
超越离合器齿轮冷挤压工艺的仿真分析与研究
2022-02-21 09:54束昊徐州重型机械有限公司周燕妮中国矿业大学徐海学院
锻造与冲压 2022年3期
挤压成形是一种无屑成形的先进制造技术之一,它具有优质、高效、低耗的特点。型腔内曲面为阿基米德螺线型花瓣的超越离合器齿轮,是工程机械上一种常用零件,在实际生产中需求量很大,但壁厚不均匀,机械切削加工难度很大,有采用机加工与焊接相结合的工艺方法,这样不但费时费料,加工成本高,且强度低、整体精度差,满足不了日益提高的综合性能的要求,而采用挤压成形工艺能较好的解决此问题。超越离合器齿轮(图1)的挤压成形符合复杂杯一杆复合挤压成形的工艺特征,根据金属的流动试验,型腔内曲面为阿基米德螺线形花瓣的超越离合器齿轮挤压的金属流动属于杯一杆复合挤压中的过渡方式,其流动规律复杂,零件挤压工艺方案的理论分析结果与实际的流动方式存在差异,容易导致设计失败。而采用3D 锻造模拟分析软件Qform 进行数值模拟能在一定程度上模拟出金属的流动规律,为设计正确的试验工艺方案提供更有力的理论依据。
零件挤压成形的工艺设计
挤压零件的工艺性分析
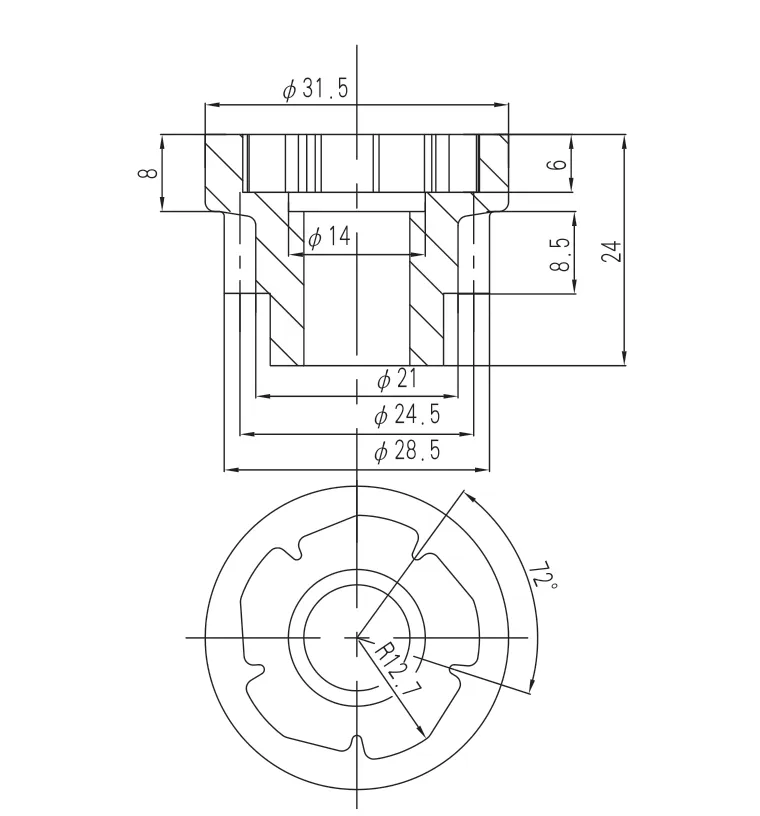
超越离合器齿轮是属于复杂杯杆形零件,上型腔内曲面为阿基米德螺线形花瓣,壁厚不均匀,容易引起金属的流动不均匀,使挤压件的形状畸变,而且超越离合器齿轮中间部分是节圆直径为24.5mm 的圆柱齿轮,根据零件图要求保证齿轮的上型腔和齿轮同心,所以要把齿轮的内型腔和齿轮同时挤压成形,因此超越离合器齿轮冷挤工艺属复合挤压,金属在压力作用下呈双向流动。正挤部分金属流动容易,特别是中心部分金属流动速度远大于直齿齿顶部分,因此易将直齿齿顶部分拉裂。而正因为中心部分金属向下流动速度过大,又造成了上型腔底部严重缺料,因此上型腔底部处也易产生裂纹。为了减少金属向下的流量,尤其减少零件心部过大的向下流量,考虑采用空心的坯料,从而避免直齿齿顶部、上型腔底部两处因缺料而产生的裂纹。
1.2.2 动物分组 所有动物饲养于室温中,自由饮水饮食1周,然后按随机数字法将其分为正常对照组、慢性支气管炎模型组、杆努尽烟低剂量组、杆努尽烟高剂量组及桂龙咳喘宁阳性药物组,每组10只。
超越离合器齿轮挤压件设计
在参照超越离合器齿轮零件图的前提下,为了改善变形条件,降低变形阻力,在台阶过渡处设计圆角,为了改善金属流动状况,有利于齿轮部分成形,在
31.5mm 到
28mm 的台阶采用锥面过渡,锥角为90°,同时由于正挤压成形时,坯料中心部位的流速大于边缘部位的流速,所以造成齿轮部分的下端面齿形不饱满,而且齿轮下面还有个台阶,一次成形比较困难,可以采用贯穿挤压的方法,下半部分全部成形为齿轮,成形后通过机加工切成要求的齿轮厚度,挤压件图如图2 所示。

工序设计
