
通用码头机械化自动化装卸工艺系统
2022-02-18 08:55:34魏雅康陈良志
起重运输机械 2022年1期
魏雅康 覃 杰 陈良志
中交第四航务工程勘察设计院有限公司 广州 510290
0 引言
随着港口工程技术的不断进步,港口建设也向着专业化方向发展,港口生产的机械化、自动化的发展趋势日益明显,在集装箱码头、散货码头等领域已基本实现全机械化、自动化。近年来,5G技术的出现,使一批全自动化无人集装箱码头相继竣工并投入使用。然而,在通用码头领域,港口机械的自动化操作技术还不成熟,特别是件杂货的装卸作业,尚存在大量的人工辅助作业。针对这一情况,本文主要探讨机械化自动化设备在通用码头的应用。
1 项目概况
某海外通用码头为当地食品公司配套码头建设项目,主要进行散货的进口及件杂货的出口。其中,进口散货货种为散粮,出口件杂货货种为袋装糖,以50 kg/包进行出运。该配套码头拟建设2个10 000 t级通用泊位,岸线长度为285 m,引桥长度500 m,年吞吐量为散装粮108万t/a,成品袋装糖为42万t/a。设计分界线为引桥陆侧根部。
2 装卸工艺方案
结合项目特点,提出了2个装卸工艺方案,装卸工艺方案1采用目前国内外较为常见的传统装卸方式,装卸工艺方案2主要采用机械化自动化较高的装卸方式。
2.1 装卸工艺方案1
1)船岸作业方案
目前,散货和件杂货共用的通用码头的装卸工艺方案中,主要采用门座起重机进行船岸装卸作业[1]。
针对本工程的岸线长度和货运量,码头前沿配置3台门座起重机进行船岸装卸作业,通过更换吊具来应对不同的货种需求,散货作业时采用门座起重机配置抓斗进行作业,杂货作业时采用门座起重机配置吊钩进行作业。
2)水平运输方案
针对散粮的进口作业,采用2路带宽1.6 m,带速3.15 m/s,额定能力为1 500 t/h的普通槽型带式输送机进行水平运输作业。袋装糖的出口作业,主要采用目前国内运用成熟的牵引车平板车运输方案。
3)主要设备配置
结合码头的吞吐量及年作业天数,经过分析测算,装卸工艺方案1的主要设备配置如表1所示。

表1 方案1主要设备配置表
4)平面布置方案
结合装卸工艺方案1,码头面布置方案为:门座起重机轨道宽10.5 m,海侧轨道距码头前沿线距离为3 m,因牵引车平板车作业需要,门座起重机2轨之间不布置带式输送机栈桥,带式输送机栈桥考虑布置在门座起重机路侧轨道后侧,栈桥上布置2条带式输送机,栈桥宽度为9 m,栈桥与门机路侧轨道之间布置双车道,宽度为7.5 m,码头面总宽度为30 m。码头面总长度为285 m。
引桥布置方案为:引桥面布置2条带式输送机,占地宽度为8 m,另外布置双向2车道,宽度为8 m,总宽度为16 m。引桥总长度为500 m。
平面布置图及断面图如图1~图3所示。

