焊接企业国际认证与焊接生产制造高质量发展
2022-02-18 09:00陈大军王洪奇卢峰华关丽丽
电焊机 2022年1期
陈 宇,陈大军,杨 高,王洪奇,卢峰华,关丽丽
1.机械工业哈尔滨焊接技术培训中心(WTI),黑龙江哈尔滨150046
2.中车唐山机车车辆有限公司,河北 唐山 064000
3.国际授权(中国)焊接企业资格认证委员会(CANBCC),黑龙江 哈尔滨 150046
0 前言
高质量发展是2017年中国共产党第十九次全国代表大会首次提出的新表述,表明中国经济由高速增长阶段转向高质量发展阶段。随着我国自1999年以来焊接企业国际认证工作的不断发展以及国际标准质量体系的采用,普遍规范了以焊接作为主要加工工艺的企业焊接生产制造的各个主要环节,全面提升了我国焊接生产制造的整体国际化水平,推动了高质量发展。本文着重阐述了焊接企业国际认证如何服务和促进我国装备制造业焊接生产制造的高质量发展。
1 焊接企业国际认证相关标准要求及认证工作在我国的开展情况
1.1 国际焊接质量体系的基本要求
目前国际通行的焊接质量体系的基础性标准为ISO3834系列标准《金属材料熔化焊质量要求》[1],共分6个部分,其中质量要求分为三个等级,即完整质量要求、一般质量要求和基本质量要求。其涵盖的要素相同,只不过要求的程度依次降低。各个行业、监管机构、主机厂或分供方可结合自身产品的特点和应用标准,安全性要求,制造的复杂性等因素综合考虑选用相应等级的质量要求。以ISO3834-2完整质量要求为例,几乎涵盖了从焊接项目实施前对客户的要求和技术的评审,直到质量报告或记录的焊接制造全过程,而且在焊接及检测人员,工艺及验证,原材料,焊前、焊中及焊后检查,热处理,焊接设备的计量校验等主要方面都有相应的ISO标准来作为依据。ISO14731作为规定焊接管理人员(焊接监督人员)职责和任务的标准,在2019年修订后,其职责范围在ISO3834和原ISO14731基础上,又根据国际大环境要求,增加了“健康,安全与环境”。
如今ISO3834系列标准已成为众多工业领域焊接质量体系和控制的基础,也是国际国内行业及主机厂对自身和焊接分供方焊接质量体系的基本要求。由于ISO3834系列标准是不分行业的通用焊接质量体系的基础标准,所以很多行业的应用性国际标准中也将其直接作为焊接质量体系的基础,或结合行业产品的特点附加一些特殊要求,如EN15085系列标准《轨道应用—轨道车辆及其部件的焊接》[2]和EN1090系列标准《钢结构和铝结构的实施》[3]。
概括地说,通过国际焊接企业认证,会以相应的国际标准做支持对影响产品质量的主要因素——人、机、料、法、环、测六大方面进行规范和管控[4],如图1所示。

图1 国际焊接质量体系通用要求Fig.1 General requirements of International welding quality system
1.2 焊接生产质量体系国际认证在我国的推广[5]
早在1999年起我国就通过中德合作在国内率先开展了DIN18800-7,EN729(ISO3834的前身)焊接质量体系推广工作。得益于1984年开始的中德两国政府合作框架内的焊接技术合作(由中国WTI与德国GSI SLV具体执行)积累的实践经验,我国国际授权(中国)焊接企业资格认证委员会(CANBCC)于2011年正式通过国际焊接学会(IIW)的授权,作为国内唯一的国际授权组织在中国境内开展ISO3834焊接质量体系认证工作。
在我国取得ISO3834企业认证IIW授权后,为迅速推广国际焊接质量标准体系,使我国的焊接制造业尽快与国际接轨,采用国际公认的焊接质量体系标准作为质量保证的基础,促进我国焊接制造业的高质量发展。WTI同CANBCC一起合作在国内进行宣传和推广工作,企业也由国外客户的主动要求认证,转为国内行业客户的原则要求,进而形成国内客户为适应国际国内市场主动提出认证申请的良好态势,同时也极大地推进了我国焊接制造业冲破贸易壁垒走向世界的进程。截至2019年底经CANBCC认证的国内ISO3834企业总数已经达到552家,其中轨道车辆、钢结构、工程机械领域占比分别为61%、16%、21%。中国CANBCC的认证领域和企业数量统计如图2、图3所示。

