强磁场环境下钢板(管道)消磁焊接施工工艺法
2022-02-24 13:54黄倩戴曦
新型工业化 2022年12期
黄倩,戴曦
1.云南铝业股份有限公司阳宗海铝电解分公司,云南昆明,650502;2.云南云铝绿源慧邦工程技术有限公司,云南昆明,650502
0 引言
强磁场对焊接工作带来的难题尤为突出。强磁场环境下,一些焊接部位因为电焊弧受磁偏吹导致不能施焊,即使可施焊,因磁场的影响,焊接质量大大下降,而且还会增加施工时的电耗与辅材焊丝、焊条、钢材等的损耗。在不停产状态下进行施工,施工的部位于强磁场车间附近,且靠近母线,现场磁场大,焊接难度高,尤其是压力管道、烟道等环缝,采用一般的焊接工艺无法进行焊接[1]。通过对现场强磁场环境进行检测和分析,在施工过程中不断改进完善焊接方法,逐渐形成了一种稳定可靠的强磁场下焊接钢板(管道)的施工工艺法。
1 强磁场环境下钢板(管道)消磁焊接施工工艺特点
1.1 解决了强磁场环境下钢板(管道)焊接困难、质量差的问题
现场磁场强度大,高斯仪测量显示一般为2400~11000高斯。现场各吸收塔、烟道、管道等安装时,环缝无法进行焊接,立缝虽能焊接但焊接质量差、焊接困难。采用该工法后,均能正常进行焊接。图1为焊接现场焊条受强磁场直立图。

图1 磁场环境下焊条受磁直立图
1.2 线圈制作取材方便
用现场的钢板或钢板边角料就可以制作线圈的框架,取材方便。线圈使用专用的绝缘软铜线,方便制作。
1.3 线圈制作简单
不论是U型框架的焊接还是线圈的缠绕,均易于操作。现场工人经过简单的技术交底后,均能熟练掌握。
1.4 操作简单
焊接时,线圈使用简单易学,工人很快就能熟练使用。
1.5 材料与工具可以再利用
焊接完成后,框架缠绕的绝缘软铜线拆下来后依然能正常使用。制作框架用到的钢板材料也可回收。
2 适用范围
本工法适用于强磁场环境下,利用线圈消磁后钢板(管道)的焊接工程。
3 工艺原理
