
城市燃气制氢装置布置分析
2022-02-24 03:28王业勤杜雯雯叶根银何清保
煤气与热力 2022年1期
1 概述
氢能及燃料电池的发展给城市燃气开辟了新的市场
。无论是燃料电池汽车,还是氢发动机汽车,都需要加氢站提供燃料。从近年来各地加氢站发展规划可以看出,未来加氢站将是氢能示范城市发展氢能的支撑点之一
。
2 不同规模制氢装置划分建议
GB 50016—2014《建筑设计防火规范(2018年版)》定义,爆炸极限的下限小于10%的气体为甲类火灾危险性,GB 50160—2008《石油化工企业设计防火规范(2018年版)》也引用了同样的定义。这两项标准很好地界定了氢气的火灾危险性,为工程建设的防火设计奠定了基础。但这些标准在某些具体应用场景中的定义及规定并不明确。
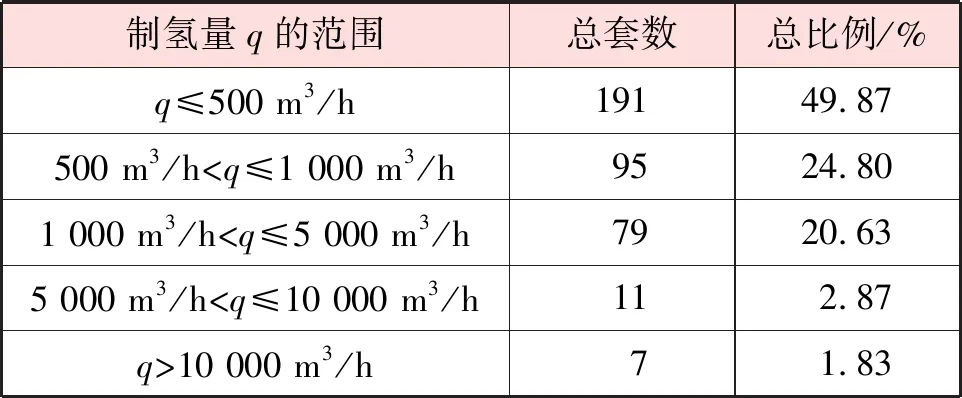
西南某制氢装置供应商20年间建造383套制氢装置的统计分类见表1,制氢站规模以制氢量
来衡量。表1中的数据剔除了独立的PSA(Pressure Swing Adsorption,变压吸附)氢气提纯装置,炼油、石化配套的大型制氢装置。在化工、精细化工、钢铁、玻璃、医药中间体、微电子、食品加工、粉末冶金、多晶硅等行业均以中小型制氢规模为主(
≤5 000 m
/h,占95.3%),因此将5 000 m
/h作为大规模制氢分界点。注意到小型的制氢站达到近50%的比例(
≤500 m
/h,占49.87%)。随着氢能的发展,在城市周边建立供应氢气的氢气站将在未来一定时间内成为氢气站建设规划首选。采用合理、合度的标准规范是规范氢气站选址、规划布局,促进氢能发展的关键。
从上述分析,我们可以将制氢装置划分为3类。
① 大型制氢装置(
>5 000 m
/h),主要是服务于石油石化等大型在线供氢企业。
在网络飞速发展的大环境下,企业通过网络快速获取业务信息,及时进行决策行为,这不仅提高了会计人员的工作效率,而且抢占先机,大大提高了市场竞争力。不难看出,会计信息化拥有全面、高效、准确、共享等诸多优势。
② 中小型制氢装置(
≤5 000 m
/h),主要运用于冷轧薄板生产线、浮法玻璃生产线、维生素生产线、医药中间体生产线、钨钼等粉末冶金生产线、火电厂转子冷却系统、多晶硅生产线、食用油精制生产线、糖醇生产线、双氧水生产装置、真空电子元器件及大规模集成电路生产与封装配套等。
中小型制氢装置规划布置应遵循以下原则:
① 大规模制氢装置建设地点应尽量远离城市及人口稠密区,并应布置在专门的化工生产区域;
3 制氢装置的特点及布置思路差异
3.1 大型制氢装置
此类装置应严格按照GB 50016—2014和GB 50160—2008为依据进行布置与设计。主要原因有:
① 生产规模大可能增大对人员及环境的危害程度,尤其是燃烧或爆炸产生的危害以及次生灾害;
