
3D打印技术应用于引导牙槽骨再生的研究进展
2022-02-17 05:10李德生王立东综述审校
口腔材料器械杂志 2022年1期
李德生 王立东 陆 萍 综述 赵 军 审校
(1. 武警上海总队医院口腔科,上海 201103;2. 上海交通大学医学院附属第九人民医院 口腔修复科,上海市口腔医学重点实验室/上海市口腔医学研究所国家口腔疾病临床研究中心,上海 200011)
牙槽骨是牙周支持组织的主要结构,在牙体的发生、发育和萌出以及维持口腔咀嚼功能运动中起重要作用。目前的口腔医学领域,如何修复缺损的牙槽骨是研究者们面临的重点难点问题。临床中应对不同的牙槽骨缺损情况常应用自体骨移植、牵引成骨、引导组织再生术等手段进行牙槽骨再生修复。但上述方法均存在一定的弊端,尚需改进。随着组织工程学在口腔医学领域的应用发展,引导牙槽骨再生的支架材料制备有望成为修复缺损牙槽骨的新技术手段。
1 理想的引导牙槽骨再生材料性能
牙槽骨皮质骨的厚度为2.1 ~ 2.4 mm,密度为1.64 ~ 1.75 mg/cm。通常将骨组织支架与松质骨的抗压强度进行比较。在人类下颌骨中,松质骨的抗压强度为 0.22 ~ 10.44 MPa,均值为(3.9±2.7) MPa,但这一数值会随着骨密度、年龄和性别的不同而变化。牙种植体在咀嚼过程中的有限元分析结果显示:当施加146 N的咬合力时,种植体周围起支撑作用的牙槽骨产生62 MPa的压力;当种植体的角支承从0°增加到20°时,牙槽骨压力增加到122 MPa。这提示了牙槽骨植入物所需承受的力学范围。因此,支架材料必须有良好的相容性并最终被自体骨组织所取代才能增加其机械强度来承受这些力。孔隙度,包括孔隙大小和互连性,机械强度均影响组织穿透、提供利于生物学固定的接触表面,促进骨整合。当材料孔隙大小介于200 ~ 500 µm之间,孔隙度约为30% ~ 90%时,与牙槽骨松质骨结构最相似,具有最理想的骨引导性。
2 增材制造技术
增材制造技术(Additive Manufacture,AM),又称3D打印技术,始于20世纪80年代,后来逐渐被应用于骨组织工程学研究。在AM中,支架结构是由液体或粉末材料按照计算机化设计加工而成。AM技术与传统制造技术相比具有显著的优势,AM技术所制造的支架材料不仅具有精确的外部形状和内部结构,同时其复杂的三维结构具有可复制性。增材制造技术的优势极大地促进了引导骨组织再生支架的发展,这是目前其他传统制造技术无法比拟的。在AM技术中,立体光刻、选择性激光烧结、挤压打印、喷墨打印等激光打印技术在组织工程支架制作中应用最广泛,见图1。本文综述了各种骨组织支架制造技术的研究进展,并按所使用的生物可降解/可吸收材料进行分类讨论,探讨了各类制造技术及复合材料应用于牙槽骨再生的研究前景。
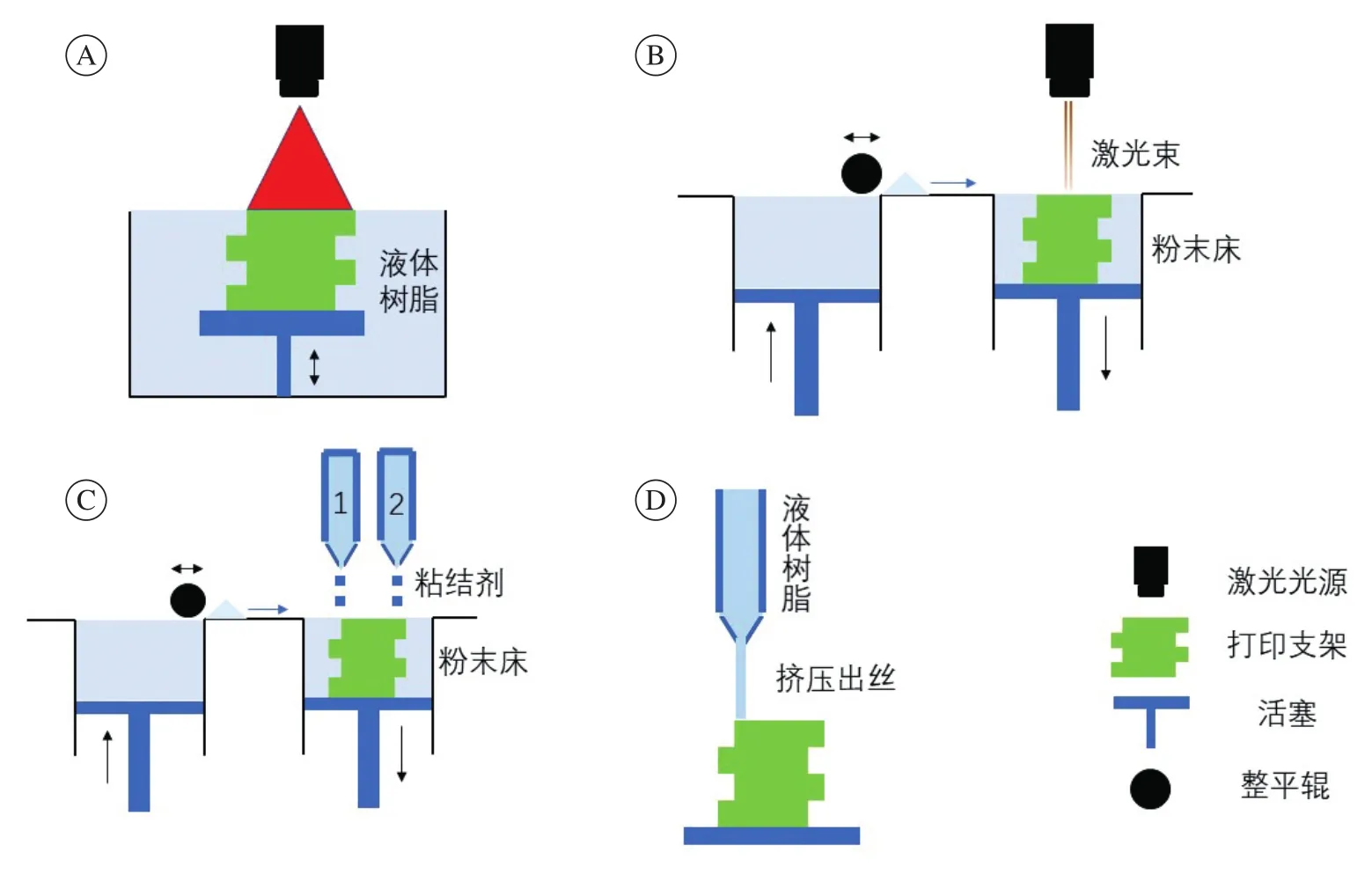
图1 4类3D打印技术工作原理
2.1 立体光固化成型技术
