
汽车紧固件常见问题及预防措施的研究
2022-02-16 08:59:08梁成成
汽车零部件 2022年1期
梁成成
(山西工程职业学院机电工程系,山西太原 030009)
0 引言
紧固件是一种量大面广的基础性元件,凭借其产品种类多、性价比高、拆装简单方便、利于检修、互换性好、可以增加预紧力防松等优势,广泛应用于包括汽车在内的各种机械产品和装备。据统计,在一部轿车上平均每车用紧固件约为3 500个,种类大概500种。一颗小小的螺栓几乎微乎其微,但本身作用非常大,根据最近公布的数据,汽车行业23%的维修问题是由紧固件松脱引起的,12%的新车存在螺纹紧固件松紧度不达标的问题,可见汽车紧固件对整车品质和可靠性有很重要的影响。
汽车紧固件按照其使用的重要程度可分为关键紧固件、重要紧固件和一般紧固件。关键紧固件和重要紧固件起着连接汽车关键部位的作用,一旦失效直接影响汽车的功能和安全性,如零件功能下降或者丧失、汽车安全性能降低等。紧固件出现问题的原因是多方面的,对紧固件产品常见的问题及预防措施的研究,是紧固件制造企业和使用单位面临的重要问题,同时也具有较高的工程实用价值。
1 汽车紧固件常见的质量问题及预防措施
在汽车生产和使用过程中,因紧固件失效而导致的问题频次相对较高,通过走访调研国内多家汽车主机厂,对汽车紧固件在装车前、装车时和装车使用后出现的失效模式和发生频次进行统计分析,并根据紧固件失效原因进行了相应分类。紧固件常见问题及发生概率如图1所示。

图1 紧固件常见问题及发生概率
根据多家汽车主机厂数据统计发现,汽车紧固件常见的失效类型为混料问题、疲劳断裂、热处理问题、表面处理问题、过载断裂等形式。
1.1 混料问题
紧固件混料是指两种或两种以上的紧固件产品,因各种异常因素影响,导致产品相互混淆的情况。混料问题是一种比较低级的问题,对于很多紧固件生产厂家来说,却又是一个很常见,但又难以完全控制的问题。汽车紧固件因为混料问题,对于客户来说,轻则造成线边缺料、汽车生产线中断,重则导致汽车召回返工;而对于紧固件厂家来说,需要对客户端和自己库存件进行返工,如有需要,还得加急生产客户急缺的某种紧固件,这样既使厂家形象受损,又需耗费大量的人力和财力。