超越离合器齿轮所用的材料为高强度合金钢20CrMnTi,其供应状态强度高、变形抗力大、塑性差,存在加工硬化现象。可以采用20 钢作为毛坯材料代替,大大减小成形的变形抗力,由于采用空心毛坯,可以减少制造毛坯的切削量,同时挤压成形后,材料的机械性能大幅度提高,各项性能指标满足零件的性能要求。制定成形工艺流程(图3)为:下料→制坯→挤压成形→机加工→入库。

工艺计算
⑴成形过程模拟。
缺铁性贫血在6岁以下的贫血患者中占90%[2],这主要是由于疾病早期并无特异表现,家长难以察觉。此疾病与铁元素吸收障碍、摄入不足等均有直接关系,机体可见持续性铁元素缺乏,进而造成血红蛋白合成功能下降[3~6],影响细胞充盈程度,最终引发小细胞低色素性贫血,同时,导致红细胞体积变化,可见其体积不均匀。地中海贫血则主要是因珠蛋白肽链合成障碍所致,根据其基因型可分为单纯性α地贫、单纯性β地贫、αβ复合型地贫。其中受基因缺陷影响,不同患儿珠蛋白肽链也不尽相同,故而患儿可能会出现不同临床表现,严重者可导致进行性溶血性贫血[4~5]。
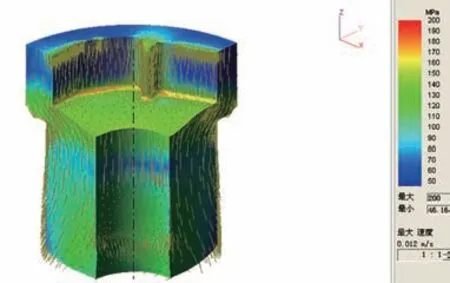
Qform 软件模拟的成形过程,在成形过程中发现,该零件在复合挤压过程中,金属存在一个明显的分流层,该层为上凸模挤压阿基米德螺线形花瓣部分的圆角与正挤出口圆角连线所形成的圆环形区域,该区域内侧金属向正挤压出口流动,外侧金属向反挤压出口方向流动,由于反挤压出口的摩擦阻力较大,所以正挤压速度高于反挤压速度,但是由于齿形成形比较困难,而且成形量大,造成上部阿基米德螺线形花瓣内腔优先于下部分齿轮先完成成形。最终成形的速度和流动应力图见图5(图中细线长短表示金属流动速度大小),在复合挤压过程中,流动等效应力最大的地方集中在挤压件挤压分流的地方,在坯料的棱部也有少许较大应力,最大流动等效应力220.3MPa,未超过材料的许用应力,仍应注意避免产生内部裂纹。在成形过程中,由于零件中心层的金属流动快,远大于外层金属流动,在一些剧烈的摩擦区域,如齿轮成形部分,外层金属不但不会向下流动,反而会向上流动,形成涡流运动,结果产生缩孔。由于该零件的内型腔是五个花瓣状的,不是对称的,挤压时受力不均匀,零件中间
14mm 的孔属于阶梯形内孔,一次成形由于受力不均匀,造成金属流动不均匀,在中间孔
14mm 附近会出现塌陷。
⑵挤压力的计算。
公式计算法:钢冷挤压成形时,其挤压力可按下式估算:
F =Ap =AxnKσ
式中:F——挤压力(kN); p——单位挤压力(MPa);x——模具形状系数;n——挤压变形程度系数;K——安全系数、一般取1.3;σ
——挤压前毛坯的抗拉强度;A——坯料截面面积(mm
)。
⑴由于坯料和模具结构特点,选取坯料和模具的1/4 进行模拟,可以减小模拟的运算量;
