
橡胶产品包装机的优化设计与应用
2022-02-15 10:07:24商勇刘菲
化工自动化及仪表 2022年1期
商 勇 刘 菲
(1.盛虹炼化(连云港)有限公司化工一部;2.中国石油兰州石化分公司电仪事业部)
橡胶包装机取袋组件、上袋组件和下胶组件的运行情况会直接影响橡胶产品包装生产的平稳性。 包装机一旦出现故障将导致包装线停车,进而造成前系统减产运行,严重时会直接导致装置前系统非计划停车,造成不可估量的损失。
橡胶包装机使用包装袋将产品进行包装输送,第1 道工序的设备是包装机取袋组件,电气控制取袋组件完成吸袋和取袋任务;第2 道工序将成功吸取的包装袋通过摆臂撑袋组件打开包装袋口,完成上袋前的准备工作;第3 道工序,是通过电气控制执行元件气缸驱动摆臂组件完成上袋工序,延迟1 s 张口组件动作,将输送到位的包装袋撑开并定位,完成包装机上袋动作中的所有环节;第4 道工序是将已输送至包装机顶部翻胶器上的胶块进行垂直翻转,让胶块垂直于水平面,完成下胶前的准备工作;第5 道工序是包装机接收胶块和包装袋到位信号,打开翻胶器缓冲辊,进行下胶装袋工作,随后送至夹口整形、封口单元,完成包装工作。
包装机工作过程涉及机、电、仪3 个专业,维护工作量较大,技术维护要求高,而且电气控制类问题较少, 主要是机械执行组件问题较为突出。
1 橡胶包装机的故障分析
摆动板运行故障。 摆动板是连接大摆与气缸的主要组件,通过销轴将气缸与大摆连接。 摆动板上的3 个配合孔磨损,导致连动件机械配合间隙过大,摆臂上的接近开关检测挡环不能准确检测大摆位置,造成大摆上袋不到位故障。
大摆气缸动力不稳定。 原大摆气缸动力不足,为满足上袋需求,将气缸气量调至最大,致使气缸长期满负荷运行,气缸壁机械受损,造成上袋不到位或上袋缓慢故障,且气缸备件的消耗量较大。
摆臂运行阻力过量。 现用摆臂材料为普通碳钢,强度较低,而且结构笨重,无形中给上袋组件增加了阻力,给执行气缸带来超负荷的负载工作量,造成气缸易损坏,上袋缓慢故障。
取袋导向轮磨损卡阻。 包装机取袋和吸袋过程都由气缸带动取袋架完成包装袋的吸取工作,在此过程中,为保持定位准确,取袋架两侧装有导向杆,导向杆运动过程中由导向轮控制调整取袋的位置,导向轮一旦磨损,与销轴配合间隙就会过大,无法有效调校取袋架中位,造成吸袋错位故障。
包装袋位置检测错位。 包装袋由人工放置于供袋盘上,其前、后位置没有具体限位措施,人工放置造成袋子不对中,前、后位置不在吸袋盘中位,造成袋子被倾斜吸上取袋架,摆臂无法准确打开袋口,造成吸袋错位故障。
翻胶器调整组件机械失效。 翻胶器调整组件的作用是依据胶块厚度,人工调整翻胶器进胶高度,其组件由调整杆、支撑板和定位块构成,调整杆磨损、 支撑板损坏及定位块松动等问题都会导致翻胶器翻胶过程中产生较强的振动, 调整组件将失去功能,造成胶块位置不正,出现卡胶故障。
2 橡胶包装机本体结构改造优化
2.1 摆动板扩孔并加装石墨铜套
原摆动板配合孔与销轴直接接触运动,摆动板本体磨损严重。
为了消除摆动板磨损, 增加机械配合精准度,将原配合孔φ18 mm、φ16 mm、φ14 mm 增扩为φ24 mm、φ22 mm、φ20 mm, 设计加装φ24 mm×φ18 mm×10 mm、φ22 mm×φ16 mm×10 mm、φ20 mm×φ14 mm×15 mm 的石墨铜套,增加内部润滑,抑制机械磨损,如图1 所示。

图1 摆动板扩孔
2.2 摆臂气缸改型
原大摆气缸的型号是MBB50-50 和MBB50-250,气缸动力不足。
根据现场调研,优化气缸选型,选用MBB63-50 型和MBB63-250 型气缸(图2),以增加执行动力,减少上袋不到位和上袋缓慢故障,降低气缸材料消耗。