引起紧固件混料的原因主要有:
(1)原材料因为规格相似或者标示错误,导致发错或者用错料。
(2)厂家在紧固件生产或委外加工过程中,因为调机或者相邻工序相应半成品未清理干净导致混料。
(3)紧固件成品在包装、储存或者外发过程中,因为管理不当造成混料。
针对以上原因,结合工作经验,可以采取以下预防措施:
(1)所有的紧固件原材料标识必须清楚明确;规格相近的原材料不能放在相邻的位置;领取原材料时,要严格按照《领料单》对原材料材质及规格的要求,防止领料错误。
(2)紧固件制造现场按照工艺流程进行规范划分,原材料存放区、待检区、合格品区、废品区使用不同颜色的筐料筐并按划分好的区域采取定制管理,定期进行现场5S检查。
每个品种、每个批次及每个料筐均需要采用工艺流转卡进行标识和追溯。工艺流转卡内容应包含原材料牌号、炉号、产品名称、图号、生产批次号、日期、操作者签字、检验记录、检验员签字等详细信息,以便随时可以进行追溯。产品周转过程中,必须检查料筐是否清理干净,必要时空筐倒置摆放。
(3)仓库存储的所有产品,都要采用固定的包装箱及包装袋,包装箱上标有产品的详细信息,如产品名称、图号、生产批次号、生产日期、包装日期、包装数量等;每个料架都要进行相应的编号,并导入MES系统中以便管理。
1.2 疲劳断裂
疲劳断裂是汽车紧固件常出现的质量问题之一,疲劳断裂时紧固件外观没有明显的征兆,大多是在无预警且不可预期的情况下发生的,一旦发生将损失严重。很多紧固件在服役期间会承受拉-拉、拉-压、弯曲、旋转弯曲、扭转弯曲等交变载荷的作用,在交变载荷作用下紧固件将会发生疲劳断裂。紧固件发生疲劳断裂的位置,一般集中在螺纹与螺杆交汇处、螺栓头下角过渡处及螺纹啮合的第一颗牙纹处,这些部位是紧固件的危险截面,疲劳源常产生于此。