近年来,中国在加氢站关键设备制造方面取得了长足的进步。以压缩机为例,以前国内生产的压缩机经常出现漏油、振动大、泄漏量大等情况,如今干净、安静、微泄漏的压缩机已经很常见。因此,制氢装置内部各个主要设备之间间距和布置应以满足工艺要求、节能降耗为首要出发点,而不是教条地遵循固定的间隔距离。笔者认为,靠这个间距不够也不可能抵消燃烧和爆炸产生的危害,其安全的本质应该从设备、工艺、检测、联锁、自控、危险与可操作性分析等环节加以系统考虑。当今中国在化工设备及压力容器的设计、制造、检验、监检和使用方面,是全世界标准最严苛的国家之一,易燃易爆化学品生产装置的总图及工艺布置须经多个政府部门及环节审批,在操作区域内(防爆区及非防爆区)对危险气体的浓度有可燃气体探头实时监测,也有专门针对单一易燃易爆气体(例如泄漏到大气中的氢气、甲烷、CO等)的时刻监测,在联锁和自控方面有独立的ESD(Emergency Shutdown Device,紧急停车装置)和SIS(Safety Instrumentation System,安全仪表系统),覆盖关键工段或者全厂联锁,在国内外已经实施的案例中,增加了红外和紫外的火焰探测联锁和报警系统。由此看出,从硬件本质和技术手段已经最大限度地给加氢站和制氢站配备了本质安全的措施,不应当生搬硬套地强调关键设备布置间距。
② 作为公用工程的制氢装置会对主生产装置造成影响,形成更大的次生灾害。
3.吃素 最新科学研究证明,植物性食品如蔬菜、水果、谷物、豆类等,含有丰富的维生素、矿物质、微量元素、膳食纤维和氨基酸、不饱和脂肪酸等,经常吃这些植物性食品,可以减少心脑血管疾病发病率,防止大肠癌及其病变。科学家认为,目前人类食物日趋精细,导致心脑血管疾病、恶性肿瘤的发病率大幅度提高,究其原因,主要与人们经常过量食用动物肉类,特别是那些“三高食品”有关,因此,经常适当食素有益于健康长寿。
为此,大规模制氢装置规划与布置应遵循以下原则:
(1)按照罗马Ⅱ、Ⅲ、Ⅳ标准,诊断为FAP或诊断为FAPD但包含FAP患儿者;(2)受试人群年龄在4~18岁;(3)干预措施为药物;(4)研究类型为随机对照试验;(5)发表语种为英语。
汞的毒性很大,对人类健康造成极大危害。日本、加拿大、挪威、伊拉克和美国等国都曾发生过汞中毒事件,例如在1953—1960年期间,日本水俣市发生了汞中毒而引起的疾病——水俣病,从而引起了世人的关注[19]。
① 氢气仅供加氢站使用,氢气品质要求高;
3.2 中小型制氢装置
对于规模在5 000 m
/h以内的制氢装置,GB 50177—2005《氢气站设计规范》针对性更强,原因是《氢气站设计规范》适用于新建、改建、扩建的氢气站、供氢站及厂区和车间的氢气管道设计,将中小规模的制氢装置作为主装置的公辅装置纳入考虑。
我惊奇地发现,学员们不但在知识水平上有了明显提高,思想意识也有了很大改变。坦白讲,我也改变了想法,决心终身务农了。
③ 高度集成的一体化制氢加氢合建站或制氢加氢“子母站”,该类型制氢装置规模一般为500 m
/h,主要布局在城市经济运输半径之内的地区。
① 装置布局以紧凑为主,作为主装置的一部分与主装置布置在一起,尽量减少装置占地面积,缩短与主装置之间距离,节约装置线路、管道、材料等费用,降低能耗和压力降;
本工作利用铁片作为电极、过硫酸铵作为引发剂、十二烷基硫酸钠和OP-10为复合型乳化剂,通过电化学乳液聚合制备聚甲基丙烯酸甲酯.使用电化学方法与不使用电化学方法(例如在上述体系中直接加入二价铁(一般是氯化亚铁))相比,优点如下:利用铁电极通电后得到二价铁离子,不会将其他阴离子引入体系中;电参量容易控制,为后续进一步的研究提供新的路径.实验结果表明,利用电化学聚合方法在较低的反应温度下就可以成功获得聚甲基丙烯酸甲酯,调节电流大小可以得到不同分子量的产物.