图6 所示为该材料成形挤压过程的行程一载荷曲线。可以看出,最初复合挤压的压力比较小,压力变化比较平稳,到了上型腔成形完成,齿轮单独成形阶段,压力显著变大,整个齿轮单独成形阶段,挤压力波动不大,但挤压力很大,此阶段对模具和设备的强度和刚度要求很高,最大成形力为1360kN,模具的强度设计和设备的选用要以此阶段为依据。
成形方案的模拟分析
模拟模型的建立
图4 为该零件的立体图,现使用Qform 软件进行数值模拟分析。
F =Ap =AxnKσ
=217.8×10
×1.2×6×1.3×400×10
=815.4kN
⑵坯料和模具由SolidWorks 软件保存step 文件导入后,划分网格毛坯的单元数13196 个,结点数6600 个;
从图8(a)、图8(b)可以看出,带内误差补偿前,成像场景中强目标距离向旁瓣很高,远端旁瓣数值也较高,会遮盖周围弱目标,成像效果很差。经过带内幅度和相位误差补偿后,旁瓣数值降低十分明显,远端旁瓣对周围目标的影响非常小,成像质量得到明显改善。综合以上处理结果可知,子带内幅度和相位误差得到了有效的补偿。
我国的教育机构,主张寓教于乐的教学模式,让孩子在玩中学习,玩得尽兴,学的扎实,这一先进的教育理念,以人为本,尊重孩子的天性,让他们在放松的状态下主动学习,发散思维,更能深入完成语文习作的练习。信息化背景下,电教媒体被广泛应用到教学中,老师通过电教媒体,搜索适合小学生课堂上的一些益智游戏,贴近课堂教学内容,调动整个班级的学生参与游戏中,每个人都能得到锻炼。例如小学语文课本中《小猫钓鱼》一课,利用多媒体教学,进行生动的动画播放,加深学生对课文的印象,再组织学生进行角色扮演游戏。游戏中,学生说出的“台词”,就是他们看图说话的一种习作方式,使学生在愉快的游戏中就完成了其重要的语文习作练习,事半功倍。
⑷边界条件为常摩擦模型,模具用的润滑剂MoS
,摩擦因子0.5;
1994年中国足球走向职业化道路,建立了甲级A组联赛(简称甲A),到2003年十年间中国职业足球的发展获得了初步的效果,社会各界对中国足球联赛的关注度不断提高,中国足球职业联赛也逐步建立起了有自身特色的模式。2004年中国足球协会超级联赛在天津正式开幕(简称中超),开创了中国足球的新纪元,它是参照英超联赛制度进行完善的,但发展效果并不理想。中超联赛发展期间暴露了很多问题,例如运营管理、联赛的公平性等问题严重阻碍了联赛发展。因此,有必要对中超联赛的运营管理、组织传播、上座率、引进外籍球员等问题进行深入研究。通过研究中超联赛的现状、存在的问题与原因,寻找解决方法,有助于足球改革发展的顺利进行。
碎片化信息在机器学习处理下成为知识库中的知识。现在问题是学习者获取的碎片化信息往往难以构成一个比较合理的语义关系图。例如学习者接触到“flower”时候,但是很长一段时间内也一直没有出现关系密切的“leaf”,机器学习的规则应能发现此问题并自动增补关系密切的知识变量。
⑸压机速度为0.006m/s,压力最大载荷315 吨;⑹冷挤温度为20℃。