图2 CANBCC认证的ISO3834企业应用领域分布Fig.2 Distribution of application areas of companies certified by CANBCC according to ISO3834

图3 CANBCC认证ISO3834企业审核总数历年增长情况Fig.3 Growth of total numbers of audits conducted by CANBCC ac‐cording to ISO3834 over the years
根据最新的IIW IAB 2019年度报告【6】,统计近三年企业认证的最新进展,中国CANBCC分别以22%,26%和24%的认证企业数占比连续三年位列世界第二。图4为IIW网站ANBCC证书查询系统,从中可以查询各国ANBCC认证的企业信息。

图4 IIW网站ANBCC证书查询系统Fig.4 ANBCC certificate inquiry system on IIW website
全国范围内ISO3834认证企业所在区域占比如表1所示,其中有国外市场需求,直接或间接给国外跨国公司配套的厂家占比为93%。

表1 国内ISO3834认证企业所在区域占比Table 1 Proportion of domestic ISO3834 certified enterprises in the region
上海振华重工(原上海振华港机)是WTI自1999年从事国际焊接企业审核认证工作的国内第一家,也是国内钢结构龙头企业,当时是按DIN18800-7大企业资格认证的。上海振华公司长兴岛基地于2011年取得了国际焊接学会对CANBCC正式授权后的首个编号为001证书(见图5)。目前该企业产品销量已经连续22年占据全球同行业市场的第一位置。

图5 上海振华公司长兴岛基地获得CANBCC颁发的首张ISO3834-2证书Fig.5 First ISO3834-2 certificate issued by CANBCC for Shanghai Zhenhua Heavy Industries Co.,Ltd.Changxing Branch
除此之外,高铁制造作为我国在世界范围的名片,其焊接质量保证也得益于起步阶段就按ISO3834以及EN15085系列标准的要求建立和完善企业的焊接质量体系,确保焊接的各个环节都能按相应国际标准实施,确保焊接产品的安全性和可靠性。目前我国以中车长客、中车唐山、中车青岛四方等企业为龙头,带动了大多数高铁、城轨等轨道车辆制造企业都通过了ISO3834和EN15085认证。除此之外,其他行业如桥梁、重型机械、风电、电梯、集装箱和煤机行业等应用领域也有越来越多的企业建立了ISO3834体系并通过了CANBCC的认证,有些也同步取得了EN1090欧洲钢结构认证,典型的企业如山海关桥梁厂、徐工集团、太原重工、西安国水、迅达电梯、深圳中集北以及京煤机等。图6为焊接企业国际认证常见的几种类型的证书,包含美标的CWF,欧标的EN15085、EN1090等证书。

