卷接机组烟支长度自动检测及精准控制装置的研制
2022-02-21 01:46:06王均明刘维望李文波刘佳红
科学技术创新 2022年2期
王均明 刘维望 李文波 刘佳红 姜 峰
(1、湖北中烟工业有限责任公司,湖北 武汉 430040 2、湖北中烟红安卷烟厂,湖北 黄冈 438400)
卷烟长度偏差[1]是卷烟质量控制的一项重要指标,导致卷烟长度偏差超出质量控制标准的因素主要有刀头分切双倍长烟支的长短偏差[2];一次分切轮前后烟支长短偏差;滤棒分切装置分切滤棒长短偏差;二次分切轮前后卷烟长短偏差。理论情况下,机器调试完成后,烟支偏移极少,但是机器长期实际运行过程中,上述四个方面的因素都有可能发生变化从而导致卷烟长度偏差偏移质量标准的缺陷的产生。由于目前市场上的卷烟机都还不具备卷烟长度的实时在线检测功能,更没有在线实时控制功能。目前部分卷烟厂配备的“卷烟质量综合检测仪”其中一个模块具备卷烟长度的检测功能,但是“卷烟质量综合检测仪”是一种离线设备,无法做到实时质量自动检测及控制[3]。因此,该项技术研究填补了国内国际关于卷烟长度实时检测及控制技术的空白。
为了解决目前卷烟机实际运行中出现的这个问题,本文研究了一种视觉检测卷烟长度的智能纠偏装置,该装置可以通过视觉检测卷烟长度并且通过智能分析,可以迅速判断出现该质量缺陷的原因,并且实现自动精准控制[4]。通过该装置,将卷烟长度误差控制在一个更小的范围,卷烟质量提升一个台阶。
1 背景技术
卷烟工艺流程如图1 所示,双倍长无嘴烟1 在一次分切轮2 上被无嘴烟切刀被分切为两根无嘴卷烟,通过分离轮4将两根无嘴卷烟分开,双倍长滤嘴5 插入两根分开的无嘴烟1 中间,在综合轮7 上被靠拢组合,综合轮同时组合了涂上了胶水的水松纸6,两根无嘴烟与双倍长滤嘴5 被涂了胶水的水松纸6 所包裹,通过搓烟轮8 搓滚并加热形成双倍长滤嘴卷烟9,双倍长滤嘴卷烟9 在二次分切轮11 上被滤嘴卷烟切刀10 分切成两支单独的滤嘴卷烟,再通过调头轮12将并排滤嘴端相对的两支滤嘴卷烟调为一排单根滤嘴卷烟15,经过检测、剔除废弃的卷烟,最后通过出烟轮14 将合格卷烟输送到下游设备。
当前卷烟长度控制主要是通过在一次分切轮2 及综合轮7 上安装靠拢机构来实现,靠拢机构通过手工调整,保证双倍长无嘴烟1 与双倍长滤嘴卷烟9 被平均分切。
理论情况下,机构调整完成后,烟支偏移较少,但是机器长期实际运行过程中,由于原材料以及靠拢机构的不稳定因素导致卷烟长度偏移质量标准的缺陷产生。而且卷烟长度超差的质量缺陷需要离线检测,发现不及时,存在一定的质量隐患,一旦发现该缺陷,需要停机并重新调整,影响流水线的生产效率。因此,针对上述问题,有必要提出进一步地解决方案。
2 技术方案
卷烟长度在线纠偏系统由长度检测传感器组件、新型纠偏机构、嵌入式控制器、高功能型伺服电机、线缆以及人机交互触摸屏组成,如图2 所示。其工作原理是:长度检测传感器测量卷烟长度并将该信息采集传输到嵌入式控制器,控制器将控制信号发送到伺服电机,伺服电机驱动纠偏机构实现纠偏。
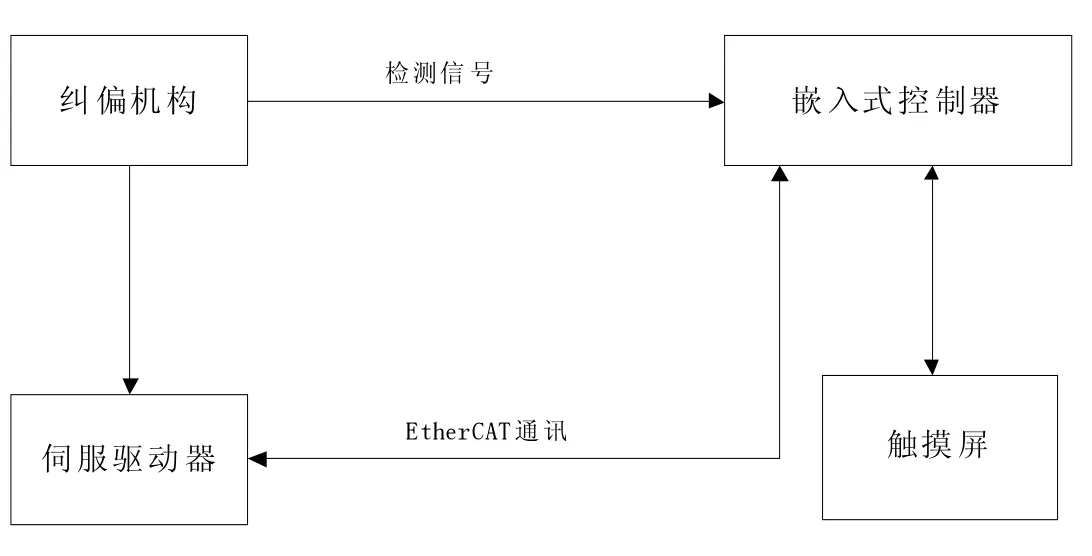