对发生疲劳断裂的紧固件进行失效分析发现,疲劳断裂的原因往往和紧固件制造缺陷有关,如螺栓头下角较小、过渡不平滑有折点、螺纹牙根处不圆滑、螺栓杆部表面缺陷等,除此之外,疲劳断裂原因也与原材料、装配连接不当等因素有关系。
一般情况下,发生疲劳断裂的紧固件宏观断口上没有明显的变形,呈现脆性断口形貌,其典型形貌包括疲劳源区、扩展区和瞬断区。某35CrMo材质10.9级高强度螺栓,因装配预紧力不够,导致其在使用期间受到一定次数交变载荷作用而发生疲劳断裂,螺栓断口的宏观形貌和疲劳条带如图2所示。

图 2 螺栓断口的宏观形貌和疲劳条带
由图2(a)可知,疲劳断口宏观形貌包括疲劳源区、扩展区和瞬断区。疲劳源区有向外辐射的疲劳台阶和放射棱线,一般位于疲劳弧线的中心;疲劳扩展区断面较平坦,断口上最基本的宏观特征是疲劳弧线,疲劳弧线的数量和间距主要与载荷的交变次数及交变应力的振幅有关;瞬断区面积大小取决于载荷的大小、材料的性质及环境介质等因素,瞬断区面积较小,仅占整个断面面积的20%左右,符合低应力高周疲劳断裂特征。疲劳断裂的主要微观特征是疲劳条带,其位于疲劳裂纹扩展区,如图2(b)所示,该疲劳条带属于韧性疲劳条带,是一系列基本平行且稍微弯曲的条纹,与裂纹扩展方向基本垂直,理论上讲,每一条疲劳条带代表一次应力循环,疲劳条带在数量上与应力循环次数应当相等。
通常情况下,可以采取如下措施预防疲劳断裂:
(1)合理选择紧固件材质,避免原材料中存在气孔、夹杂等缺陷,尽量选择晶粒细化的材料,有助于提高疲劳强度。
(2)合理设计紧固件结构,尽量减少应力集中,适当加大应力集中处的圆角半径,避免尖角,适当加大危险截面尺寸。
(3)改善加工工艺,降低零件表面粗糙度,尽量避免划伤和剐痕等表面缺陷。
(4)采取诸如滚压强化等表面强化措施,提高紧固件螺纹连接的疲劳强度。
1.3 热处理问题
紧固件常见的热处理问题如图3所示。

