
10mm厚Q1100E板材焊接性分析及试验研究
2022-02-14 07:37:56易忠奇程浩轩邱福祥
金属加工(热加工) 2022年1期
易忠奇,程浩轩,邱福祥
1.湖南机电职业技术学院 湖南长沙 410151
2.湖南华菱湘潭钢铁有限公司 湖南湘潭 411101
1 序言
低合金高强度结构钢通常是指抗拉强度在500~1200MPa(屈服强度>350MPa),并考虑焊接性而生产制造的钢材,抗拉强度在1200MPa以上的称为超高强钢[1]。
随着工程机械构件大型化、大跨度化和轻量化制造的需求不断增强,使用的高强钢板强度级别也在不断提高,为此对材料的规格和使用性能提出了更加苛刻的要求[2]。钢材的焊接性在使用不同焊接方法焊接时会显现出一定的差异,在工程机械产品构件焊接中,因焊条电弧焊、氩弧焊的生产效率较低,埋弧焊的焊接位置受限而应用较少。因此,工程机械结构件产品焊接大都采用效率高、质量好、操作方便的CO2气体保护焊。
当前,屈服强度1100MPa级的高强钢已有宝钢、湘钢等部分钢厂可以生产,在部分企业已有试用。由于1100MPa级的高强钢属于特殊优质合金钢,在冶炼中添加了多种合金元素成分,因此碳当量(Ceq)较高、冷裂倾向比较大、焊接工艺性较差,其焊接工艺与低级别(Q960以下)的高强钢有较大不同。为研究Q1100E焊接性能,结合材料的成分与组织,对厚度10mm的Q1100E进行了斜Y形坡口和搭接接头(CTS)的焊接裂纹试验。
2 Q1100E板材成分与性能
(1)化学成分及力学性能 Q1100E板材化学成分及力学性能见表1、表2,交货状态:淬火+回火。
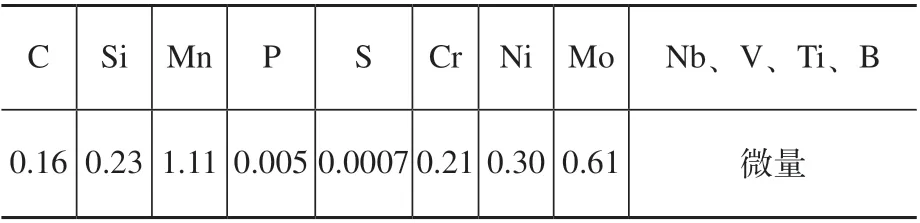
表1 板材化学成分(质量分数) (%)