图2 卷烟长度在线纠偏系统
本研究中引入人工智能专家系统设计出一种智能调节器,该调节器通过一个智能机构对系统的响应特征进行在线识别和判断,然后根据调节器的参数调整理论实时地对算式修正调整,以使调节器能随着对象特性的变化而调整自己的控制策略,从而得到比较满意的控制效果。
触摸屏采用ModbusTCP 通讯[5],界面友好直观同时主界面显示卷烟长度变化的实时位置曲线,不同规格的卷烟长度可以快速方便设定。
3 在线长度控制装置
3.1 自动纠偏机构
如图3 所示为一次分切轮轴剖示意图[6],一次分切轮5上固定有内外浮圈2 与外排浮圈6,浮圈随一次分切轮5 旋转运动,浮圈具有一定的弹性,双倍长卷烟4 在切刀理论中心线3 位置被切刀一切为二,通过调整内排滚轮1 与外排滚轮7 之间的距离控制内排浮圈2 与外排浮圈6 之间的距离X,使得X=双倍长卷烟长度,并且通过调整内外滚轮整体向内或向外移动来控制双倍长卷烟4 的轴向位置,使得双倍长卷烟4 的内排长度a=外排长度b。
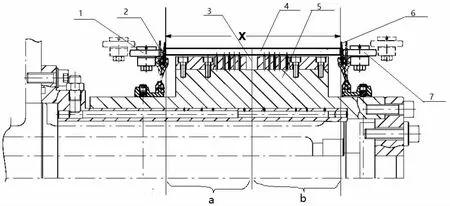
图3 一次分切轮轴剖示意图
如图4 所示,纠偏机构安装于原靠拢轮靠拢调节机构的位置,取代原手工调节的方式。作为备用设计方案,该纠偏机构也可安装在二次分切轮上。

图4 纠偏机构
如图5 所示,自动纠偏机构由伺服电机驱动,首次安装先调整好前后浮圈之间的距离,使之长度等于双倍卷烟的长度,然后即可进入自动纠偏模式。
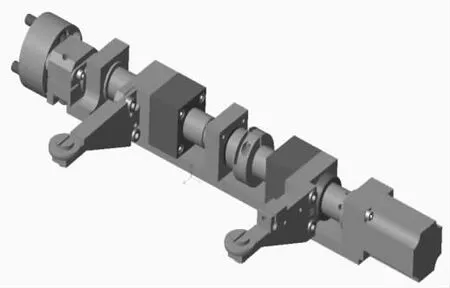
图5
3.2 长度控制机构
如图6 所示为长度控制执行机构。滑套a5、滑套b9、滑套c12 通过中间件与底板支架6 固定,电机1 也被固定连接于底板支架6。电机6 驱动螺杆10 在滑套a、b、c 中旋转。

图6 长度控制执行机构
当锁紧套8 未锁紧时,螺杆轴套7 与螺杆10 脱开,螺杆10 与内排滑块11 有螺纹连接,螺杆10 的转动带动内排滑块11 前后滑动,固定在内排滑块11 上的内排支架13 及其内排滑轮14 一起前后运动,由于外排滑块4 不动,因此可以通过这种方式调整内排滑轮14 与外排滑轮2 的距离满足确定的双倍长卷烟总长度控制要求。
当锁紧套8 锁紧时,螺杆轴套7 与螺杆10 联结一同旋转,外排滑块4 与螺杆轴套7 有螺纹连接,螺杆10 的转动同时带动外排滑块4 与内排滑块11 一起前后滑动,固定在其上的外排滑轮2 与内排滑轮14 保持固定距离同向运动,通过这种方式可以调整双倍长卷烟被分切后前后排的长度,从而达到控制卷烟前后排长度的效果。
综上,本研究对于卷烟长度实时检测,对于提高产品质量、减少浪费、减少人工劳动强度具有良好效果,该装置能根据检测数据自动调整,无需停机调整,提高了流水线生产效率。
4 高精度智能相机长度检测