Qform 软件模拟的成形过程及分析
⑴毛坯尺寸的计算。


因此可以选择315 吨的液压机。

⑵挤压工艺的改进。
⑶材料:选用材料20 钢;
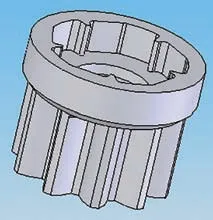
①挤压零件的改进,为了有利于一次成形,去掉阶梯形内孔,即去掉
14mm 的中间孔,如图7 所示,
14mm 中间孔通过机加工获得,这样可以有效提高成形零件的质量;
②为了减小挤压力,有利于零件成形,改善模具的润滑条件,采用摩擦因子更小的润滑剂,并在零件的台阶处设置较大圆角,便于金属流动;
针对这一情况,有如下建议:(1)直接补贴创业企业和团队。调整租金补贴的对象,从对孵化器运营方的补贴,改为直接补贴给符合条件的企业,尤其加大对处于开创初期的企业和团队的补贴力度,条件允许的话,让个别团队可以拎包加盟。(2)以奖代补。在开发区建设前期,为吸引资本投资孵化器建设,对孵化器适当扶持是应该的,但现在孵化器建设发展到这一阶段,不能够一成不变地继续实行利益均沾的普惠型的补贴政策,要防止“二房东”的现象,防止孵化器企业间出现基于补贴不一的情况下的恶性竞争,可以考虑逐步撤销原来孵化器租金补贴的政策,以奖代补,对管理规范、发展趋势好的孵化器实行奖励性补助。
③为了减少涡流,给凸模和凹模采用不同的润滑剂,凸模的润滑剂摩擦因子大,凹模的润滑剂摩擦因子小;
1.旧词新义。旧词新义,属于现代汉语新词语的一种类型,它是指二十世纪90年代以前就存在的,在二十世纪90年代以后出现了新的意义和新的用法的词。我们这里把二十世纪90年代以前就使用的词义叫旧义,把二十世纪90年代以后出现的词义叫新义。①例如:
④减小凹模齿轮成形的工作带高度,把工作带高度减小到2.5mm,可以大大减小坯料和凹模之间摩擦力。
⑶挤压工艺改进后的模拟结果。
挤压工艺改进后,如图8 改进工艺后最终成形的速度和流动应力图所示,消除阶梯形孔挤压成形出现的塌陷现象。如图9 改进后的最终成形的有效应变图所示,大大减少了挤压成形由于摩擦因素和金属流动不均匀造成的缩孔现象,提高了成形零件的质量。如图10 改进工艺后挤压过程的行程一载荷曲线所示,明显降低挤压力,改进工艺后的最大挤压力为1120kN,比没有改进前降低240kN,有效保护模具,降低挤压时的能耗。


结束语

猜你喜欢
中国应急管理科学(2022年1期)2022-04-18
少儿科学周刊·儿童版(2020年9期)2020-11-25
少儿科学周刊·少年版(2020年9期)2020-03-04
少儿科学周刊·少年版(2020年9期)2020-03-04
疯狂英语·读写版(2019年5期)2019-09-10
人民交通(2019年4期)2019-03-27
滇池(2017年5期)2017-05-19
哈尔滨理工大学学报(2016年2期)2016-09-12
少年科学(2015年3期)2015-04-08