② 制氢装置自身内部布置仅考虑检修、巡视、维保空间;
③ 有危险源和可能对人身及环境造成危害的设备布置需要物理隔离措施(例如实体墙),以防止氢气水平扩散。
实验室的所有工作都是由人来完成的,人是实验室的主体,只有充分调动人的积极性、主动性,实验室的各项工作才能顺利完成,因此重视实验人员队伍建设,鼓励实验人员多参加一些相关的技术交流会,以便及时掌握新动态,学习新技术、新经验,更新知识结构。实验室可按照“培训-考核”的方式进行人员管理,验证实验人员的技术能力是否满足实验要求,对重要岗位的人员坚持持续培训,形成一支实践经验丰富、技术水平扎实的科研实验人员队伍[2]。
对于需求方,在中国经济快速发展这个大环境下,物价也随之提高,各大企业更是坐地起价。而共享经济为需求方提供的服务,往往低于市场企业价格,这时选择共享经济下的商品和服务,对于需求者来说是有利的。以首都北京为例,在非高峰期的时段打车走十公里的路程,需要花费四十分钟的时间成本和34元的人民币资金成本。现在共享经济下推行的滴滴打车却只要二十五元人民币,在这种情况下,共享经济带来的优惠就成为了需求方的额外收益。
我国在化工装置的设计和检验体系中均实行终身责任制,因此工艺设备布置应交给专业设计人员去决定,应从介质特性、工艺参数、危险源分析、易燃易爆危险品存储当量、系统防范措施等因素去考虑,即从源头考虑制氢站和加氢站的风险。笔者所在公司已建设的部分制氢站做过详细的HAZOP(Hazard and Operability Study,危险与可操作性分析)。一些专业的气体公司使用本公司内部的系统安全评估体系,例如法液空公司内部采用GRA(Generic Risk Analysis)方法对分包商提供的制氢站进行系统性的安全分析。也有的公司用检查表法进行装置或者工段的危险性分析。极少数的公司要求做半定量的保护层分析(LOPA)和全定量分析(QRA)。根据笔者的经验,这两个分析方法主要针对大型的石化、化工企业,这类企业规模大,成品、半成品及中间品的化学当量大,企业危险源复杂且众多,因此需要做半定量或者定量分析。
3.3 高度集成的一体化制氢加氢合建站或制氢加氢“子母站”的布局
高度集成的一体化制氢加氢合建站或制氢加氢“子母站”在国内已经有几百套成熟案例,目前国内外氢气设备供应商橇装式制氢装置的数量见表2。
目前,美国、日本、德国的加氢站,包括制氢加氢一体站,均采用前店后厂的运营模式,即前店销售氢气并进行氢气加注,后厂完成制氢、氢气压缩、氢气储存等。因此高度集成的一体化制氢加氢合建站是解决目前氢气储运困难、降低氢能成本的关键手段之一。这类合建站具有以下特点:

② 作为主装置配套公用工程的一部分,制氢装置应与周边化工装置保持相关标准规范规定的距离,而制氢装置本身内部布置也需遵循相关标准规范,并预留专门的检修通道、疏散通道、消防通道,防爆区和非防爆区也需要得到充分的考虑。
② 站址选择一般在城市周边或郊区,人口密集,土地紧张;
③ 制氢规模较小,氢气生产规模与500 kg/d或1 000 kg/d规模的加氢站配套,制氢量
≤500 m
/h;
④ 制氢装置与加氢装置在一个站内。对于该类制氢站的布置建议采用GB 50177—2005以及GB 50156—2021《汽车加油加气加氢站技术标准》或GB 50516—2010《加氢站技术规范(2021年版)》。
目前一些地区加氢量不饱和,可以采用制氢加氢“子母站”分布式供氢模式,即“母站”制氢加氢集成为一体站,“子站”作为纯加氢站,“母站”与“子站”之间采用长管拖车运输。这种加氢站站内制氢模式在适宜性、经济性、投资成本、土地成本等方面均具有一定优势。上述优势将有力推动制氢加氢“子母站”中“母站”与“子站”之间的运输距离的持续扩大,制氢加氢“子母站”的经济性得到大幅度提高。这种模式既节省了“子站”建设投资,又提高“母站”利用率,同时节约占地,减少投资,是一种因地制宜的氢能应用新途径。
随着技术的进步,氢能将涉及到生活的方方面面,更加紧凑化、智能化的制氢加氢一体化站将是对未来加氢站的补充。对于一些氢源不稳定地区,采用“社区型”小型制氢加氢一体化站,是将制氢(天然气制氢、甲醇制氢、水电解制氢等)、氢气压缩、氢气储存、氢气加注等工艺模块高度集成为一体,或者将液氢、增压、气化、氢气加注等工艺设备集成为一体,通过氢气加注系统给中小型交通运输工具和发电设备提供氢源。这种小型制氢加氢一体化站的设计氢气加注量为100 kg/d,制氢量约为50 m
/h,每天可为20辆以内的燃料电池乘用车加注氢燃料。可以满足乘用车活动范围扩大的需求,让氢源从无到有成为可能,氢源下沉至中小型社区。
4 结语
① 大型制氢装置中危化品化学当量大,燃烧、爆炸及次生危害大,危险性大。适用标准为GB 50016—2014和GB 50160—2008。
② 中小型制氢装置危害性中等。产品多属于中间产品,多属于公用附属工程。GB 50177—2005对这种装置的针对性更强。
③ 制氢加氢“子母站”和制氢加氢合建站燃烧、爆炸及次生危害小,危险性小。通常布置在城镇周边地区,GB 50516—2010或GB 50156—2021针对性更强。
[1] 解东来. 城市燃气在氢能及燃料电池的应用[J]. 煤气与热力,2007(4):38-40.
[2] 王虹,梁雪莲,陈庆玺,等. 氢能产业政策研究[J]. 煤气与热力,2020(7):A27-A31.