如图7 所示,图7 中二次分切轮2 按照逆时针方向旋转,将烟支3 输送到传递轮4,传递轮4 顺时针旋转,将烟支3 输送到下游设备。在原卷烟机上没有在线实时检测烟支长度的设备,因此长度不合格的烟支难免被输送到下游设备,给下游设备的自动化生产带来不利影响。通过在传递轮4 上方安装该智能相机检测系统1,实现了对烟支3 的在线长度检测,为分析烟支3 长度不合格的原因及对烟支长度质量的控制提供了基础。

图7 智能相机长度检测器
相机原理原理如下:
4.1 拍摄高清图像的相机
目前采用欧姆龙500 万相机的高速相机,快门速度可以达到1US,相对普通相机拍摄时间大大缩短,完全可满足现场8000 只烟/min 的生产要求。
4.2 相机图像输入
“相机图像输入HDR”可生成抗环境变化影响的优化HDR 图像。只需在图像中指定需要拍摄到理想效果的位置,即可调整快门速度,进行拍摄与合成,生成优化的HDR 图像。
4.3 图像处理系统
将图像传入相机图像处理系统,欧姆龙图像处理控制器有诸多优势:一是优化对比度,可优化指定位置的亮度;二是使用高对比度模式,可提高检测的精度;三是并列执行多种检测,多线程随机触发;四是可实现高速,高精度定位;五是复杂处理,简变化设计。
相机图像处理系统是可视化模块化编程,简单易于上手。
4.4 PLC 的处理
图像处理系统将检测的烟总长,水松纸长度等信息通过ETHERCAT 通讯传给PLC 做处理,PLC 对于超差的烟进行剔除,对于平均值超出一定范围的烟,调整纠偏机构的位置,让烟支长度整体维持在公差范围内。
4.5 相机优势
除了烟长,相对于红外线等装置,相机还可以检测烟的褶皱,油墨。
5 效果分析
结合表1、表2 可以看出,视觉检测卷烟长度的自动控制装置,该装置根据智能相机视觉检测的卷烟长度,可以迅速判断出现该质量缺陷的原因,通过长度自动调整机构实现卷烟长度的自动精准控制。同时该装置具有实时检测、自动控制,安装灵活,空间占用小的特点。

表1 烟支长度自动检测及精准控制装置的主要技术经济指标
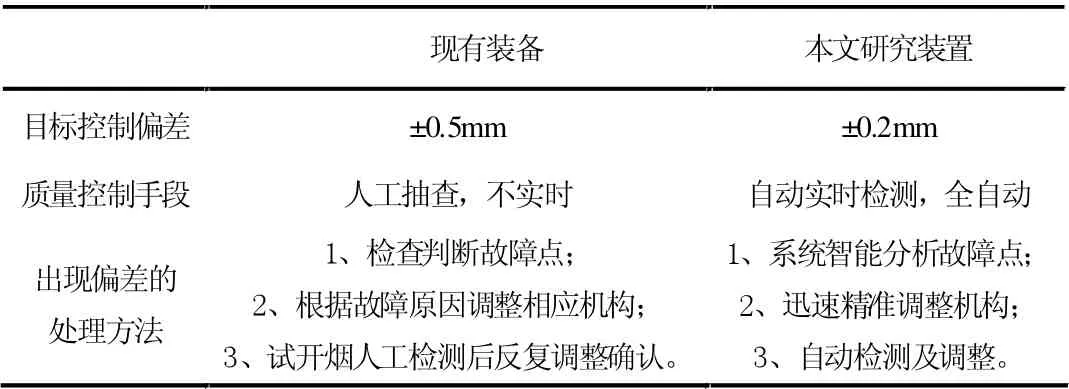
表2 与现有装备的对比如下表
采用烟支长度自动检测及精准控制装置在烟支在生产过程中,能够有效提高卷烟烟支的准确度,减少不合格品率,在ZJ17 上验证成功后,逐步推广到所有PROTOS 系列机型上,对实际生产中具有举足轻重的意义。
猜你喜欢
中国造纸(2022年9期)2022-11-25 02:20:34
中国造纸(2022年8期)2022-11-24 09:43:38
中国新技术新产品(2022年24期)2022-03-24 03:07:32
江苏安全生产(2022年12期)2022-02-06 02:43:28
装备制造技术(2021年12期)2021-04-23 01:41:14
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25 00:42:08
生活用纸(2020年9期)2020-09-07 11:40:18
西南农业学报(2016年4期)2016-05-17 05:42:15
设备管理与维修(2015年2期)2015-12-25 01:49:36
中国造纸(2014年1期)2014-03-01 02:10:11