图3 紧固件常见的热处理问题
为了使汽车紧固件满足一定的强度、硬度、塑性、韧性等综合力学性能指标,通常需要对8.8级以上的高强度汽车紧固件进行热处理。汽车紧固件的热处理又称调质处理(淬火+高温回火),原材料、炉内温度、炉内气氛、热处理时间、淬火介质等因素都会对热处理产生影响。现在绝大部分汽车紧固件的热处理设备都是电子控制网带式连续炉,加热温度、保温时间、冷却时间、加工量等参数都是按一定的工艺要求,进行程序自动控制。随着热处理设备越来越先进,热处理工艺越来越完善,现在大部分热处理常见问题已得到很好解决。
经统计,某主机厂螺纹紧固件的热处理问题,绝大多数是因淬火裂纹引起的产品开裂或失效,淬火裂纹产生的原因复杂多样,以下通过几个典型的案例,探究几种淬火裂纹产生的原因及预防措施。
案例一:紧固件原材料缺陷原因造成的淬火裂纹
图4为紧固件原材料缺陷造成的成品淬火裂纹。
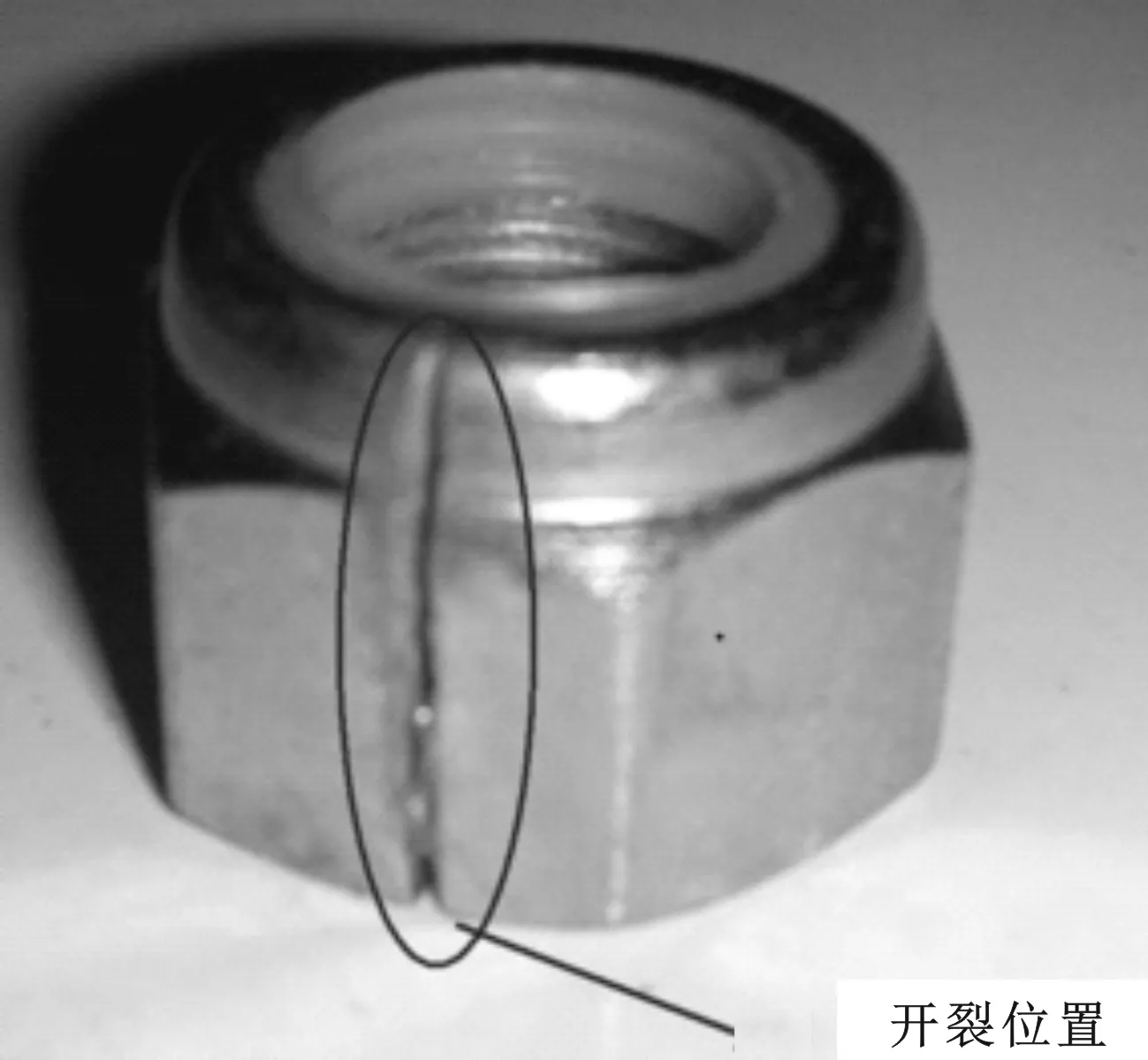
图4 紧固件原材料缺陷造成的淬火裂纹
原因分析:紧固件原材料本身存在微裂纹,在热处理过程中由于金属晶格的分解与重组,以及急冷急热引起的热胀冷缩均会造成原材料微裂纹的大幅扩展,从而使产品完全失效。
预防措施:①原材料入库检验时采用低倍放大镜抽样检查;②严格控制原材料,进行去料头、去料尾处理。
案例二:热处理毛坯件形状不规则引起的淬火裂纹
图5为毛坯件形状不规则引起的淬火裂纹。该毛坯件形状不规则,且其加工工艺为先钻孔,然后攻丝,最后热处理。
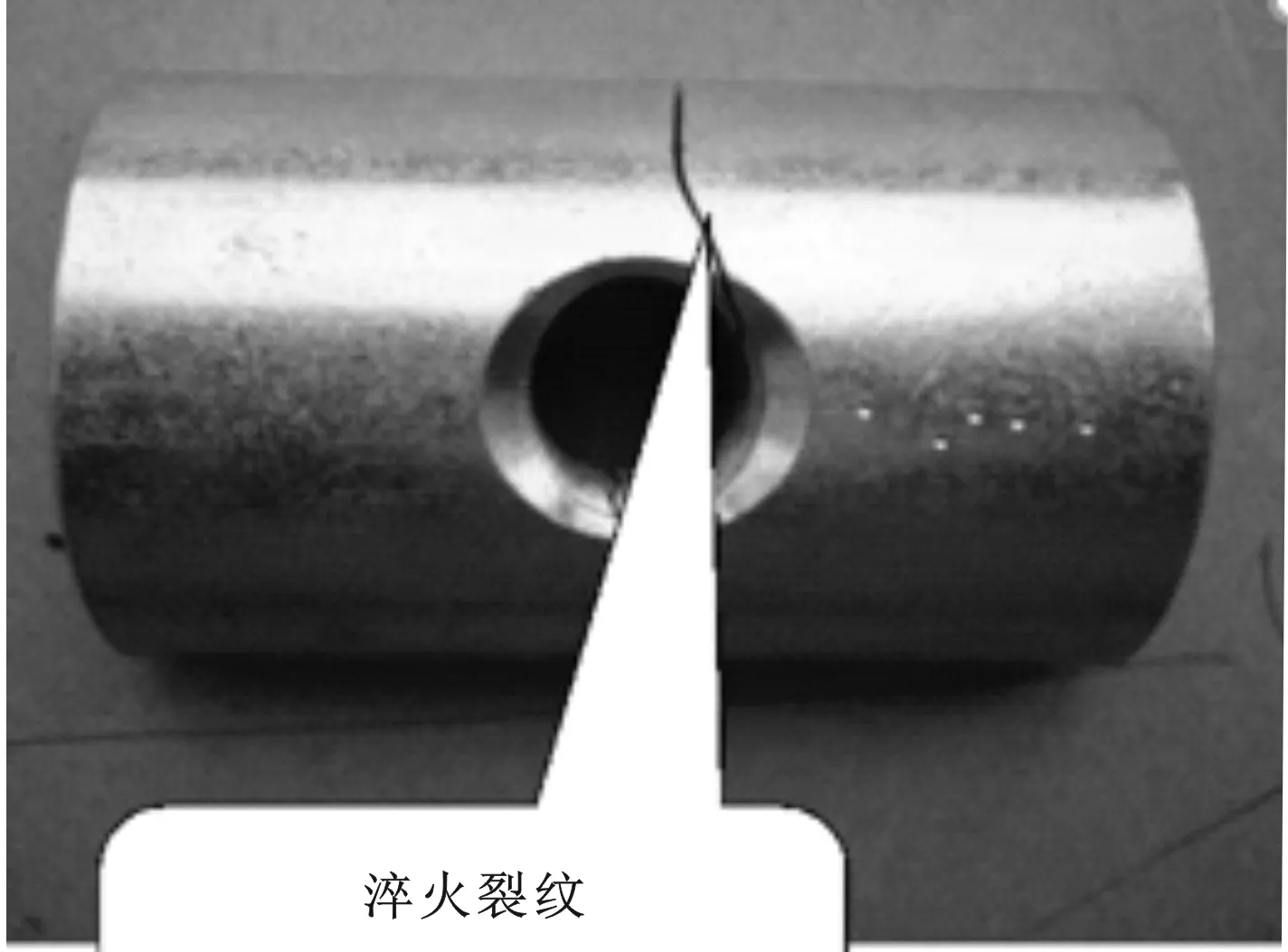
图5 毛坯件形状不规则引起的淬火裂纹
原因分析:①热处理毛坯件外形不规则,造成毛坯的最薄弱处出现高度应力集中;②先钻孔再攻丝最后热处理的加工工艺,会引起淬火应力集中在孔两侧最薄弱处,造成淬火裂纹。
预防措施:①对毛坯件的外形结构进行优化,消除应力集中的风险;②优化加工工艺流程,将钻孔、攻丝等工序放在热处理后进行,消除应力集中的风险。