图6 WTI与国内国际知名机构合作颁发的几种常见国际焊接企业认证证书Fig.6 Several common international welding enterprise certificates is‐sued by WTI in cooperation with domestic and international wellknown institutions
2 国际焊接质量体系及企业认证的推广工作促进我国焊接制造的高质量发展
当前形势下,如何理解高质量发展?从企业经营层面理解,就是要提高商品和服务的供给质量。高质量发展包括一流竞争力、质量的可靠性与持续创新、品牌的影响力,以及先进的质量管理理念与方法等。我国CANBCC在国内推广焊接企业国际认证工作恰恰为企业实现“高质量发展”提供了基础性的服务和根本性的保障。从国际化人才建设、先进的焊接工艺评定和实施,帮助企业建立国际通行的焊接质量体系,全方位引进先进的质量管理理念,促进焊接生产制造的自动化、数字化、智能化和绿色化发展,从而提升企业在行业中的影响力、带动力,有效地推动了我国焊接制造的高质量发展和中国制造走向世界。
2.1 国际化焊接人才队伍的建设[7]
我国国际授权(中国)焊接培训与资格认证委员会(CANB)自2000年取得国际授权以后为我国焊接行业培养了大量优秀的IWE(国际焊接工程师)、IWT(国际焊接技术员)、IWS(国际焊接技师)、IWSD(国际焊接结构设计师)、IWIP(国际焊接质检人员)、IWP(国际焊接技士)、IW(国际焊工)等各类国际焊接人才,按照IIW IAB统计,我国国际资质人员的培训认证累计总数多年位列全球第二,2019年年度认证人数列世界第一。国际焊接人才是国际焊接企业资格认证的先决条件,国际认证对焊接管理(焊接监督)人员一般要求具有IWE、IWT、IWS资质。仅就我国轨道车辆行业而言,除了行业要求的EN15085认证以外,其中绝大部分也通过了ISO3834认证。这里面几乎涵盖了我国绝大多数轨道车辆焊接企业的主机厂以及众多不同规模的焊接产品配套企业,如专业生产各类车体大部件、空调、制动系统、门系统、座椅及行李架等企业。在这些通过国际认证的企业中,大量具有国际资质的焊接工程师和焊接技师广泛分布在设计、工艺、生产、质量等领域。除此之外,从事轨道车辆的国际焊接认证企业绝大部分都取得ISO9606-1或-2焊工、ISO14732焊接操作工、ISO9712无损检测人员等相应资质。
以中车唐山为例,我国首批350 km高速铁路项目是由中车唐山和德国西门子共同合作完成,该项目从焊接设计,焊接工艺规程的编制及评定,焊材及母材的选择,焊接及检测人员的资质要求,焊机及检测器具的计量校验,焊缝质量验收等都是按照相应的国际、欧洲标准实施的,这也是认证企业国际认证标准的基本要求。这就对焊接企业人员提出了很高的要求,没有经过严格认真的培训和认证,企业的焊接管理及执行人员很难按照项目要求控制焊接的各个流程与环节。为此,中车唐山花了大量的时间和成本培养了众多符合项目要求的各类国际焊接及检测人员,仅唐山一地的四个分厂就累计取得了IWE、IWS、ISO9606/ISO14732焊工及操作工、ISO9712无损检测人员等各类国际人员资质1 910人证。通过国际焊接企业认证在推广中对焊接专业人员资质、焊接监督和管理、技能等方面的要求,中车集团涌现出了众多以中车长客李万君(IWS)为代表的“大国工匠”“高铁工匠”等国际焊接技师IWS和焊接高技能型人才,如中车唐山孙斌斌(IWS),中车戚墅堰机车公司张忠(IWS),中车长江公司易冉(IWS)等人,他们大多在焊接企业国际认证体系中作为现场实际焊接工作的管理和监督人员,监督和指导焊接生产的各个关键环节。同时也有一大批IWE走向企业的管理乃至高管的位置,或成为业内的“首席专家”“资深专家”等。据中车唐山统计,该厂近些年也先后培养出了一大批具有国际资质的优秀焊接人才,如中车“资深技术专家”5名,“资深操作专家”4名,“技术专家”29名,“操作专家”5名。企业正是因为有了这么一大批懂得国际标准的焊接及检测高素质人才作为根本保证,我国的高铁技术引进才得以顺利进行,并且在此基础上经消化吸收,可以走出自我创新,不断完善的新路子。
2.2 国际标准的焊接工艺规程及评定
焊接企业国际认证标准要求金属材料熔化焊的焊接工艺规程的编制应满足ISO15609系列标准,焊接工艺评定应满足ISO15614系列标准,以及焊接生产之前模仿生产实际进行的工作试件验证应满足ISO15613标准,同时也是为了保证焊接企业中不同焊接方法、不同材料、不同接头等的焊接工艺从编制、反复实验不断优化,最终经评定达到国际水平,确保焊接质量的稳定性。所以国际焊接认证企业主要的焊接工艺一般都要经过反复实验并确保满足相应的国际标准。并且在认证成功后企业的焊接资质证书上会标明经认证的焊接工艺方法、材料、规格以及接头形式的覆盖范围等信息,原则上企业只有在经认定的范围内从事焊接生产才被认为是满足国际标准规范的,如果随着产品的变化,以往的覆盖范围不能满足了,则可能需要新增焊接工艺评定和焊工资质,从而达到标准和下一步生产覆盖的要求。据统计,中车唐山全厂2009年至今,已取得ISO 15614-1工艺评定305项,ISO 15614-2工艺评定78项,ISO 15614-12工艺评定18项,ISO 15613工艺评定38项,ISO 25239-4工艺评定18项,总计457项。表2是截止到2020年中车唐山四个主要国际认证的分厂(仅唐山一地)所作的符合ISO 15614-1或-2标准的焊接工艺评定项目。

