年来, 随着人们对重金属矿产的过度开发利用以及化肥、农药使用量的逐年增加,不断加剧了土壤重金属污染问题[1]。据2014年《全国土壤污染状况调查公报》报道[2],调查了约2/3 的国土面积,发现土壤污染总超标率为16.1%(包括有机和无机污染),其中主要为重金属污染。同时,重金属是持久性污染物,无法降解,可在环境中积累,部分重金属通过食物链对人类健康造成潜在威胁[3],解决重金属污染问题刻不容缓。
土壤重金属污染修复主要通过2 种途径, 一是从土壤中去除;二是改变其形态,使其稳定钝化。 土壤修复方法原理可分为物理、化学、生物、电气和热修复5 种,具体方法为覆盖、封装、填埋、土壤冲洗、电动萃取、稳定化/固化、玻璃化、植物修复及微生物修复[4-5]。 电动修复技术是一种可以原位、快速对土壤重金属污染进行修复的技术, 特别适用于如高岭土等低渗透性土壤的修复,具有较广阔的应用前景。 该技术通过外加电场作用使土壤中的重金属发生迁移并在阴、阳两极富集,然后通过处理富集在阴、阳两极电解池中的重金属, 从而将重金属从土壤中永久性去除。 但电动修复实际过程中会存在聚焦效应、电极极化现象、 以纯水为电解液时重金属迁移能力不强等问题,造成电动修复效率低下。 目前,传统电动修复技术仍存在技术限制,工程化应用仍有难度[6]。 针对电动修复面临的问题,本文综述了诸如电极优化、电解液优化、 使用离子交换膜等强化电动修复研究进展,并指出目前电动修复面临的问题,提出相关建议,以期对电动修复土壤重金属研究提供有益借鉴。
1 电动修复装置构成、修复机制及影响因素
实验室常见的电动修复装置主要由直流电源、土壤室、电极、阴/阳极电解室等部件组成,其主体结构见图1。
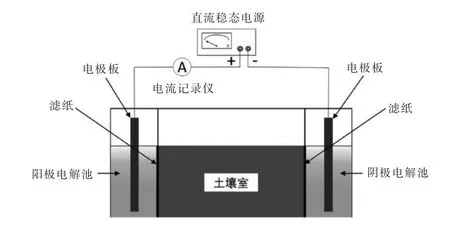
图1 电动修复实验装置示意
土壤中重金属离子通过电迁移、电渗流、电泳等方式迁移。 电迁移是指带电离子和离子络合物在外加电场作用下在土壤中的运动,阳离子向阴极移动,阴离子向阳极移动,是无机污染物的主要迁移机制;电渗流是指土壤孔隙表面带有的负电荷在与孔隙水中的离子形成双电层后, 由扩散双电层引起的孔隙水从阴极向阳极的流动; 电泳是带电粒子或胶体在电场作用下的运动, 通常情况下它与电迁移方向相反。在土壤介质中电迁移、电渗流是无机污染物迁移的主要方式[6]。电动修复过程中离子的主要迁移路径见图2。
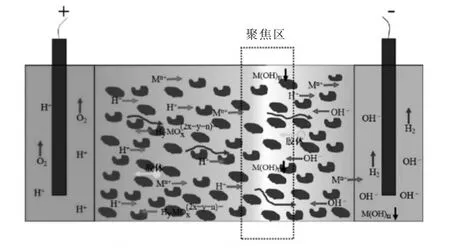
图2 电动修复过程中各物质迁移示意
电动修复效果受到如土壤类型、pH 值、 电极材料及结构、电解液种类等多种因素影响。电动修复适用于高岭土、黏土、沙土这类具有低渗透性、低氧化还原电位、弱碱性、高可塑性等特点的土壤重金属污染修复[7]。pH 值是影响电动修复效率的关键因素,通常在酸性条件下, 土壤中重金属更易从土壤表面解吸也更易迁移,有利于电动修复,但pH 值过低可能会改变电渗流的方向,使得电渗流从阴极流向阳极,不利于电动修复。 良好的电极材料可以提供更多的活性面积,提高电解效率,但电极电解过程中存在的极化现象则会降低电动修复效率, 目前常用的用电极材料有铂、石墨、钛合金等。 另外,电极的结构、配置等均会影响电动修复效率。 电解液对于电动修复的影响主要体现在2 方面,一是调节pH 值,避免或减轻聚焦效应引起的电动修复效率低下的问题;二是促进重金属从土壤中解吸,使离子溶于电解液中,提高电动修复效率。
2 强化电动修复重金属污染土壤的技术方法
2.1 电极材料优化法
良好的电极材料可提供更多活性位点, 电动修复时可以产生更大的电流,有助于电动修复的进行。电极材料强化电动修复通常有2 种方式: 一是选择良好的电极材料;二是对电极表面进行修饰。