案例三:毛坯件金相组织过烧引起的淬火裂纹
图6为毛坯件金相组织过烧引起的淬火裂纹。
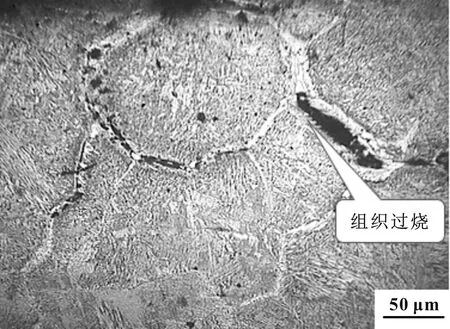
图6 毛坯件金相组织过烧引起的淬火裂纹
原因分析:该紧固件头部为热锻成形,因生产厂家原有热锻加热设备落后,造成加热区域组织存在过烧的缺陷,奥氏体结晶颗粒变得粗大化,导致淬火后形成粗大针状马氏散体而脆化,此种缺陷金相组织易出现马氏散体裂痕,裂痕经高频淬火后出现大面积扩展。
预防措施:改进热锻加热处设备,控制热锻的加热时间与温度,消除工件过热、过烧对金相组织的影响。
1.4 表面处理
在表面处理过程中,表面处理不当导致的紧固件氢脆问题是一类不可忽视的严重缺陷,在此重点讨论氢脆对镀锌紧固件的影响及预防措施。
氢脆,又称氢致开裂,是氢原子侵入并扩散到整个金属基体中,而进入基体中的氢原子相互聚合产生氢分子,在氢聚集之处会产生应力集中,当集中的应力超过基体材料的强度极限时就会导致断裂,因氢的聚集需要一定时间,故氢脆往往表现为一定的延迟断裂。
某42CrMo材质销轴,在使用过程中,在其第四牙螺纹处发生断裂,该短轴加工成形后最终采用表面镀锌处理。图7(a)为脆断轴断口的宏观形貌,断口无塑性变形,有放射线花样,裂纹起源处表面粗糙呈人字形,裂纹扩展区断口齐平,呈瓷质点状,属于典型的脆性断口;对断裂断口起源处用SEM(扫描电子显微镜)进行微观观察,发现其呈韧性断裂特性,如图7(b)所示;对该处进行放大,可见表面有鸡爪状撕裂棱和晶间二次裂纹,如图7(c)所示;对该处再放大,可见等轴韧窝形貌,如图7(d)所示。对瞬断区进行SEM扫描观察,发现其呈现典型沿晶断裂,断口上有二次裂纹及显微孔洞,晶界棱线清楚,晶界面光滑,如图7(e)和7(f)所示,符合氢脆沿晶断裂特征。

图7 氢脆断裂断口的宏观和微观形貌