表2 中车唐山四个主要国际认证的分厂的焊接工艺评定项目Table 2 WPQR items of CRRC Tangshan's four major internationally certified branches
WTI积极为我国装备制造业提供了国际化服务。企业有了大量满足国际标准的焊接工艺规程以及焊接工艺评定,才能有效地做好焊接过程的质量控制,从而保证一流的焊接产品质量和稳定性,极大降低焊接产品事故率,也保证了我国轨道车辆产品整体焊接质量和安全性的不断提升。
2.3 国际焊接质量体系引进先进的管理方法和理念
企业要高质量发展,拥有先进的质量管理方法和技术基础尤为重要。企业层面的质量管理包括企业先进质量管理方法、认证与检测、标准与计量等支撑产品质量提升的内容。除了要大力推广“卓越绩效”“六西格玛管理”等先进技术手段和现代质量管理理念及方法,建立和推行满足国际标准的焊接质量体系也是焊接企业高质量发展的基础。企业只有真正建立起具有国际标准的焊接质量体系,才能全方位按照国际通行标准加以规范生产制造全过程,做到每一步都有相应的国际标准作为依据,每道工序都有相应工艺规程、标识和可追溯性,从而实现先进的现代化企业管理。ISO3834-5中共计用10个附表涉及39个ISO标准全方位地规范了焊接质量体系所涉及到的方方面面。图1中列举了以ISO3834为基础的各种国际焊接企业认证执行中相关配套技术标准。
有了这一国际标准体系做支撑,也为焊接企业数字化、自动化、智能化改造升级,建立全生命周期数字化焊接体系奠定了基础。
2.4 焊接企业国际认证促进焊接生产制造的自动化、数字化、智能化、绿色化发展
当前全球制造业正加快迈向数字化、智能化时代,智能制造对制造业竞争力的影响越来越大。为持续有效地推进我国装备制造业与智能制造相融合,实现高质量发展,广大的国际焊接认证企业也积极投入到这一伟大实践中。以上海振华、中车集团、太原重工、徐工集团、北煤机等一大批主机厂为主的企业通过焊接企业认证所建立起的一整套焊接质量控制流程,已大踏步地走出了焊接制造的自动化、数字化、智能化的创新之路。同时也带动了行业中一大批优秀的配套焊接企业走向了创新发展之路。
以中车唐山为例,伴随国家“中国制造2025”政策推出,中车唐山公司以国际焊接质量体系为支撑,积极发挥主机厂的影响力和带动力,制定了“1个战略目标”即成为国内一流绿色、智能、人文轨道交通装备数字化服务型制造商,实现企业高质量发展;“3个战略主题”即国际化、一体化、数字化企业发展战略。中车唐山公司为响应体系中“健康,安全和环境”的要求,近些年投入近3亿元从焊接设备、柔性化焊接工装等方面对车体及转向架焊接技术进行全面升级改造,先后配备了4台搅拌摩擦焊设备,4台搅拌摩擦焊制造单元,目前生产制造的搅拌摩擦焊部件已经应用到350 km/h中国标准动车组“复兴号”、厦门地铁2号线、福州地铁5号线、福州地铁6号线、台州S1市域动车组项目中;投资484.5万欧元引进3套数字化电阻点焊设备;投入约3 172.5万元增加地铁侧墙激光焊设备、车体自动等离子焊接设备,如图7所示。

图7 引进先进、高效、环保的搅拌摩擦焊,激光焊,自动等离子焊等设备Fig.7 Introduce advanced,efficient and environment-friendly stir friction welding,laser welding,automatic plasma welding and other equipment
为加强质量体系管控,使焊接监督和管理工作提档升级,在数字化焊接改造方面对铝制车体产线的204台手工焊机联网,通过焊接MES系统与公司级MOM系统进行互联互通,实现手工焊机的电流、电压、保护气体流量、送丝速度等参数的实时监控,同时实现焊机的点检、保修等信息的同步,如图8所示。

图8 焊机联网Fig.8 Welding machine networking
在焊缝质量检测与焊接监控系统方面,利用激光传感技术和视觉视频等技术,对铝制车体3台自动化焊接设备进行监控改造,研究开发出焊缝质量检测系统和在线焊接监控系统,实现车体自动焊接过程的实时监控和焊后焊缝的自动检测,目前已经应用到250 km/h中国标准动车组、350 km/h中国标准动车组等项目,系统运行稳定,如图9所示。

图9 在线监测和焊接检测系统Fig.9 Online monitoring and welding inspection system
为保持质量的可靠性与持续创新,对大部件自动焊机改造,分别在动车组侧墙和车顶生产线进行3套自动焊机改造。目前已经应用到250 km/h中国标准动车组、350 km/h中国标准动车组、250 km/h以上货运动车组等项目,如图10所示。