电动修复过程中通常选用化学惰性强、 活性界面高的电极,钛、不锈钢、石墨等为电动修复常用电极材料。 XIAO J 等[8]将石墨、不锈钢、钛3 种电极材料应用于U 污染土壤的电动修复。 与不锈钢和钛电极相比, 使用石墨为电极材料时系统整体电流水平高于其他2 种电极材料, 对污染土壤中U 的去除率达到34.11%。而使用不锈钢和钛作为电极的去除率较低,分别为15.79%和18.77%。YUAN L 等[9]研发了一种碳纳米管包覆聚对苯二甲酸乙二醇酯纱线(PET-CNT)新型电极材料,与Pt/Ti 和石墨电极处理效果进行比较, 采用PET-CNT 为电极材料的电动修 复 对Cd,Cu,Ni,Pb 和Zn 的 去除率分别为89.7%,63.6%,90.7%,19.2%和88.7%。 与Pt/Ti 和石墨电极相比,Cd,Ni 和Zn 的去除效率均至少提高了约30%,Cu 和Pb 的去除效率分别提高了至少16.6%和6.9%。
诸如Ti,Pt,Ag,Au 以及不锈钢等电极在电动修复过程中由于电化学作用其表面容易发生钝化,电极的活性部位会被一层氧化膜包裹,增加电阻,降低电极反应活性,影响电动修复处理效率。故有必要增强电极表面粗糙度或在电极表面镀上一层金属氧化物以提高电极反应活性。电极修饰通常以Ti 为基底材料, 然后在其表面镀上SnO2-Sb2O5,IrO2-Ta2O5,IrO2,RuO2等金属氧化物,也有一些会用金属单质如Pt 和Sn 等进行修饰[10-12]。 MU'AZU N D 等[11]研究了电动修复去除含Pb 污染粘土时阳极材料性能的对比评价。实验选用石墨、玻璃碳、镀铱钛、Ti 4 种电极作为阳极,修复21 d 后,使用玻璃碳、镀铱钛、Ti ,3种电极材料修复后土壤中Pb 含量低于检出限,从各电极的整体表现来看镀铱钛电极处理效果最为理想。LI G 等[12]对比分析了钌铱涂层钛网、铑铱涂层钛网、钌铱涂层钛板3 种电极应用于Pb 污染土壤的修复效果, 结果表明,3 种电极材料对Pb 的去除率分别为95.27%,91.17%,86.19%, 钌铱涂层钛网作为电极材料,其修复高于其他2 种电极,但其能耗却低于另外2 种电极。
2.2 极性交换法
极性交换法是指在电动修复过程中每隔一段时间改变一次电极的极性,使得H+,OH-在土壤两端交替产生,保持土壤pH 值处于中性范围,避免阴极产生过量的OH-离子进入土壤中与重金属离子反应生成氢氧化物的沉淀,影响电动修复处理效率。 极性交换法能缓解聚焦现象带来的负面效应, 提高处理效率。 聚焦效应的产生主要因为阳极产生的酸峰及阴极产生的碱峰会在土壤某一剖面相遇,造成pH 值快速变化,重金属在此易形成沉淀,难以继续迁移。
LU P 等[13]采用极性交换法修复某一废弃工业场地中的Cr,Cd。 在控制极性交换频率为每48 h 交换1 次时,Cr 和Cd 的修复率分别为88%,94%;极性交换时间为96 h 时,Cr 和Cd 的修复率分别为70%,82%; 而常规的固定电极Cr 和Cd 的处理效率分别为57%,49%。ZHOU M 等[14]以太阳能为电动修复的供电源并采用极性交换法处理受Cr 污染的土壤。结果发现采用极性交换法的处理效果优于固定电极,其中处理效果最好的是以直流电为供电源的极性交换组,总Cr,Cr(Ⅵ),Cr(Ⅲ)的去除率分别为43.65%,91.88%,19.32%, 处理后的土壤中主要以Cr (Ⅲ)存在,对环境及人体的毒性大大降低。 SUN R 等[15]采用极性交换法修复Cr 污染土壤发现,未极性交换的电动修复对总Cr 及Cr(Ⅵ)的去除效率高于极性交换法处理,但极性交换对土壤pH 值变化影响较小。
2.3 逼近电极法
逼近电极法是指在电动修复过程中固定一端电极, 然后将另一端极性相反的电极不断向固定电极方向逼近,通过缩短阴、阳两极的距离不断压缩由聚焦效应产生的聚焦区, 克服聚焦效应的不利影响提高电动修复效率。 采用阳极逼近法处理后的土壤一般酸化程度会比传统电动修复高。