不论是管道焊接,还是钢板焊接,工艺的电弧柱是具有一定电离度的气体,其正负电荷量是相等的,宏观上是中性的,但在微观上却是正负电荷分离,并且向一定方向移动形成的电流,因此,当有强磁场存在时,磁场将对电荷产生磁力推力的作用。磁场导致磁偏吹,造成焊接过程中焊缝焊接难操作、焊缝成型差等一系列的问题。
线圈在接通电流(直流)后,在线圈周围会产生一个稳定的电磁场。把线圈放置在焊接缝上或线圈缠绕至焊接管道上,给焊接部位增加了一个外加稳定磁场,使线圈电磁场产生的作用力削弱或者抵消焊口部位(局部)的磁场,从而达到可以焊接的目的[2]。
4 工艺流程与要点
4.1 工艺流程
线圈准备→线圈固定→连通电源→焊接→焊接完成→(切断电源→线圈移位、固定→接通电源→焊接→焊接完成)
说明:()内的工艺流程,随着焊接重复进行。
4.2 准备工作
4.2.1 线圈准备
①焊接U型线圈绕架,尺寸为30 0 mm2*200mm2*300mm2,该尺寸可根据现场条件与实际使用效果进行调整。如图2所示。②缠绕线圈。线圈采用绝缘软铜线,每个线圈用绝缘软铜线约10m(可根据磁场大小进行调整)。如图3所示。③绝缘软铜线缠绕时,注意在U型框架的每边缠绕圈数相等,每边留有一个接线端。④线圈预留两个接线口,与强磁场焊接消磁设备正负直流电源连接。⑤用高斯仪对线圈两端磁场分别进行检测。调节强磁场焊接消磁设备电流,分别记录数值。

图2 U 型电磁铁框架
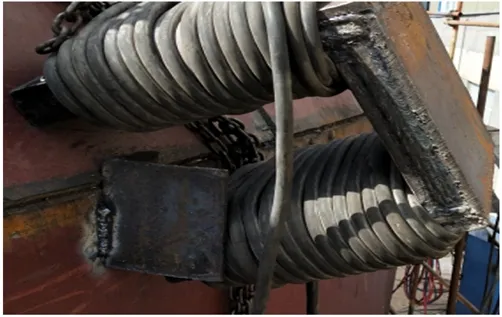
图3 U 型电磁铁
4.2.2 作业人员准备
一名焊工、一名辅助工,两人一组,操作熟练后,一名辅助工人可以服务多名焊工。作业前接受技术交底,对线圈的使用与操作做到心中有数[3-5]。
4.3 线圈固定