立体光固化成型(Stereolithography,SLA)是利用紫外线激光将液体状态树脂材料逐层固化来制造所需硬质材料,如图1A。SLA技术是目前分辨率最高、精确度最高的3D打印技术,其制作的材料能达到表面高度平滑。SLA适用于制作结构复杂,精确度要求高,表面平滑度高的支架材料。SLA可制备的材料范围很广,但其加工成光交联水凝胶的能力有限。利用SLA技术制造的甲基丙烯酰化明胶支架材料在体外细胞实验中能够促进细胞的增殖和迁移。其优点为制造成本低、易于生产。但降解速率快、机械性能较差,不适用于硬组织再生引导材料。为提高机械性能,丝素蛋白大多数情况作为添加剂制造复合材料。将甲基丙烯酸酯基团加入到含胺侧基的丝质中合成丝质甲基丙烯酸酯骨架,抗压强度可提高为910 kPa,为甲基丙烯酰化明胶的30倍,且同样具有良好的促进细胞增殖能力,更适合于引导硬组织再生支架的制作。在应用SLA合成的人工聚合物中,聚富马酸丙烯是早期常用的骨组织支架材料之一。与常规制备的支架相比,SLA制备的聚富马酸丙烯支架材料具有更好的细胞附着率和细胞增殖速率。SLA制备聚己酸内酯(Polycaprolactone,PCL)支架抗拉强度较低,但组织相容性好,与生物活性玻璃S53P4 结合后可增加抗压强度。甲基丙烯酸聚乳酸通过结合不同浓度的透明质酸(HA)和三甘醇二甲基丙烯酸酯可提高材料的机械强度。使用光引发剂Irgacure 2959制备的甲基丙烯酸聚支架的弯曲强度在80 ~ 97 MPa之间。磷酸三钙/羟磷灰石(Tricalcium Phosphate,TCP)是常见的生物瓷材料。由于陶瓷是不能光固化的,他们需要光固化树脂来将瓷粒子结合在一起。将生物瓷浆料与体积比为20%光固化树脂混合,在SLA固化并去除未固化溶液后,在1 400℃烧结支架去除固化的光固化树脂并融合生物瓷颗粒。纯生物瓷的平均抗压强度为(2.04±0.12)MPa,生物瓷/PCL的平均抗压强度为(4.55±0.21)MPa。
2.2 选择性激光烧结技术
选择性激光烧结(Selective laser sintering,SLS)技术是利用高能二氧化碳激光熔合粉末状小颗粒材料,如图1B。在SLS中最常用的材料是聚合物PCL、磷酸钙以及聚合物与生物瓷的复合材料。SLS技术制备生物瓷支架是难度较大的,因为高温激光使加热和冷却速度过快,导致支架较为脆弱。但其优点在于能够打印结构相对复杂同时壁薄的支架。然而它的尺寸精确度较差仅为 150 ~ 180 µm,表面光洁度也较差。SLS 还存在其他问题,如打印时无法结合生长因子和细胞,以及由于热变形易导致支架收缩和翘曲;由于激光产生的高温,天然聚合物材料不能用于这项制造技术。利用SLS技术制备含有20%重量的CaSiO的支架具有较快的降解速率和较好的促细胞增殖速度。在体外实验中,SLS技术制备的HA和β-TCP支架均具有良好的生物相容性和降解速率。由于β-TCP的脆性特质,它常用于非负重性骨重建。复合氧化物可增加其机械强度,但降低了降解速率。HA与β-TCP的断裂韧性分别为0.83和0.98 MPa,两者通过SLS技术复合制备的支架最大断裂韧度和抗压强度分别为1.33 MPa和18.35 MPa,且β-TCP复合比率越高降解速率越快。