图2 摆臂气缸改型
2.3 优化摆臂结构
原摆臂结构设计上存在缺陷, 大摆自身较重,使用普通碳钢加工制作,强度较低。
为降低摆臂重量,在保持配合尺寸不变的情况下,保证包装袋不受损伤,将摆臂杆由75 mm×45 mm 降低为70 mm×40 mm, 同时优化撑袋两臂,采用45 号钢制作,并进行热处理,以增加机械强度,如图3 所示。
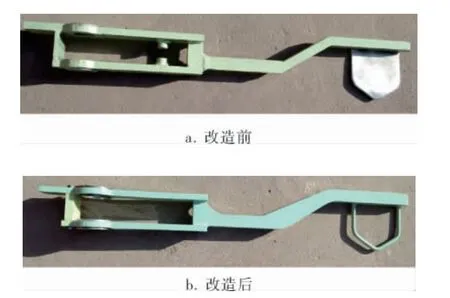
图3 摆臂结构改造前、后对比
2.4 优化导向轮结构并加装轴承
原取袋导向轮组件主要是尼龙导向轮与销轴配合运动,运行中尼龙导向轮与销轴配合面直接接触运动,因磨损致使间隙过大,造成导向不准。
将原尼龙导向轮配合孔由φ14 mm 增扩至φ19 mm,销轴配合面尺寸φ14 mm 改造为φ10 mm,并镶嵌两套6800-2RS 轴承,增加防磨措施, 降低尼龙导向轮磨损消耗和导向不准问题,如图4 所示。
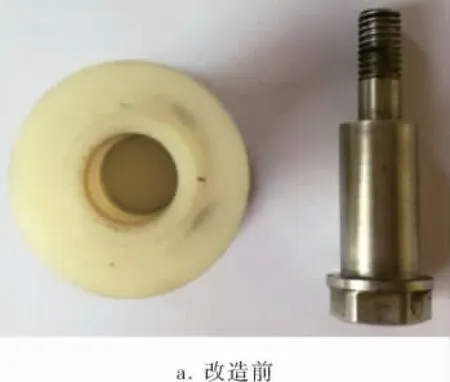
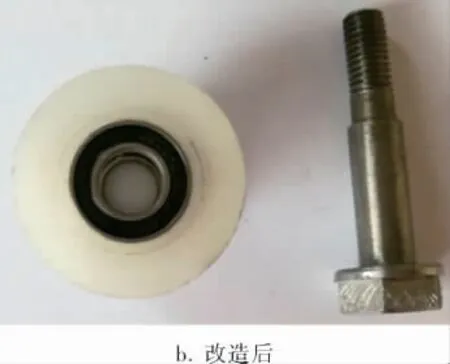
图4 尼龙导向轮改造对比
2.5 优化供袋盘结构并加装包装袋限位板
供袋盘是存放包装袋的部件,主要由人工放置袋子,放置过程中操作误差较大,每次位置不同,造成取袋不准。
为降低人工放袋误差,采用2 mm 厚的铁板,设计制作180 mm×150 mm×2 mm 限位板,安装于供袋盘前端(图5),放置包装袋时,袋口紧贴限位板就刚好满足取袋要求。

图5 供带盘加装限位板
2.6 优化翻胶器调整组件结构增加机械强度
原翻胶器组件机械强度低、抗磨性差,支撑板厚度仅8 mm。
现选用45 号钢16 mm 厚的板材加工支撑板,对调整杆定位块设计M8 mm 的顶丝孔,便于固定调整杆位置,防止频繁晃动造成磨损,并整体对支撑板、定位块、调整杆进行热处理,增加组件的机械强度和抗磨强度,如图6 所示。

图6 翻胶器调整组件结构
3 结束语
本次优化改造已经在某橡胶生产线投用,设备包装机每年消耗材料可直接节约50%左右,降低了设备故障率,抑制备件消耗,提高了橡胶包装机的包装效率。 改造优化是结合原来设备的运行状况,找到攻破点,对存在的设备缺陷进行分析并优化改造,投用效果良好,具有一定的推广意义。
猜你喜欢
花火·绘阅读(2021年1期)2021-09-10 07:22:44
装备制造技术(2021年1期)2021-05-21 07:55:14
装备制造技术(2021年1期)2021-05-21 07:54:50
模具制造(2019年4期)2019-06-24 03:36:42
学苑创造·C版(2019年4期)2019-05-09 01:04:44
电子制作(2016年23期)2016-05-17 03:53:44
科技创新导报(2016年9期)2016-05-14 09:12:16
儿童故事画报·发现号趣味百科(2015年4期)2015-12-04 02:32:03
塑料包装(2014年6期)2014-09-16 03:50:43
机电信息(2014年23期)2014-02-27 15:53:31