①用1~2吨倒链,吊住自制U型电磁铁线圈框架,调节线圈的高度。②为了更好地移动倒链,可以在壁板上焊接两个开孔的钢板耳朵,一根圆钢或者钢管穿过两孔。把倒链挂钩挂在圆钢或者钢管上。通过移动倒链,方便移动自制U型线圈,这种方式尤其适合锥体部分的环缝焊接。③塔体部分环缝焊接时,可以制作一圈滑动轨道,把线圈固定在轨道上,移动时也比较方便。④管道焊接亦可采用绝缘软铜线直接缠绕焊接管道的方式进行,不需要线圈框架。接通电源,使U型框架线圈吸在焊缝的两侧,进行焊接。焊接完成后,断掉强磁场焊接消磁设备电源,使线圈从塔壁上松开。移动框架线圈,到达另外的焊接位置,固定好后,进行焊接。
5 材料与设备
5.1 消磁焊接工艺法
5.1.1 强磁场环境下金属焊接板消磁焊接工艺法
①利用自制U型电磁铁缠绕绝缘软铜线搭接在金属焊接板A与金属焊接板B对焊坡口位置。②高斯仪测量出强磁场环境磁场强度和磁力线方向,也可利用焊条在强磁场环境下倾倒方向测试出强磁场环境的磁力线方向。③自制U型电磁铁通入大功率直流电源,U型电磁铁形成磁场并与强磁场环境的磁力线方向相反,逐步调节大功率直流电源输出,直至U型电磁铁形成的磁场与强磁场环境的磁场形成相互作用抵消磁场。④直流焊机进行金属焊接板A与金属焊接板B坡口对焊。
5.1.2 强磁场环境下管道消磁焊接工艺法1
①金属焊接管道A与金属焊接管道B均有磁场,利用绝缘软铜线按照高斯仪测定的磁力线相反方向缠绕在金属焊接管道A与金属焊接管道B上,形成线圈。如图4所示。②大功率直流电源发生器通入直流电源进行反向磁场消磁。③直流焊机进行金属焊接管道A与金属焊接管道B坡口对焊。
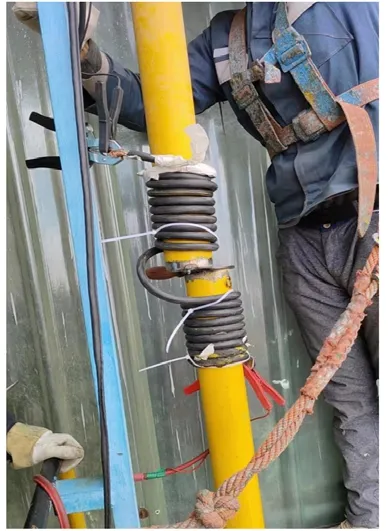
图4 金属管道焊接方法1
5.1.3 强磁场环境下管道消磁焊接工艺法2
①焊接管道A有磁场,焊接管道B无磁场。②利用绝缘软铜线按照高斯仪测定的磁力线相反方向缠绕在焊接管道A上,形成线圈。如图5所示。③大功率直流电源发生器通入直流电源进行反向磁场消磁。④直流焊机进行金属焊接管道A与金属焊接管道B坡口对焊。自制U型电磁铁如图6所示。按现场实际需要制作U型框架。

图5 金属管道焊接方法2
