无菌包装材料及无菌包装技术
2022-02-14 20:02秦庆胜
科技创新导报 2022年20期
秦庆胜
(山东新巨丰泰东包装有限公司 山东新泰 271200)
与科学技术的飞速发展及人们生活水平的日益提升相伴随,人们的生活习惯与饮食结构同样发生明显的变化,对天然绿色食品的追求现已成为一种时尚和共识[1]。不过,天然果汁与牛奶等新鲜的食品如何在不进行任何防腐剂添加的重要前提条件下做到对高营养及好风味的长时间保持,由遥远的山区或草原运送至消费者手中,是食品领域相关人员一直在思考并重点解决的问题。以往,人们多是利用蒸煮方式杀菌,但是这种方式会在一定程度上破坏食品的风味与营养,所以需要进行新材料或新技术的研究,通过超高温瞬时灭菌技术的采用,搭配无菌材料进行产品包装,无需再一次进行杀菌处理,便能实现保持食品原有营养成分及风味[2],不仅如此,还能在常温状态下保存,此即无菌包装材料和无菌包装技术在食品中的有效应用,本文将对此展开详细的研究。
1 食品腐败变质机理与微生物高温杀灭条件
食品腐败变质原因多种多样,既有机械方面的,又有化学方面的,此外,还有物理生理方面的,举例而言,青果物的表皮在遭受机械损伤之时有较大可能出现腐败变质的状况;在化学制剂的污染和微生物的入侵影响下,食品亦会有霉烂变质的风险[3]。为了有效地将食品保鲜期延长、保持其原有营养价值和风味的重要目的,需要对多种有效措施和手段加以运用,排除所有可能会导致食品出现变质状况的因素。从本质上来看,食品无菌包装就是消除食品中的全部微生物,同时,对无菌化的包装材料加以使用进行食品的密封包装,让其一直处于无菌的状态之下,不受季节及距离等各种因素的影响,将由于腐败变质而导致的食品浪费现象的发生率控制于最低水平。
实际上,所有的微生物都必须有符合自身特点的生活环境才可以生长和繁殖[4]。举例而言,水分和温度对于微生物而言十分重要,通常情况下,在85℃的水温下进行时长30min 的蒸煮处理,便能达到将一般致病菌杀死的目的;而在100℃的水温条件下进行时长30min 的蒸煮处理,又可以杀死霉菌与酵母菌;为了杀灭在腐败变质的生肉或者是经过加工的肉类制品中生长的肉毒杆菌,需要进行比较高的温度的设置。作为一种毒性非常强且致死率很高的细菌,肉毒杆菌对人类生命安全的威胁非常大,只要人体遭受百万分之一克的肉毒杆菌的侵入,便有重病的可能,甚至是死亡。表1所示为肉毒杆菌的杀灭温度及对应的时间[5]。
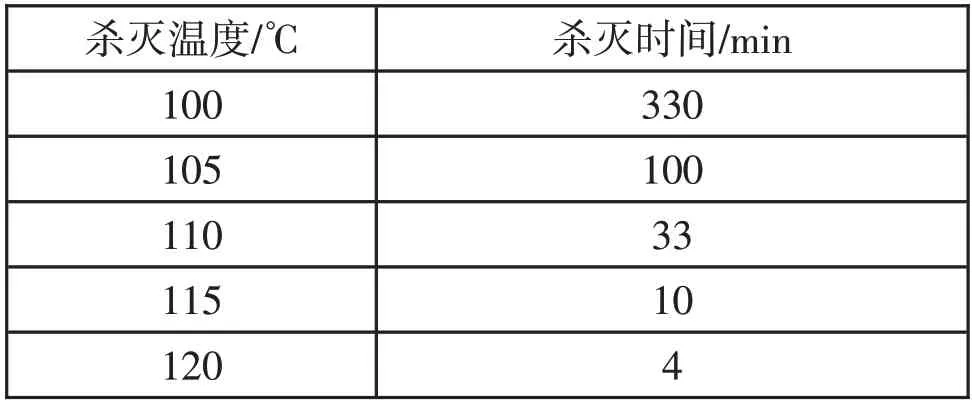
表1 肉毒杆菌杀灭温度及时间
另外,表2 所示为各种类型的微生物生长繁殖需要的水分活性[6]。

表2 微生物生长繁殖需要的水分活性
2 无菌包装材料
无菌包装材料需要满足的要求比较多,综合而言可作以下几点概括[7]。(1)高度的阻隔性。因为空气和水分能够为细菌生长繁殖提供必需的条件,出于对这一客观情况的考虑,具有良好阻气与阻湿性能的包装材料能够为食品保质期的延长提供便利条件。(2)强度足够大。避免包装材料在流通的过程中出现损坏情况。(3)耐杀菌能力强。在杀菌作业的开展过程中不会遭受破坏,同时,可以透过杀菌所需温度或者是射线,能够为全面而又彻底的杀菌提供可靠保证。(4)材料表面的印刷图案在杀菌作业开展过程中不会受到破坏,特别是在用过氧化氢进行消毒处理时,可以保证表面印刷品不会出现变色和脱落的状况。(5)耐热、耐寒、耐候性能好。一些无菌包装食品需要在-20℃的深冷条件下进行保存,需要为包装材料的良好耐寒性能提供重要保证,确保材料在此种环境下不会出现发脆的现象。(6)耐针刺、耐曲折及低温热封性能好。
目前,常见的无菌包装材料有以下几种类型。
2.1 纸材