PCL较低的熔点(59 ~ 64℃)和玻璃化温度(-60℃)使其易加工,因此常用于SLS制造技术。抗压强度为2.3 MPa,孔隙率为50%的PCL支架植入小型猪体内可加速关节面骨和软骨长入,3个月后观察到骨缺损完全愈合。PCL结合生物陶瓷颗粒,如加入15 wt % nHA,可获得更佳的促进骨形成效果。SLS技术打印支架的精度低和易收缩是该技术临床应用面临的挑战,目前仍主要局限于作为手术指导的整形模型,或者作为骨支架在动物模型中的体内外应用。
2.3 粉末床喷墨打印技术
在粉末床喷墨打印中,稀释溶液或生物材料的液滴通过热驱动或压电驱动进入粉末床,预先处理的打印墨水充当位于粉末床内散装材料的粘合剂,如图1C。它的优点在于低成本以及具备打印多种材料的能力,而主要的缺点是要求使用低浓度油墨。该技术制造的骨移植物目前已取得一些良好的临床实验结果。粉末印刷的纯生物瓷支架具有良好的生物相容性,但抗压强度较差。为了改善这一缺点,一方面研究者将各类聚合物加入以取得更高的抗压强度;另一方面使用不同颗粒大小的分布,希望通过采用最佳的粒度比以增加相邻的生物陶瓷颗粒之间的总接触面积,促进烧结过程中颗粒的融合以获得高的机械性能。同时,研究发现聚合粘合剂可用来将瓷颗粒粘合在一起提高机械强度,如使用高分子粘合剂Schelofix制备的HA/TCP支架与BioOss®骨粉相比,不仅达到了较好的机械强度同时具有更好的促进细胞增殖效率。喷墨打印制作的磷酸氢钙骨替代物应用于修复兔颅骨缺损,可观察到骨组织替代物最终与原骨完全融合,并表现出与颅骨相似的钙化迹象,类似自体骨块移植效果。已有临床试验将α-TCP喷墨打印支架应用于修复颌面部骨缺损,取得较好的临床效果。喷墨打印制造的聚乳酸-羟基乙酸共聚物(PLGA)在体外实验中,相较于商品化开放孔聚乳酸支架(OPLA)及胶原支架(BD),力学性能是OPLA®支架的40倍、BD胶原支架的1.8万倍,同时具有更好的促细胞增殖效率。
2.4 挤压印刷技术
挤压印刷技术主要可分为两种工艺:熔融材料的挤出,即熔融沉积成型(FDM)和胶凝液材料的挤出,如图1D。熔融材料的挤压需要使用热塑性塑料,因此其在生物可降解骨支架研究中的应用一般局限于PCL和PLA。最终结构的精度和形状取决于熔融挤压后的纤维冷却和硬化的速度。挤压印刷的缺点包括分辨率较低(约200 µm)和对油墨粘度的要求高。使用挤压印刷技术制作的TCP/HA支架及TCP/藻酸(AA)支架均具有较好的生物相容性,但随着陶瓷含量的增加,支架变得易碎,机械力差。通过将支架与氧化石墨烯(GO)结合,TCP/AA支架杨氏模量从(154.4±8.7) MPa增加到(188.3±18.5) MPa。FDM工艺制作PLA支架材料时,随着孔隙率增高,支架的杨氏模量下降,但促细胞增殖率升高。在治疗早期股骨头坏死研究中,FDM工艺制作的PCL/β-TCP支架植入兔股骨头8周后评估,支架显示良好的骨长入。同样的方式制作的支架材料也被用于修复颌面部缺损的研究并取得理想的结果。
3 结论和展望