表2 板材力学性能
(2)焊接性分析 碳当量法是一个简单实用的确定金属焊接性的方法,目前应用的碳当量计算公式较多。其中,国际焊接学会(I I W)推荐的CE、日本工业标准(JIS)规定和美国焊接学会(AWS)推荐的Ceq应用较广泛。CE主要适用于中高强度的非调质低合金高强度结构钢(抗拉强度为500~900MPa),Ceq(JIS)主要适用于调质低合金高强度结构钢(抗拉强度为500~1000MPa),Ceq(AWS)适用于碳素钢和低合金高强度结构钢。根据Ceq(AWS)=C+Mn/6+Si/24+Ni/15+Cr/5+Mo/4+Cu/13+P/2计算公式,可计算出试验用Q1100E板材碳当量为0.56%,其厚度为10mm,由此可知其焊接性较好。
(3)焊丝化学成分与力学性能 试验用焊丝化学成分与力学性能见表3、表4。
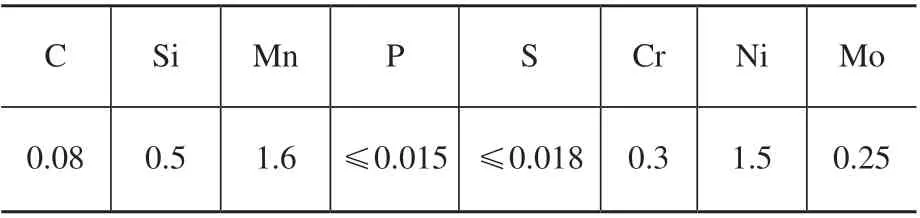
表3 焊丝化学成分(质量分数) (%)
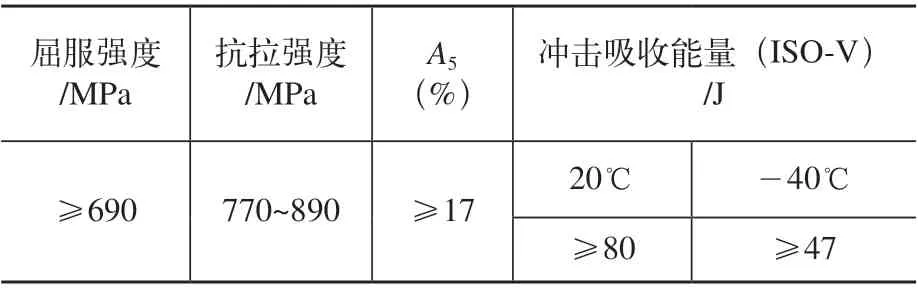
表4 焊丝力学性能
3 Q1100E板材焊接性试验
(1)斜Y形坡口焊接裂纹试验 按CB/T 4364—2013《斜Y形坡口焊接裂纹试验方法》进行,主要用于评价厚板多层焊根部焊道的冷裂纹敏感性。试板厚度为10mm。如图1所示,对试板进行组对,其焊接参数:焊接电流230~240A,电弧电压22~24V,焊接速度180mm/min。试板焊后经48h自然冷却,对试验焊缝表面进行渗透检测。然后将试验焊缝切成4片5个断面进行裂纹检查,试验结果见表5,部分试样金相照片如图2、图3所示。
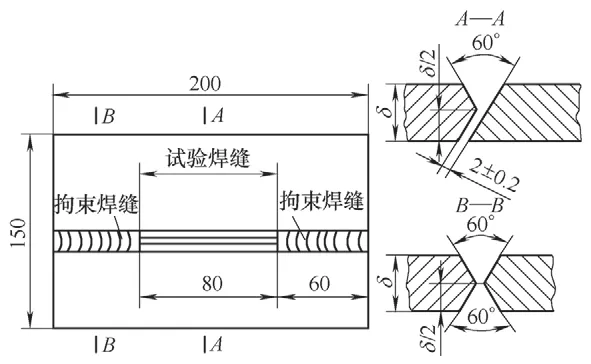
图1 试件组对要求

图2 N100-1铁研试样金相照片

图3 F100-1铁研试样金相照片

表5 斜Y形坡口焊接裂纹试验结果
(2)搭接接头(CTS)焊接裂纹试验 按GB/T 32260.2—2015《金属材料焊缝的破坏性试验 焊件的冷裂纹试验 弧焊方法 第2部分:自拘束试验方法》进行,主要用于评价搭接接头焊接裂纹试验。上下试板厚度为10mm,试板组对要求如图4所示。其焊接参数:焊接电流230~240A,电弧电压22~24V,焊接速度180mm/min。试板焊后经48h自然冷却,对试验焊缝表面进行渗透检测。然后将试验焊缝切成6片6个断面进行裂纹检查,试验结果见表6,部分CTS试样金相照片如图5、图6所示。

图4 试板组对要求

图5 N15-1 CTS试样金相照片

图6 F15-1 CTS试样金相照片

表6 CTS试验结果
4 结束语
钢的淬硬性是形成焊接冷裂纹的主要原因之一,受到焊接热循环的影响,焊接热影响区有着较高的淬硬倾向,是焊接冷裂纹敏感性较高的区域[3]。
按CB/T 4364—2013《斜Y形坡口焊接裂纹试验方法》和GB/T 32260.2—2015《金属材料焊缝的破坏性试验 焊件的冷裂纹试验 弧焊方法 第2部分:自拘束试验进行焊接试验》进行试验。由试验结果可知,室温(15℃)、预热75℃和预热100℃时存在一定程度裂纹,当预热温度在125℃及以上时,裂纹消失,可满足使用要求。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25 08:51:08
理化检验(物理分册)(2022年3期)2022-03-31 07:07:48
山东冶金(2019年3期)2019-07-10 00:54:00
压力容器(2019年1期)2019-03-05 11:12:06
山东冶金(2018年5期)2018-11-22 05:12:06
上海金属(2016年4期)2016-11-23 05:38:42
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
上海金属(2014年5期)2014-12-20 07:58:35