图10 动车组大部件侧墙的自动焊机改造Fig.10 Transformation of automatic welding machine for side wall of large parts of EMU
为降低成本,提高生产效率,推动低碳绿色发展,在侧墙组、车顶组以及底架组焊工位进行了13套组焊工装数字化柔性化改造,通过数字化控制技术以及柔性化结构设计,实现组焊工装数字化柔性化,如表3、图11所示。
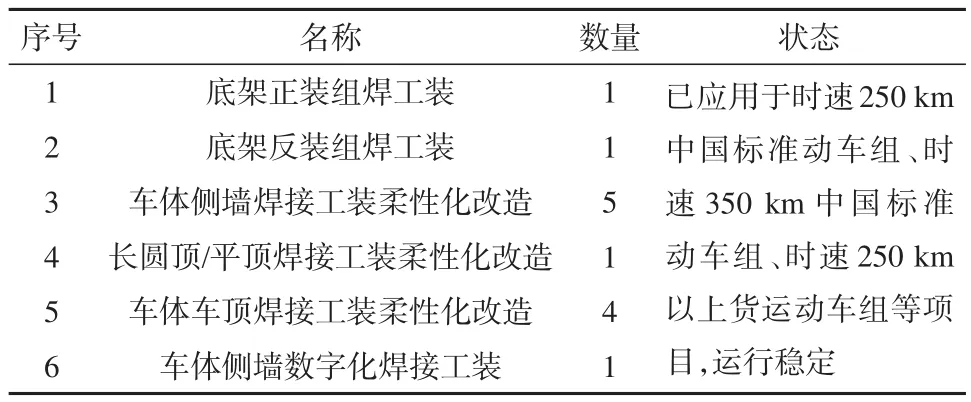
表3 数字化焊接工装改造及项目应用情况Table 3 Improvement of digital welding equipments and projects ap‐plication

图11 数字化焊接柔性工装大大提高生产效率,降低劳动强度,推动低碳绿色发展Fig.11 Digital welding flexible equipment greatly improves produc‐tion efficiency,reduces labor intensity,and promotes low-carbon green development
几年来,中车唐山通过“自动化、数字化、智能化”转型改造,逐步走上了低碳、绿色发展之路;通过大部件自动生产线改造,设备稳定性提高,返修量降低,焊接由原有的单枪单丝改成双枪双丝,生产效率提升约200%;通过数字化工装,不同产品的工装切换时间不超过4 h,工装费用降低60%,达到缩减工艺准备周期、降低工人劳动强度的目的;通过数字化改造实现铝合金车体生产线204四台焊机联网,实现车体自动焊接过程和焊后焊缝的自动检测的实时监控,进一步稳定焊接质量。
此外在主机厂的引领带动下,涌现了一大批具有国际视野优秀的供应商,南京康尼机电股份有限公司就是其中之一。该公司2000年成立,2002年作为我国轨道装备企业首家通过国际焊接企业资格认证。有了坚实的国际焊接质量体系的基础,公司不断大力推进自动化、智能化制造技术与研发,制造管理服务等全方位融合,向“智能”转型,向“高端”升级,自2015年以来先后实现了“窗框焊接自动化生产线”“钣金自动加工生产线”“丝杆柔性制造系统”等20多个关键工序的自动化生产,大大提升了设备的数控化率及制造车间的自动化柔性化水平,实现了焊接生产的透明化与规范化,无纸化管理,结合通过条码RF ID等工具,实现质量可追溯,保证产品质量的可靠性。通过虚拟仿真系统建立了与物理工厂相匹配的数字化工厂,实时监控物理工厂的运转状态,最终建立数字化生产调度指挥中心。通过自动化改造与生产数字化建设,康尼公司生产效率提升40.47%,能源利用率提高31.56%,构建了供应链一体化平台,大力推进了公司向制造业服务化转型。
在钢桥制造领域,中铁山桥作为我国历史最悠久的桥梁制造企业,也于早年通过了ISO3834和EN1090的认证,并且在智能制造、绿色发展上焕发着新的活力。中铁山桥精心打造的京张高铁官厅水库特大桥,如图12所示,贴上了世界桥梁制造技术高水平的金色标签。中国首个桥梁产品全生命周期服务云平台(简称IBIM系统),代表国内桥梁制造最智能的系统,能实时快捷地监控桥梁制造信息,例如材料属性、制造工艺参数、物料使用情况等,达到质量和进度的可控。