现阶段,应用率比较高的纸包装材料其实就是纸基复合包装材料,可进一步对其进行以下两种类型的划分[8]。其一,由内至外分别由聚乙烯、聚乙烯、纸板、印刷色及聚乙烯材料构成;其二,由内至外的构成材料分别为聚乙烯、聚乙烯、铝膜、聚乙烯、纸印刷、颜色、聚乙烯。在上述两种无菌纸材包装材料中,第二种材料表现出的透光性及透气性更加优异,能够为无菌包装内容物提供更好的保护。概括而言,纸材性质的无菌包装材料有以下几方面优点体现出来:价格比较低;重量相对较小;容易降解,属于可回收物;能够采用印刷方式进行装饰。但是,此类包装材料同样有自身的缺点存在,如内层聚乙烯薄膜的分层难度比较大,无法为材料的密封性提供可靠保证等。
2.2 铝塑材
通常情况下,铝塑材的结构为3 层或3 层以上,下方为铝膜,两边位置都是聚酯塑料膜,此外,亦能够对多层材料进行复合处理,可以很好地实现对防潮、气密及耐酸碱等要求的满足。铝塑材类的无菌包装材料表现出理想的对高温灭菌及热灌装操作的承受力,不仅如此,还可以在-30℃的深冷环境条件下储存,密封容器还表现出非常优异的力学性能。
2.3 塑料瓶
以硬质聚氯乙烯瓶的应用比较多,表现出以下优点:透光均匀、表面光滑、化学性质为中性、不容易碎裂等。但是,此类材料的缺点也比较明显,主要是没有理想的透气性。通过在PVC 表面进行部分PVC 膜的复合处理,能够达到将其气密性能显著提升的目的。
3 无菌包装技术
3.1 物理灭菌技术
物理灭菌技术有一个十分明显的优点,即无需对化学原料加以运用便能将理想的灭菌效果发挥出来,这可以保证包装容器或者是材料在和食物进行接触之时没有化学物质残留,对于食品安全性的提升具有显著的积极意义。
3.1.1 热处理灭菌技术
该技术主要是将经过加热处理并升高至130~160℃的空气喷射至材料的表面,只需维持短短的几秒钟,便能够将完全杀灭细菌的效果发挥出来。该方法对被作用的无菌包装材料提出比较高的要求,耐热性能要足够好。举例而言,在经过处理以后,纸材类的无菌包装材料会因为水分的缺失而出现脆性明显变大的状况,在高温的冲击之下,玻璃制品也有比较大的炸裂风险。对热处理灭菌技术进行进一步地划分,还可细分为过热蒸汽灭菌、饱和蒸汽灭菌、干热空气灭菌及成型热灭菌等几种类型。
3.1.2 辐射灭菌技术
该技术主要是对X射线、γ射线以及β射线等加以运用对食品等进行灭菌处理,在消杀完毕之后将其包装于无菌材料中。在进行基于辐射灭菌技术的无菌包装材料的选择时,应尽可能地不使用玻璃材料,原因在于经过辐射处理,玻璃会出现变色的情况。对于辐射的时长,必须进行严格控制,避免发生材料由于受损而老化或是分解的问题。通常,辐射灭菌技术的使用需要较高的成本支出,但其优点体现在效率高、可以很好地保证安全性上。
本文对紫外线杀菌技术进行重点阐述,主要是受到紫外线的照射,微生物细胞内的核酸会被破坏,这会导致其出现新陈代谢紊乱的状况,进而丧失繁殖能力。一般情况下,紫外线波长在250~260nm 时能够将最好的杀菌效果发挥出来。不过,对紫外线杀菌技术加以运用,可能会在一定程度上降低部分高分子薄膜的热封强度,因而在选材上需要加强注意。在经过灭菌技术的处理之后,包装材料或是容器上的带菌量每米2少于5个。
3.2 化学灭菌技术
绝大多数情况下,由于残留问题的存在,化学灭菌技术都不会被单独使用,此技术主要应用于综合灭菌方法之中。在对化学试剂进行选择之时,必须从严格意义上做到对以下要求的满足:在杀死微生物的同时不会对人体造成损害。通常,乙醇或过氧化氢是使用比较多的化学试剂,浓度为70%的乙醇可以将最好的灭菌效果发挥出来,应用于杀菌处理的过氧化氢浓度以25%~30%为宜,温度则通常设定在60~65℃。从过氧化氢的使用方式上来看,主要划分为浸泡式与喷淋式两种类型。在经过灭菌技术的处理以后,包装材料或是容器上的过氧化氢残留量不能大于0.1ppm。
3.3 综合灭菌技术
在综合灭菌技术中,发挥主要作用的为化学技术,对相应的物理灭菌技术进行搭配。相较于单一的化学或物理灭菌技术而言,综合灭菌技术的灭菌效果更好,安全性亦更高[9]。