苏潮金等[16]发现采用阳极逼近对废弃电镀厂含Ni 土壤进行电动修复,Ni 的去除率可达67.2%,传统电动修复方法只有31.5%。 YAO W K 等[17]采用零价铁可渗透反应墙与逼近阴极法联合处理修复受As 污染的土壤, 研究结果表明传统电动修复处理As 的效率仅为4.23%,而零价铁可渗透反应墙或逼近阴极法处理的效率分别为21.17%,20.30%, 但与传统电动修复处理相比逼近阴极法的能耗更高。TANG J 等[18]以多金属复合污染污泥为修复对象。 发现以去离子水为电解液时, 采用阳极逼近法的对Cu,Zn,Cr, Pb, Ni,Mn 去除效率分别为41.0%,44.6%,47.2%,35.2%,45.0%,44.2%, 各重金属离子去除高于固定电极, 而当采用可生物降解的乙二胺二琥珀酸(EDDS)为电解液协同阳极逼近法时,其去除率可进一步提高,6 种重金属离子的去除率效率分别为52.2%,56.8%,60.4%,47.2%,53.0%,54.2%。
2.4 二维电极优化
电动修复过程中电极的数量及空间排布不同其电场强度、电场有效面积也会不同,对于电动修复效率有着较大影响。 电动修复的实验室研究及场地研究多采用一维电极形式, 即阴极和阳极采用一一对应的平行排列方式。 考虑到场地修复现场中存在修复面积大、受多种因素干扰等问题,如何优化电极的排列方式就显得非常重要。 二维电极排列的方式主要有三角形排列、四边形排列、六边形排列。 详见图3。
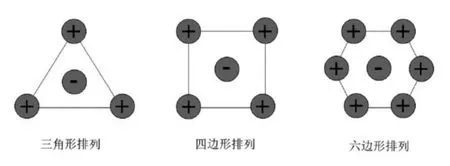
图3 三角形、四边形、六边形二维电极排布示意
刘芳等[19]研究认为一维电极中正方形排列有更高的电场有效面积, 而二维电极则是六边形排列有更良好的电场有效面积。ZHOU H D 等[20]采用阵列电极与可渗透反应墙结合, 对Cd 的去除率可达93.1%。 KIM S O 等[21]对一维电极与二维电极配置处理多金属(Cd,Cu,Ni,Pb 和Zn)污染土壤的性能进行了比较, 其中4 阳极/4 阴极一维电极配置对于重金属Cd,Cu,Ni,Pb 和Zn 的去除率分别为69.1%,69.2%,74.7%,28.3%和71.3%, 能耗为15.6 kWh/t。而由6 阳极/1 阴极的六边形配置对于重金属Cd,Cu,Ni,Pb 和Zn 的去除 率分 别 为79.8%,82.6%,83.7%,34.3%和81.1%,能耗为22.0 kWh/t。尽管六边形电极配置能耗高于一维电极配置, 但前者的处理效率更高。
2.5 电解液强化电动修复
电动修复过程中使用的电解质显著影响土壤的pH 值、重金属形态、Zeta 电位、电导率、电渗流等,而pH 值等因素又会影响电动修复处理效率[22]。 传统电动修复以水为电解液,但由于土壤对重金属的吸附、聚焦效应等负面因素影响其处理效果往往并不理想, 故需要通过优化电解质的种类来调控土壤pH值、改变重金属形态或价态、增溶、促解吸,增强重金属的迁移能力,强化电动修复处理效率。电解质的种类主要有螯合剂、有机酸、无机酸、碱等。螯合剂包含2 个或多个配体, 它们能与重金属形成稳定的环状配位络合物,该种络合物就称之为螯合物。螯合剂可以将吸附在土壤表面的微量重金属解吸下来形成的具有强水溶性的螯合物,增强重金属的迁移性。常见的人工合成的螯合剂包括乙二胺四乙酸(EDTA)、乙二醇双四乙酸(EGTA)等以及天然的包括柠檬酸、酒石酸等。 无机酸和碱主要用于调节阴、阳两极的pH值,酸性环境有利于大多数土壤中的重金属解吸,但As 在碱性环境更易解吸,故需要根据不同的处理对象合理选择电解液。
章梅等[23]研究了柠檬酸、乙二酸四乙酸二钠(EDTA)作为电解液分别对Cd,Pb 复合污染的棕壤及红壤进行电动修复研究。 发现EDTA 适合作为棕壤土的电动修复时的电解液, 修复4 d 时对Pb,Cd 的去除率分别为13.2%,17.8%; 柠檬酸则适用于红壤土的电动修复,在修复时间延长到10 d,电解液为柠檬酸时Cd 平均去除率达91.1%; 电解液为EDTA 时Pb平均去除率达63.2%。 对于电解液的强化电动修复研究的部分情况见表1。