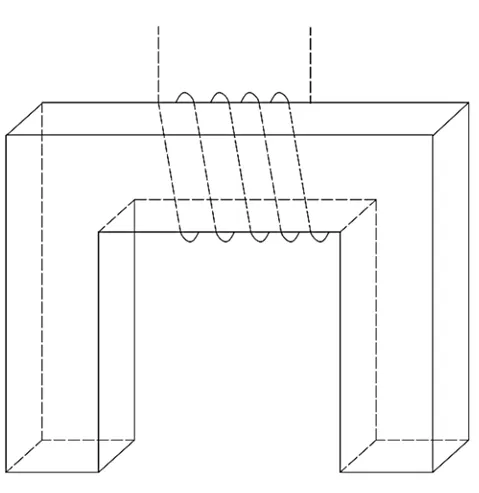
图6 自制U 型电磁铁
5.2 强磁环境消磁焊接主要材料与设备
见表1。
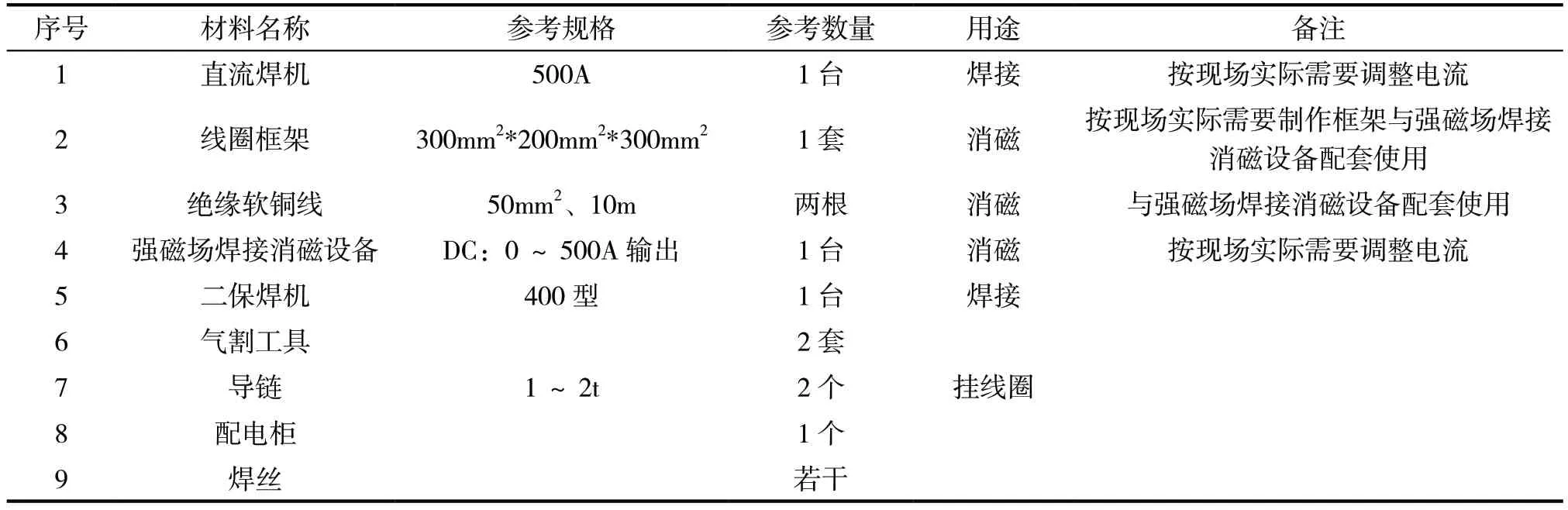
表1 强磁环境消磁焊接主要材料与设备表
6 质量控制
6.1 标准规范
本工艺法主要遵照执行以下国家标准规范:《建筑工程施工质量验收统一标准》GB 50300-2013[6]、《钢结构工程施工质量验收规范》GB 50205-2001[7],以及地方性法规、业主提供的施工蓝图及说明书。
6.2 质量控制
施工前严格进行图纸会审,编制施工技术文件、施工方案与技术措施交底。施工中严把施工程序关、操作规程关、原材料检验关、隐蔽工程验收关、工序交接关。工作环境严格控制焊接的环境温度、湿度、风速等。
6.3 焊接检验
焊缝的表面质量及检验方法应符合表2的规定。
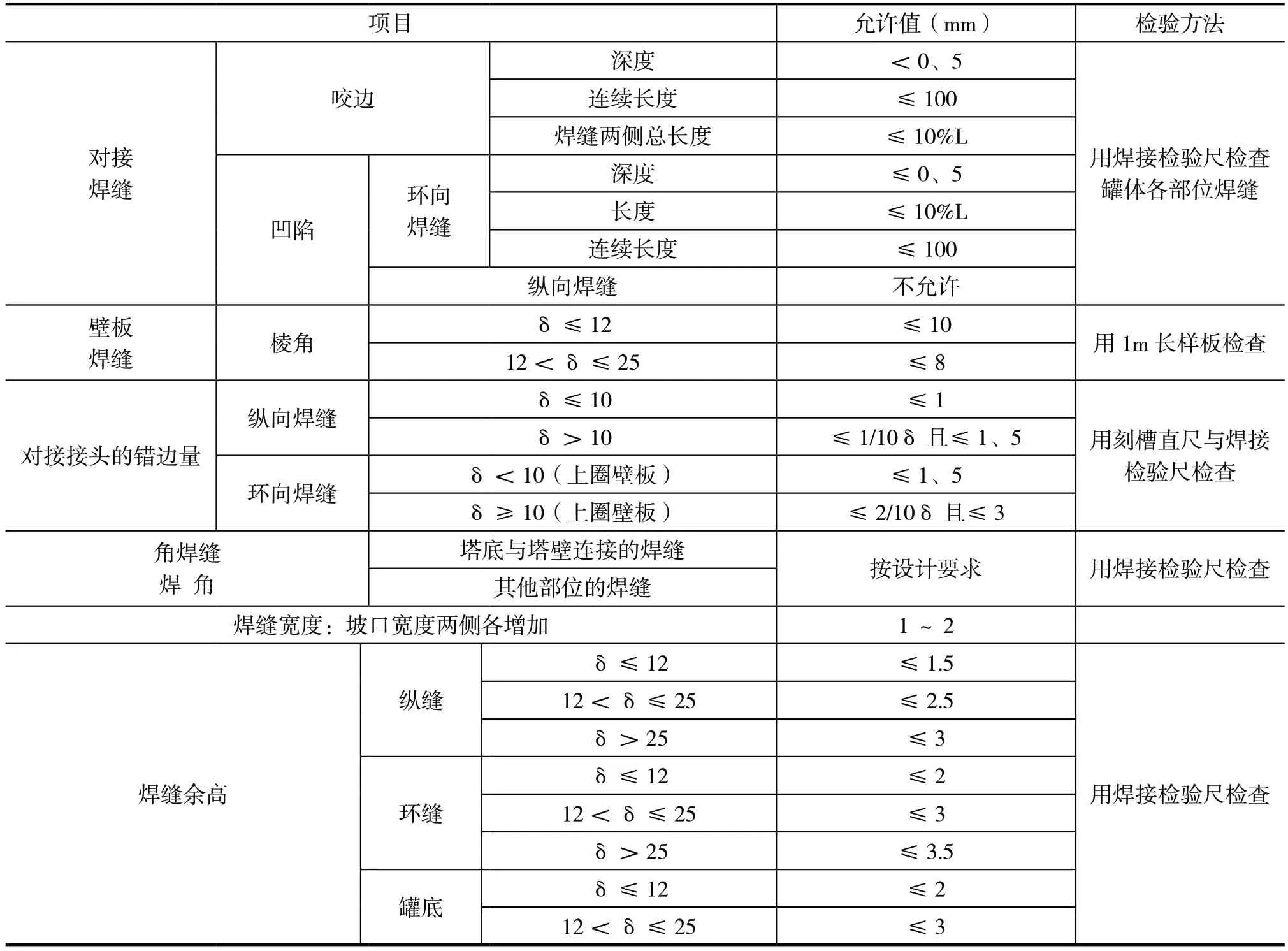
表2 焊缝表面质量及检验方法规定
7 结语
某铝电解厂安装天然气输送管道焊接工程中,使用了该工艺法,解决了环缝因电解大电流产生的磁场导致管道不能焊接或焊接后质量差的问题,整体验收合格。该工艺具有良好的推广价值。
猜你喜欢
家庭影院技术(2021年8期)2021-11-02
奥秘(创新大赛)(2020年2期)2020-05-21
军事文摘(2019年13期)2019-07-12
中学生数理化(高中版.高考数学)(2017年3期)2017-05-04
中学生数理化·高三版(2017年3期)2017-04-21
中学生数理化(高中版.高二数学)(2017年1期)2017-04-16
造船技术(2016年6期)2017-01-13
阅读与作文(小学低年级版)(2016年7期)2016-09-21
中国舰船研究(2010年4期)2010-06-07
物理(2009年5期)2009-06-08