图1 方案1平面布置图
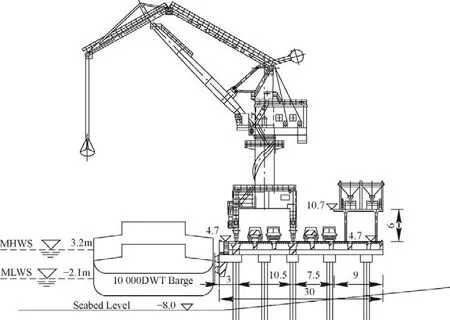
图2 方案1码头断面布置图
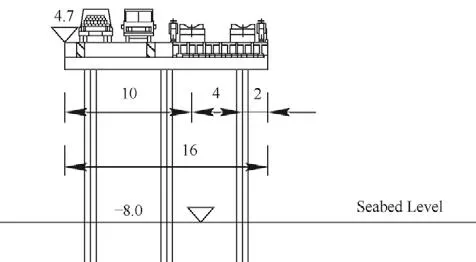
图3 方案1引桥断面布置图
2.2 装卸工艺方案2
装卸工艺方案1中,散粮进口采用的门座起重机配抓斗与槽形带式输送机的方案基本能实现机械化、自动化作业。装卸工艺方案2主要从件杂货装卸方案出发,本工程件杂货货种为袋装糖(包装为50 kg/袋),可考虑采用成套输送系统进行件杂货的装卸作业,从而减少牵引车司机数量以及船岸作业时的辅助工人数量,在此基础上提出了采用连续输送机械进行水平运输、连续装船机进行船岸作业的装卸方式。
1)船岸作业方案
码头前沿配置2台带斗门座起重机进行散货的卸船作业,配置一台连续式螺旋袋物装船机进行袋装糖的装船作业。
本方案所采用的螺旋袋物装船机结构简单,可靠性高,故障率很低,主要由行走机构、门架机构、俯仰机构、螺旋溜槽等组成[2]。袋包物料通过机上短带式输送机、过渡带式输送机、臂架带式输送机输送至螺旋滑槽,由螺旋滑槽落包至船舱。现阶段常见于专业袋装水泥出运码头,在粮食码头较少应用,针对本工程袋装糖标准化包装的特点,可推荐使用该机械设备。
考虑到袋物装船机轨下需设置散装粮进口的带式输送机栈桥,螺旋袋物装船机的轨距设置为12 m,且门架上横梁净空高度需满足轨下带式输送机栈桥所需高度,设置为8 m。另一方面,布置在装船机后侧与装船机机上短输送带搭接的袋装糖输送主输送带的高程也需相应提高,在设计与施工过程中需做好装船机系统与后侧输送机系统的衔接工作。
2)水平运输方案
为匹配带斗门座起重机的装卸效率,进口散粮的水平运输采用2路带宽1.6 m,带速2.5 m/s,额定能力为1 000 t/h的槽形带式输送机进行水平运输作业。