表1 电解液强化电动修复重金属污染土壤研究
2.6 离子交换膜强化电动修复
离子交换膜(ion exchange membranes ,EM)是一种含离子基团的、 对溶液里的离子具有选择透过能力的高分子膜。离子交换膜可分为2 类,一类是只允许阳离子通过的阳离子交换膜 (cation exchange membranes ,CEMs),另一类则是只允许阴离子通过的阴离子交换膜(anionexchangemembranes,AEMs)[28]。在电动修复过程中, 土壤样品室与阴极电解室之间用阳离子交换膜隔开, 土壤样品室与阳极电解室之间用阴离子交换膜隔开, 阴极端产生的OH-被阳离子交换膜阻隔而无法进入土壤室, 避免了聚焦现象的产生, 阳极端产生的H+则被阴离子交换膜阻隔,避免土壤过度酸化引起电渗流变化及对土壤的破坏。 离子交换膜的使用能有效控制土壤的pH 值,提高电动修复的处理效率, 但在修复过程存在污染物沉积引起的膜污染问题。
KIM W S 等[28]探究了在矩形电动修复装置及圆柱形电动修复装置中应用离子交换膜强化电动修复去除土壤中Cd,Pb。结果表明,在矩形电动修复装置实验中,原始土壤室Cd,Pb 的质量分数分别为1 500,5 000 mg/kg,修复结束后,无离子交换膜的对照组对Cd,Pb 的去除率分别为42.64%,26.74%, 而使用离子交换膜的去除率则分别为81.42%,54.46%, 对比数据可以发现使用离子交换膜显著提高了电动修复效率。同时,通过在圆柱形电动修复装置中设置一个辅助溶液池有效缓解了膜污染问题, 进一步减少了土壤中Cd,Pb 的含量。 SONG Y 等[29]采用双阳极离子交换膜及电解液循环增强电动修复处理被重金属污染的废弃电镀厂土壤。 采用EDTA 外加双阳极离子交换膜及电解液循环装置强化电动修复对Cu 和Ni 的去除率比传统电动修复处理效率提高了3~10倍,但对于Cr 而言,3 组实验去除效率均不高。
3 结论与展望
电动修复技术是简单、原位、绿色、无二次污染、具有较强应用前景的新兴技术。对于污染物多样、成分复杂的实际污染土壤而言, 传统电动修复技术难以对其进行高效修复, 电动修复目前研究多集中于多种强化技术协同及电动修复与其他技术联用,但这些研究大多停留在实验室阶段,鲜见现场应用。实际应用仍存在较多问题,如:①长时间电动修复过程中聚焦现象及电极极化现象造成的处理效率低下,重金属在阴极侧或阳极侧聚集; ②实验室条件下的电极配置难以应用到实际污染土壤表面; ③对于一些比较稳定难以从土壤中解吸下来的重金属处理效果不佳;④在实际场地修复中,一些偏远地区无法直接供电,限制了电动修复的使用。
现阶段, 应加强电动修复的田间实验, 解决供能、聚焦、电极极化、电极配置等问题,寻找环境友好、解吸能力强的强化试剂。多种强化电动修复技术联用及电动修复与其他土壤修复技术联用依旧是今后研究的主要方向,同时,加强电解液的研究,寻找或研发强解吸、易降解的绿色强化试剂,是进一步提高电动修复效率和推广应用的必要。
猜你喜欢
化工管理(2022年14期)2022-12-02
电池(2022年4期)2022-11-07
科学技术与工程(2021年18期)2021-08-11
陶瓷学报(2021年1期)2021-04-13
储能科学与技术(2020年2期)2020-04-04
皮革制作与环保科技(2020年14期)2020-03-17
时代英语·高一(2019年5期)2019-09-03
中国校外教育(中旬)(2018年9期)2018-09-30
电子制作(2017年23期)2017-02-02
数理化学习·高一二版(2009年2期)2009-03-30
