
电子图表分析功能在机组轴线处理中的应用
2022-02-24 07:13杨刚
水电站机电技术 2022年2期
杨 刚
(国网陕西省电力公司安康水力发电厂,陕西 安康 725000)
1 引言
大型水轮发电机组在轴线处理过程中,一般依靠对数据进行人工计算和三维空间想象还原能力来分析判断轴线需要调整的方位和大小。对于轴线形态较复杂以及多段轴连接的机组,无疑增加了空间想象分析及计算难度。安康水电厂在1台20万kW混流半伞式水轮发电机组轴线处理过程中,运用电子计算图表,协助技术人员对大量的盘车数据及多段轴轴线之间未知的相互关系进行分析和计算,提高了机组轴线数据处理效率,准确高效地完成轴线分析处理工作。
2 机组轴线处理的基本情况
3号机组轴系由5段轴组成,轴线总长度为10.8 m。调整过程历经了加垫工艺、移轴工艺、中心调整等几个环节,利用电子图表计算分析方法短时间内完成了3种调整方案和10次盘车数据分析,轴线调整结果达到该机组历史最佳,相对摆度均小于0.02 mm/m,各部运行瓦温全面下降。
2.1 电子图表计算分析轴线数据主要方法
在轴线处理过程中,利用电子图表收集盘车数据,输入表格,自动计算出各限位导轴承的绝对摆度,通过表格形成正弦图,检查盘车数据是否合格,计算出各摆度要求层面的最大摆度值及方位,投影到位置图上,观测各层面摆度最大值方位是否一致,决定调整方案。如图1所示。

图1 盘车数据分析电子图表全貌
2.2 轴线数据的电子表格输入、计算及分析
在表1中按照计算方法设计表格内公式文件,利用表格进行相关基础计算,数据准确,效率高。根据表1得出的各层面净摆度数据,分别生成各测量面的折线图,纵坐标为摆度数据,横坐标为测点位置,添加辅助线,得到各个轴号的最大摆度曲线。如图2所示。

图2 水轮机轴领净摆度
通过图2直观的检查关键层面的盘车数据正确性,根据水轮机检修教材及规范,盘车数据应符合正弦曲线规律,对照图2可看出,水导轴领盘车数据基本接近正弦曲线,盘车数据可以用于计算。
由表1计算完成后,在上端轴下法兰处1-5、2-7、3-6点,净全摆度值全部为负值,而其他层面对减数值全部为正,需要对应的找到不同层面轴线摆度的正确方位,所以在表2中,进一步利用ABS函数表达式(ABS(number))返回数字的绝对值。得到的结果显示为最大净全摆度方位就在数值较大的轴号下。

表2 修后盘车数据净全摆度正方位绝对值计算表
表3中,根据表2数据生成平面雷达图方式,将各层面摆度最大值按照逆时针方向排列,可以看出轴线摆度由大到小的变化趋势,各层面数据之间发生轴号偏转时,即说明轴线在该层面发生了曲折变化,为选择在哪个层面进行轴线处理提供了依据。表3中,上端轴以下轴系摆度最大值方位基本一致,说明轴线由此开始曲折。
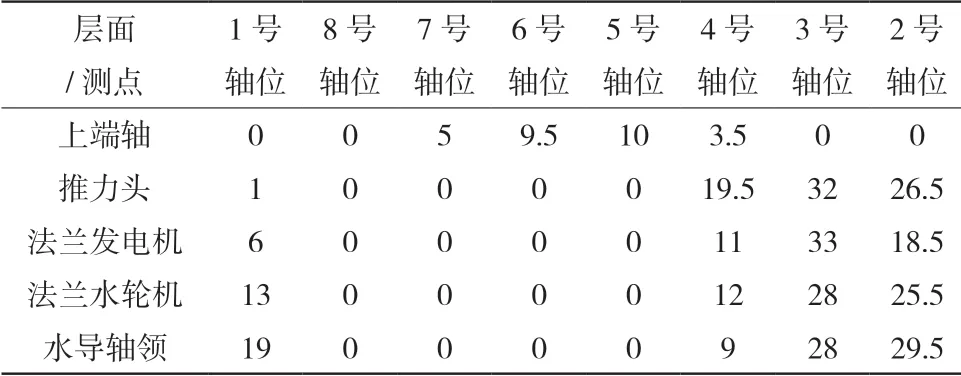
表3 机组各层面摆度方位计算表
通过上述计算设计,利用雷达图就能得到各轴线层面在何处开始曲折或倾斜放大,直观地说明轴线的空间状态。如图3所示。
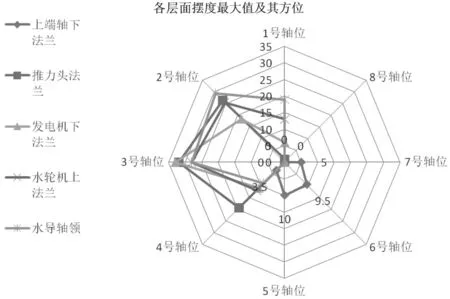
图3 机组轴线曲折情况雷达图
根据图3可以分析出本次3号机组轴线情况。同时,依据表3中各层面的最大摆度数据,按照摆度公式,电子表格算出各层面最大全摆度值与最大值方位角度。如图4所示。