本方案采用带式输送机输送袋包糖,输送物料不同于散货物料,普通的槽形带式输送机并不适用,平行上托辊带式输送机可以较好地适应物料类型,根据袋装糖的包装规格,选择一路带宽为0.8 m、带速为1.25 m/s、额定能力为120 t/h的带式输送机进行作业。平行上托辊带式输送机由于其低带速、输送稳定、无撒料、不易跑偏的特点,在平面上实现不同方向转运时,无需考虑设置转运站,只需设置简易的动力挡板、导向轮、托辊,即可实现较大的平面输送角度变化,这一特点特别适用于平面空间有限、平面尺度要求严格的港口工程中。
另外,针对袋包糖的物料特性及输送能力的大小,在带式输送机的空间爬坡过程中,倾角以不超过7°为宜,需在引桥靠近码头段设置较长的带式输送机栈桥来实现袋包糖带式输送机的爬高作业。
3)主要设备配置
结合码头的吞吐量及年作业天数,经过分析测算,装卸工艺方案2的主要设备配置如表2所示。
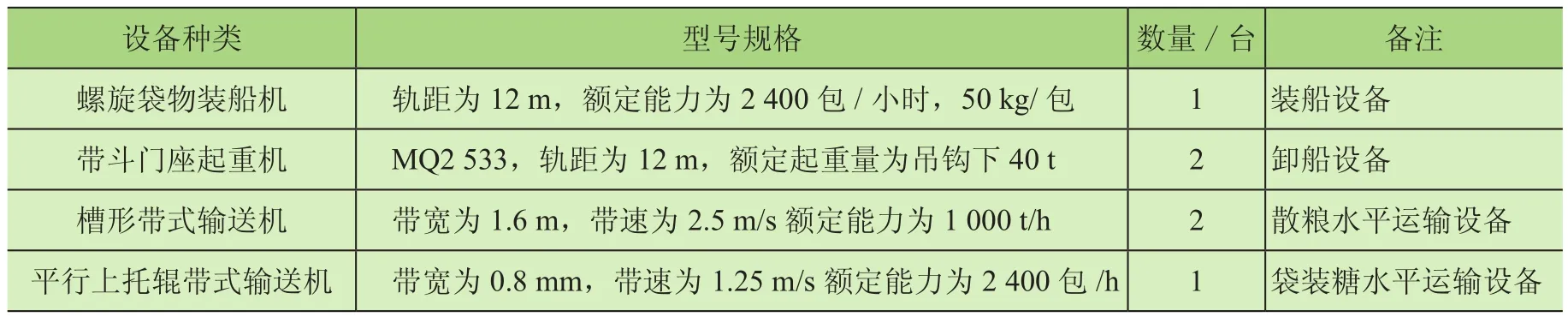
表2 主要设备配置表
4)平面布置方案
结合装卸工艺方案2,码头面布置方案为:海侧轨道距码头前沿线距离为3 m,方案2码头面无牵引车平板车作业,可考虑在前沿装卸设备轨道之间布置带式输送机栈桥,栈桥上布置2条散粮运输带式输送机,栈桥宽度为9 m,装卸设备轨道宽度设置为12 m,在轨道后侧2 m后布置袋装糖装船输送带栈桥,栈桥宽度设置为4 m,栈桥后侧考虑1条宽度为5 m的维修通道。经计算,码头面总宽度为26 m,总长度为285 m。
引桥布置方案为:引桥面布置3条带式输送机,宽度为12.2 m,另外布置1条单向维修车通道,宽度为3.8 m,总宽度为16 m。引桥总长度为500 m。装卸工艺平面布置图及断面图如图4~图7所示。
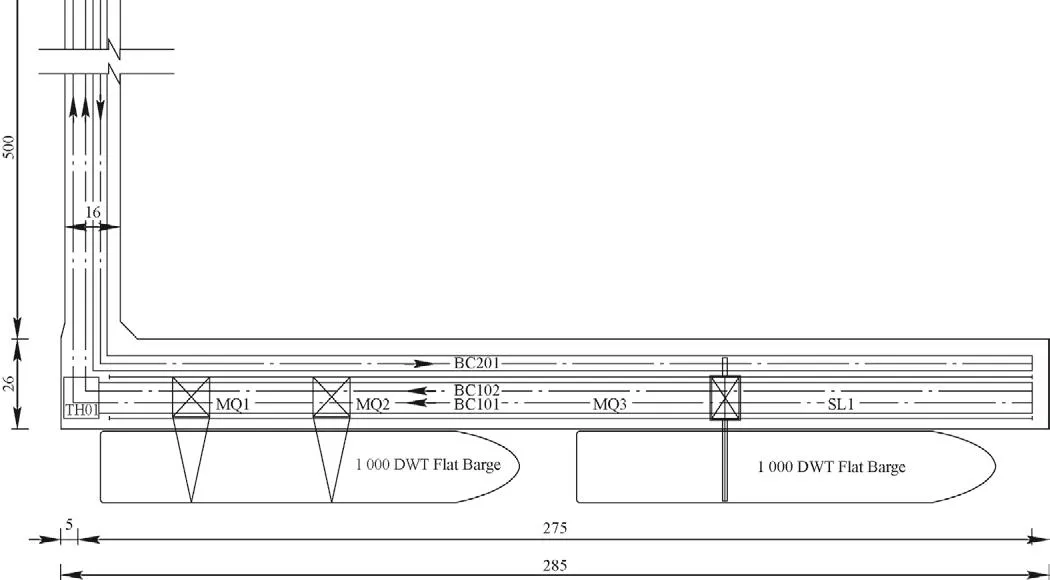
图4 方案2平面布置图
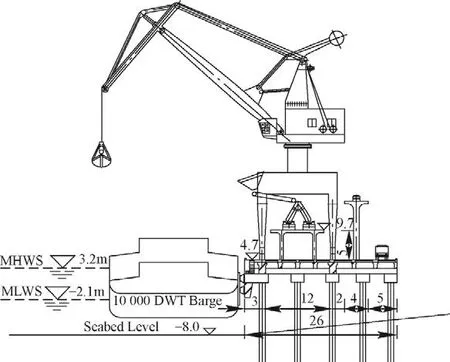
图5 方案2卸船泊位断面布置图
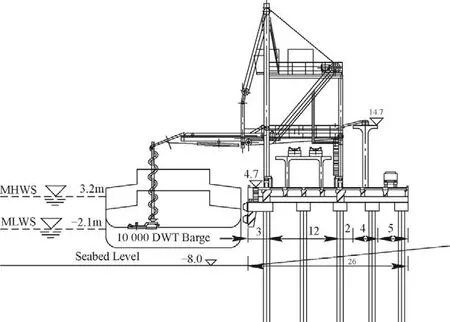
图6 方案2装船泊位断面布置图