图12 中铁山桥参与建造的“智慧京张”高铁官厅水库特大桥Fig.12 China Railway Shanhaiguan Bridge Group participated in the constructionof"SmartBeijing-Zhangjiakou"GuantingReservoirBridge
地处官厅水库是北京市一级水源保护区,为了实现绿色环保,中铁山桥采用了全焊免涂装耐候钢结构,不需要涂装,就避免了污染,建成了“绿色桥梁”,如图13所示。

图13 国内首座免涂装耐候钢大型公路桥-京张高速公路悬索桥Fig.13 First large-scale highway bridge of weather resistant steel without coating in China-suspension bridge of Beijing-Zhangjiakou Expressway
3 国际授权机构和企业间的紧密合作交流
10年来,WTI Harbin和CANBCC共同合作积极为中国焊接生产企业国际化发展提供企业咨询认证的服务,促进IIW企业认证体系在中国的推广。在中德合作的同时,还积极与意大利、美国等国合作,吸收、借鉴各国的认证经验,摸索研究出一整套行之有效的企业认证前期的服务体系和流程,以及认证后期帮助企业不断持续改进的服务措施。如企业认证前期的集中咨询、现场咨询,以及认证后期的各类焊接企业专项交流、培训与研讨,并通过行业论坛推广行业的新标准、新技术(见图14)等,使得企业在认证后能够真正按照相应的国际标准不断完善焊接质量体系,不断提升焊接专业人才队伍的业务素质。为中国制造走向海外市场,迈向国际奠定了坚实的基础。

图14 中德意国际焊接认证企业焊接技术交流活动Figure 14 Welding technology exchange activities of Sino German Italian international welding certification enterprises
企业严格执行国际标准质量体系,最终成为了最大的赢家,在激烈的国际国内市场竞争中不断树立企业的优秀品牌,提高竞争力。在保证质量的前提下,进一步做好服务型企业,目前中车唐山已在国内主机厂中率先通过了国际标准修车资质认证,开始着手打造全生命周期的焊接质量体系,如图15所示。

图15 WTI与中车唐山合作推行国际焊接质量体系Fig.15 WTI cooperates with CRRC Tangshan to implement the inter‐national welding quality system
4 结论及展望
自我国1999年开展焊接企业国际认证工作,2010年通过IIW授权以来,较好地规范了我国焊接制造业的基础焊接质量体系,全方位规范了企业的焊接行为,从而保证了焊接生产制造的质量及稳定性,提升了焊接管理及服务水平,显著地提高企业的行业及国际竞争力,树立了企业的品牌效应,有效促进了焊接企业高质量绿色发展。我国在轨道车辆、钢结构、工程机械等诸多领域大力推广焊接企业国际认证工作,得到了这些领域的广泛认同、支持与响应。相应的国际标准中也有很多成为等同等效的GB/T标准,其中早在2009年就以哈尔滨焊接培训中心(WTI Harbin)为主要起草单位对ISO3834系列标准进行了国标的转化,成为了GB/T12467系列标准。同时也应看到,国际标准在实际贯彻中还有不断提升的空间,如应用领域还有待于不断拓展,现在主要以轨道车辆、钢结构和工程机械领域为主。迫切需要我国装备制造业的其他领域的普遍认同和逐渐接受;我国作为焊接制造大国,全球范围内创新引领作用,尚待加强和提高等。
期待将来我国的焊接科技工作者通过不懈的努力成为国际标准、包括焊接人员以及企业国际认证标准规范的主要参与者、制定者。这一切需要不断总结焊接企业国际认证实践的经验,充分消化吸收相应的国际标准,并以此为基础贡献创新的观点和智慧。
猜你喜欢
机械工业标准化与质量(2022年8期)2022-10-09
中国品牌(2021年1期)2021-06-18
中国质量与标准导报(2019年11期)2019-12-23
科学与技术(2018年8期)2018-04-26
通信产业报(2018年10期)2018-04-13
中国证券期货(2017年2期)2017-03-24
中国证券期货(2017年2期)2017-03-24
股市动态分析(2016年12期)2016-10-13
中国计算机报(2016年6期)2016-05-14
证券市场周刊(2016年14期)2016-04-19