图4 公式法计算最大摆度值与方位图
其中,主要涉及的运算函数有:
SMALL(array,k)—返回数据集中的第 k 为最小值。 使用此函数以返回在数据集内特定相对位置上的值。利用此函数选择表3中4个净全摆度的倒数第3个最小值,即为计算公式中相邻两最大值中的较小者T2。
MAX(number1, [number2],...)—返回一组值中的最大值。使用此函数返回一组数据中最大值,即为在表3中4个净全摆度值中选择最大数值T1。
ATAN(number)—以弧度表示的反正切值。用于计算tg-1,随后再使用 DEGREES 函数,将弧度表示的反正切值转换为角度值,计算出实际最大摆度值与已测量的最大净全摆度值之间的夹角。
最后利用公式T=T1/cosβ,计算出该角度下的最大摆度值。
2.3 3号机组利用表格公式计算过程
3号机组在轴线调整过程中,通过10次盘车计算,3次轴线调整,最终机组轴线各层面摆度值达到国标,明显优于修前。在施工过程中,轴线数据计算图表提高了计算准确率,减少人为计算误差,使工作效率极大提高;在机组轴线处理方案比选上,通过电子图表分析,辅助检修人员准确判断轴线曲折方位及数值,为检修质量的提高提供了帮助。如表4、图5所示。

表4 轴线处理后各层面摆度方位计算表

图5 机组第三次轴线处理后轴线曲折情况雷达图
经过第三次调整处理后,从雷达图可以直观的看出,上端轴最大摆度值减小明显,方位回归转动部分旋转中心,达到了降低该层面净全摆度值,减小离心力的目标,发电机下法兰摆度值基本不变,水轮机上法兰、水导轴领处,最大净全摆度绝对值大幅减小。达到最优效果,机组整体轴线调整合格。
2.4 电子图表在3号机组轴线处理过程中应用总结
通过对3号机组3次轴线调整处理,利用电子图表在盘车数据输入,数据对比筛选,数据合格性判断,各分步骤计算,调整分析等环节与人工计算相比较优势显著。计算准确性大幅提高,人为计算误差减少,效率明显提升,对分析、指导轴线调整工作帮助大,为该类劳动强度大、计算要求高、质量标准严的大型综合类检修工作的计算机辅助检修提供了可以借鉴的成功经验,能作为一种轴线处理标准方法进行推广。
3 结语
通过检修人员的共同努力,利用电子图表数据化分析计算盘车轴线数据,安康水电厂成功实施了五分段轴半伞式机组轴线处理项目,提高了精度,节约了工期,属于行业内检修施工中创新的检修工艺,为机组检修队伍利用电子表格数据化分析各类轴线数据积累了宝贵经验,形成了成熟、安全、经济、可靠的检修新工艺。
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23
幼儿园(2021年12期)2021-11-06
北京测绘(2021年7期)2021-07-28
房地产导刊(2020年12期)2021-01-14
房地产导刊(2020年12期)2021-01-14
足球周刊(2016年14期)2016-11-02
足球周刊(2016年15期)2016-11-02
足球周刊(2016年10期)2016-10-08
世界博览(2016年16期)2016-09-27
火控雷达技术(2016年2期)2016-02-06