图7 方案2引桥断面布置图
3 装卸工艺方案比选
3.1 投资估算
1)水工结构
装卸工艺方案2与装卸工艺方案1相比,水工结构主要区别在于码头面宽度以及荷载的不同。装卸工艺方案2中,码头面宽度节省4 m,且水工结构无需考虑牵引车平板车的较大的载荷,在一定程度上节省了水工结构的桩基础及梁板的工程量和费用。
方案2与方案1相比,码头面面积减少285×4=1 140 m2,针对万吨级高桩梁板结构,按1万元/ m2进行估算,方案2比方案1在水工结构方面节省:1 140×1=1 140万元。
另外,方案2无需考虑牵引车平板车的设计荷载,可减少引桥的面板厚度,从而降低引桥水工结构的工程量和费用。
2)装卸设备
2个方案的装卸设备区别主要在于袋装糖前沿装卸设备及水平运输设备不同,主要将这一部分的估算进行对比,2方案的袋装糖装卸设备估算如表3、表4所示。

表3 方案1主要设备估算表
由表4可知,采用装卸工艺方案2,铺设带式输送机及土建栈桥的费用较购置牵引车平板车的费用高,但螺旋袋物装船机结构简单,价格较门座式起重机低,整体看两个装卸工艺方案设备估算基本一致,相差较小,方案2略低。

表4 方案2主要设备估算表
3)估算比较
方案1与方案2的投资估算比选表5所示。

表5 投资估算对比表 万元
在表5中,以装卸工艺方案1为基准造价,总体费用以0计,方案2正、负值分别表示费用的增、减。装卸工艺方案2在投资估算上比装卸工艺方案1要低。
3.2 生产运营
2个方案在进口散粮上,生产运营模式基本一致,本文主要对投产后袋装糖的生产运营效果进行对比。
1)工艺定员
设备定员主要包含装卸工人数量及司机数量,修理人员及其他管理人员数量由港区总体协调,2个方案基本一致,不进行单独比较。2个方案的设备定员数量如表6、表7所示。
由表6、表7可知,装卸工艺方案2与装卸工艺方案1相比,在港区定员上有较大的优势,能够较大程度地节省后期人力资源成本。

表6 方案1设备定员数量

表7 方案2设备定员数量
2)作业效率
方案1所用门座起重机在进行袋装糖装船时,装卸效率一般为60~100 t/h左右。在操作过程中,受装卸工人及门座起重机司机的操作熟练度影响,装卸作业效率存在一定程度的波动,较难达到理想的装卸作业效率。
方案2所用螺旋袋物装船机装卸效率与水平运输带式输送机一致,设计为2 400 bag/h,按每包标准包装50 kg计,为120 t/h。螺旋袋物装船机装船为机械化作业,码头面无需装卸工人进行辅助作业,只需在船舱落料点配备人员进行堆码垛作业,作业效率稳定,受人员素质影响小,适合长期稳定作业。
3)安全、节能、环保
①安全方面 在方案1中,袋装糖运输中码头面上牵引车平板车车流量较大,且无法完全做到人车分离,存在一定的安全隐患。另外,牵引车平板车在码头端部调头时,需要穿越带式输送机栈桥底部,容易受到带式输送机栈桥底部支腿干扰,对司机要求较高,也存在一定的驾驶安全隐患。在方案2中,码头面除日常维护及维修车辆通行之外,无大型牵引车平板车通行,减少了码头车辆的交通量,不存在大型车辆调头的工况,减小了安全隐患。
②节能方面 经分析计算,方案1装卸袋装粮的单位能耗为2.35 t标准煤/万t吞吐量。方案2装卸袋装粮的单位能耗为2.07 t标准煤/万t吞吐量。可知在装卸工艺方面,方案2与装卸工艺方案1相比能耗更低。
③环保方面 方案1中采用的牵引车平板车绝大部分为燃油驱动,会排放一定的污染尾气。在建设绿色港口、大力发展船舶岸电的背景下,港口装卸设备宜选用低能耗、低污染的电力驱动设备。方案2采用的平行上托辊带式输送机,为电力驱动,在水平运输过程中基本对环境无污染。
3.3 总结
通过对2个方案在建设阶段的投资估算及建成投产后的生产运营效果分析可知,装卸工艺方案2在投资估算、生产运营方面相比装卸工艺方案1有着较大的优势,故采用机械化、自动化程度更高的装卸工艺方案2是可行的。
4 结语
1)袋包件杂货利用机械化自动化的螺旋袋物装船机与带式输送机的装船方案能够节省工程投资,具有一定的经济效益;
2)螺旋袋物装船机与带式输送机的机械化自动化装船方案在后期运营过程中,能够节省运营成本,在安全、节能、环保方面也具有较大的优势;
3)在货种规格满足要求的前提下,螺旋袋物装船机与带式输送机的装卸工艺方案具有一定的推广价值。
猜你喜欢
港口装卸(2023年5期)2023-11-02 10:41:14
辽宁师专学报(自然科学版)(2021年1期)2021-07-21 03:17:06
农产品市场周刊(2021年1期)2021-05-04 08:51:26
装备制造技术(2020年1期)2020-12-25 05:19:14
飞天(2020年9期)2020-09-06 14:04:35
经济技术协作信息(2018年11期)2019-01-14 03:07:20
成长·读写月刊(2018年1期)2018-01-15 18:13:03
环球时报(2017-10-30)2017-10-30 05:04:06
西藏科技(2015年3期)2015-09-26 12:11:11
广东造船(2014年6期)2014-04-29 12:09:25