各类AM技术在制造骨增量支架应用方面各有优缺点,如表1所示。SLA制造技术大多使用天然的和人工合成的水凝胶来制造支架。虽然天然水凝胶具有良好的生物相容性,但材料抗压强度差。人工合成水凝胶的复合应用可以显著提高抗压强度,但生物相容性将下降。粉末床喷墨打印支架具有良好的机械性能,这些性能大部分来源于打印后的制造工艺,可能会牺牲支架设计的几何精度及降解速度。虽然SLA和粉末床喷墨打印的支架材料机械性能不适合承载负荷,但仍有可能用于种植牙一期骨增量手术,因为此时不需承载咬合力。SLS技术能够制备出具有较好抗压强度的支架,但由于其分辨率很低,松散粉末材料可能会存留在设计复杂的打印空隙中,不利于支架设计和组织细胞穿透。挤压印刷技术制造的聚合物/陶瓷复合材料具有所有AM技术中最大的抗压强度,达到类似于皮质骨的强度,能够负载0角度牙科种植体。同时,挤压印刷技术能够复合天然聚合物机生物活性分子,因此最具有未来发展潜力。SLS和挤压成型技术所制造的支架均具有较高的抗压性能,更适合牙槽嵴增宽同期种植体植入术。
表1 4类3D打印技术对比
方法 优点缺点立体光固化成型技术 精度高、表面光滑、制作技术成熟 制作材料限制、机械强度低选择性激光烧结技术 制作材料选择范围广、机械强度高 精度低、表面粗糙、生物相容性较差粉末床喷墨打印技术 制作材料选择范围广、精度高 机械强度低、需使用低浓度油墨挤压印刷技术 制作材料选择范围广、机械强度高、系统构造简单 精度较低、表面光洁度较差、成型速度慢
在各类材料选择中,聚合物/生物陶瓷复合材料在各类AM骨组织支架中具有突出的优势。在这种复合材料中聚合物提供了机械延展性,而生物陶瓷提供了骨诱导性并提高了骨传导率。同时,适用于以上各类制造技术,在体内外实验中均观察到良好的效果。未来生物瓷材料与水凝胶材料的结合有可能成为AM技术应用于引导骨再生的研究热点,多种材料性能的结合有可能构建出具有血管网的仿生骨组织结构,更加接近骨组织的生物功能。同时,种子细胞结合支架材料的复合方式仍然将是最受研究者关注的方向,而用于牙槽骨修复的种子细胞来源包括但不限于骨髓基质干细胞,牙周膜细胞以及脂肪源性干细胞 等。
综上所述,AM骨组织支架用于引导骨组织再生具有良好的前景。其优势在于AM支架可进行个性化设计,以适应其机械性能和孔隙率要求;同时可根据CT数据制造与缺损部位高度匹配的支架,从而提高植入物与受体部位的骨结合。目前,虽然现阶段相关的临床试验相对较少,3D打印支架的应用范围及其局限性仍需探索,但3D打印支架在牙槽骨骨增量术中毫无疑问具有巨大的应用潜力。
猜你喜欢
民族文汇(2022年14期)2022-05-10
家庭科学·新健康(2021年9期)2021-09-17
幼儿智力世界(2020年2期)2020-10-26
中国慈善家(2020年2期)2020-09-09
科教新报(2020年27期)2020-07-31
家庭科学·新健康(2020年5期)2020-05-19
中国新技术新产品(2019年19期)2019-11-27
伴侣(2019年11期)2019-08-09
伴侣(2017年7期)2017-07-11
印刷技术·数字印艺(2015年12期)2016-02-18