(1)过氧化氢搭配紫外线灭菌技术。主要是对浓度不超过1%的过氧化氢溶液加以使用,与具有高强度的紫外线进行搭配执行杀菌任务。紫外线能够在很大程度上强化过氧化氢杀菌效果的发挥,通过将过氧化氢和紫外线结合起来投入使用,杀菌能力较之单独使用其中任何一种技术而言都大得多。两种技术相结合的杀菌方式可以在常温状态下进行,对于能耗的节省具有积极意义。
(2)过氧化氢搭配热空气灭菌技术。用过氧化氢溶液在包装容器或者是材料表面进行喷淋,或是对浸泡的方式加以采用,在发生相应的反应之后,与热空气灭菌技术搭配使用进一步进行杀菌处理,可以吹干残余的过氧化氢。由于在高温分解之下会生成水与氧气,过氧化氢的化学残留问题可以得到有效的解决。
(3)乙醇或柠檬酸搭配紫外线灭菌技术。一般情况下,乙醇或是柠檬酸自身并不能将相应的杀菌效果发挥出来,但是与紫外线灭菌技术进行配合,能够在3~5s的时间内达到杀菌的目的。
4 无菌包装技术发展方向
现如今,无菌包装已经在不断的发展过程中成为一项对机电自动化、食品化学、物理学、微生物科学、计算机科学等予以集成的高新系统工程,在食品尤其是液体食品包装上有着非常广阔的应用前景。
4.1 向高新技术集成性及高可靠性的方向发展
为了实现对保存产品安全性及高可靠性要求的有效满足,无菌包装这项高新系统中所有的子系统从设计阶段开始到后期的制造,从运行试验开始到运行监控,甚至是信息反馈与补偿修正等都需要对现代质量理念进行融合,达到有效统一设备固有可靠性及运行可靠性的目的。
4.2 向多产业应用领域发展并延伸
无菌概念与要求其实是医学发展至一定高度水平后的产物,与现代化微生物学及应用灭菌技术的发展相伴随,人们对于所有病原微生物与非病原微生物的杀灭均有了更新的认识,控制手段亦更先进与有效,作为对物品安全性进行评价的一项技术指标,商业无菌现已得到很多行业及市场的认同。
4.3 无菌包装设备向单一高速型方向发展
对无菌包装设备进行发展,不管是从技术含量上来看,还是从技术指标要求上来看,均属于包装机械中的一种高端的产品。对于使用有着技术与资本双重密集性特点设备的厂家来说,设备的使用定位必须设定在对生产效率的提升上,这与现代包装机械向着多功能与单一高速型两极化发展存在着相应的不同。从技术层面上看,具有足够可靠性的设备朝着多功能的方向发展,意味着会有很多有待工程技术解决的问题出现,这无疑会增加技术层面上的难度。
4.4 向技术创新优化性价比的方向发展
尽管无菌包装优点非常多,但是设备费用却比较高,国内装备企业要想从真正意义上为无菌包装行业健康与有序发展贡献一己之力,为市场提供有着优良性价比的设备对消费市场形成推动,需要通过对性价比的优化减少投入,这对技术的创新提出要求,亦即对继承性与突破性相融合的技术策略加以采用。
5 结语
与人类医学、科学技术的不断发展,以及人们生活水平的日益提升相伴随,无菌概念及其相关要求得到了快速的发展,现如今,受到微生物学及其灭菌技术快速发展的推动,人们对有害于食品卫生的微生物的认识更加正确与全面。今后,相关人员仍需将无菌包装技术视作高新技术进行持续性的探索与发展,国家和企业应加大投入力度,进行更加优质、性价比更高的无菌包装材料与技术的研发。
猜你喜欢
农家致富顾问·上半月(2021年6期)2021-12-26
印刷工业(2020年4期)2020-10-27
福建轻纺(2015年3期)2015-11-07
中国洗涤用品工业(2015年11期)2015-02-28
发明与创新(2015年37期)2015-02-27
油气田地面工程(2014年12期)2014-03-08
机电信息(2014年5期)2014-02-27
机电信息(2014年2期)2014-02-27
电源技术(2014年9期)2014-02-27
世界中医药(2010年3期)2010-08-02