氢脆实际上是由于电镀酸洗过程中,氢元素渗入金属内部导致的损伤,氢脆断裂是高强度紧固件比较常见的一种失效形式,因氢脆引发的断裂发生得很突然,并没有事先警告,其造成的后果是很严重的,因此对于氢脆的预防很有必要。
针对氢脆问题,可以采取的预防措施如下:
(1)优化紧固件表面处理工艺,尽可能采用不需要接触氢环境的工艺,如采用锌铝涂覆(达克罗处理),取代表面镀锌工艺。
(2)紧固件经电镀处理后需要进行去氢处理,电镀后应尽快去除氢,防止氢向零件基体内部扩散。原则上要求在电镀后1 h内,不低于3 h进行除氢处理,去氢温度一般要控制在180~200 ℃,保温时间视具体零件控制在1~24 h。
1.5 过载断裂
紧固件过载断裂是指紧固件所承受的轴向负载超过其强度所允许承载极限而引起的瞬间断裂。对于常用的螺栓、螺钉等汽车紧固件,常见的过载断裂位置一般位于靠近螺母支撑面的第一扣螺纹处,此部位应力变化大、应力面积小、应力水平较杆部大。此外,螺栓头部角过渡处因为应力较集中,也是过载断裂高发位置。
过载断裂一般表现为韧性过载断裂和脆性过载断裂两种形式,塑性良好的紧固件在装配和使用过程中,受到拉伸、扭转、剪切或冲击等较大应力时,一般发生韧性过载断裂。某40Cr材质10.9级高强度螺栓,在装配时螺栓螺纹表面接触到油脂,导致其摩擦因数变小,在正常扭矩值范围拧紧时,螺栓所承受轴向力超过其强度所允许承载极限而发生韧性过载断裂。螺栓发生韧性断裂的最显著特征是在断裂处出现明显的缩颈现象,断口呈现杯锥状,如图8(a)所示;宏观韧性断口一般表现为断口表面粗糙,呈现纤维状,具有肉眼可见的塑性变形,断口边缘有呈45°的剪切唇,如图8(b)所示;韧性断裂断口主要微观特征表现为大量的韧窝,如图8(c)所示,一般可把微观断口上存在的大量韧窝作为判断紧固件韧性过载断裂的重要依据。
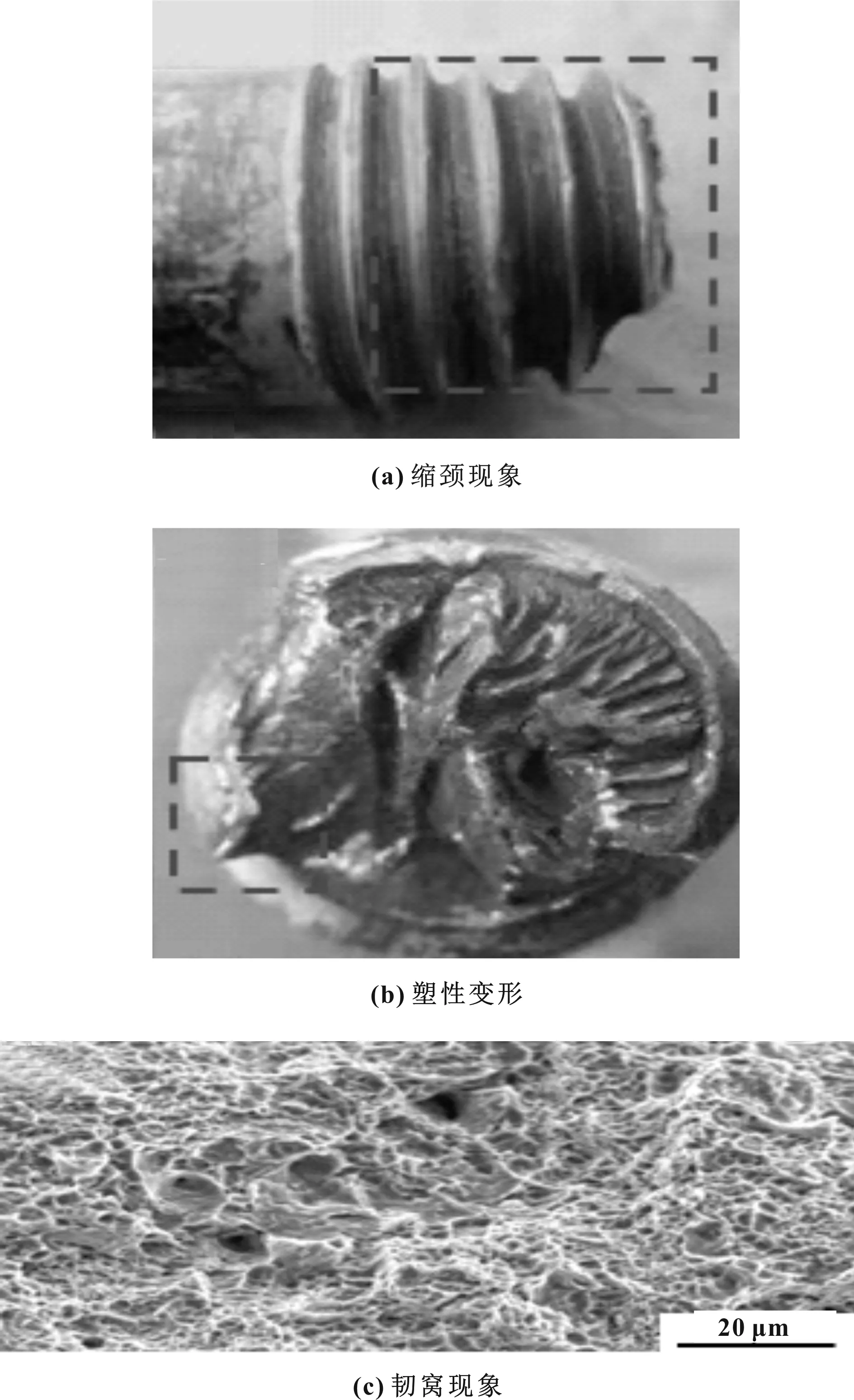
图8 过载断裂断口的宏观和微观形貌
一般来说,引起汽车紧固件过载断裂的主要原因有以下几点:
(1)紧固件所用的原材料强度不够。
(2)紧固件结构设计不合理,容易造成应力分布不均。
(3)紧固件原材料或冷热加工工艺存在缺陷,引起紧固件内部应力集中。
(4)紧固件装配拧紧时,施加的扭矩值过大,预紧力超过了其承受能力。
(5)紧固件在使用期间承受了非正常超载载荷。
针对以上原因,可以采取如下措施预防过载断裂问题:
(1)合理选择紧固件材质,保证紧固件能达到足够的强度。
(2)合理设计紧固件结构,使其在承受载荷时应力分布合理,避免局部应力集中引起过载断裂。
(3)严格控制原材料质量,改善冷热加工工艺,提高冷热加工质量,预防材质和加工存在缺陷。
(4)紧固件装配时,严格按照装配作业指导书进行,关键零部件装配应采用定扭扳手,防止装配应力过大。
(5)紧固件使用期间,避免紧固件超载应力出现。
2 结束语
文中主要讨论了汽车主机厂紧固件常见的几类质量问题,通过个别案例,结合文献知识、工作经验,对这几类问题产生的原因和预防措施分别进行了讨论分析。分析结果能够给主机厂和紧固件生产厂家相关工作人员提供一定的指导和帮助,从源头上遏制这几类问题的发生,从而提高整车质量。
猜你喜欢
金属热处理(2023年4期)2023-07-31 03:09:35
山东冶金(2022年4期)2022-09-14 08:59:04
机械工业标准化与质量(2022年7期)2022-08-12 02:12:12
铝加工(2020年3期)2020-12-13 18:38:03
上海建材(2020年3期)2020-09-25 08:30:58
装备制造技术(2019年12期)2019-12-25 03:06:40
制造技术与机床(2019年9期)2019-09-10 07:36:20
铝加工(2019年4期)2019-03-30 01:53:26
制造技术与机床(2018年12期)2018-12-23 02:41:00
制造技术与机床(2017年7期)2018-01-19 02:29:47
