
用棉纺设备纺不锈钢/Nomex中长纤维混纺针织纱实践
2022-02-14 07:22:04刘光彬李国利宋雅路
纺织科技进展 2022年1期
刘光彬,李国利,宋雅路
(成都纺织高等专科学校,四川 成都 611731)
随着纺织产品在舒适性、功能性等多方面的需求,为不同性能需求的面料提供相对应性能的纱线,成为纺纱厂新产品开发的研究重点。功能性纤维基本上都是中长及以上长度的纤维,棉纺设备作为短纤生产的主要设备,通过对其工艺的调整,用棉纺设备来纺制功能性中长纤维纱线,是棉纺厂工艺设计人员新产品开发的新方向。
1 原料选用
根据耐高温、阻燃、防静电等方面的特性,结合市场上能采购到的各类纺纱用条子,选用不锈钢纤维和诺梅克丝(Nomex)2种中长纤维原料混纺。纤维及条子相关参数为:
(1)不锈钢纤维牵切条(以下简称Fe)
纤维细度:12μm;纤维长度:40~45 mm;牵动条定量:6 g/m(30 g/5 m)。
(2)Nomex(诺梅克丝)(间位芳纶)纤维条(以下简称N)
纤维细度:1.67 dtex;纤维长度:51 mm;牵动条定量:3 g/m(15 g/5 m)。
2 纺纱品种及工艺流程
2.1 纺纱品种
诺梅克斯纤维的抱合力较差[1],不锈钢纤维的比重大,同重量下细度较小,金属纤维的混纺纱会降低纱的强力[2],各工序半成品及成品定量与捻系数都按偏差大掌握。结合2种纤维性能相差比较大的特点,纺制Fe/N 50/50混纺比的29.5 tex针织用纱。
2.2 工艺流程
对于棉纺厂来说,不论纺什么样的纤维,最好是在其纺短纤维的设备上结构不变,仅通过工艺调整来达到要求。根据棉纺设备的功能说明,并条工序以后的设备都是可以纺制中长(51 mm)纤维的,而梳棉机要纺制中长纤维,需要在针布等方面进行设备结构方面的调整。为了保证少投入、不改变设备结构的原则,用直接采购相关原料的条子,直接从并条工序开始在棉纺设备上纺制中长纤维纱,不经过梳棉机的生产工艺。
工艺生产流程及相关设备:
并条(FA306A并条机)(三并)→粗纱(DSRo―01数字式小样粗纱机)→细纱(FA506细纱机)→络筒(DS018电脑型单锭络纱机)。
3 各工序工艺参数
3.1 并条
头并采用2根不锈钢纤维条与4条Nomex同时喂入方式(即6根条子喂入)混合,以保证所纺纱混纺比的准确性,二、三并采用8根混纺条喂入方式,以确保2种不同纤维混合的均匀性,其末并条定量控制为21 g/5 m。
FA306A并条机的工艺参数为:罗拉隔距20 mm×30 mm,压力棒隔距块14 mm,后区牵伸倍数1.3,喇叭口直径3 mm,压力棒隔与后区牵伸倍数的取值,主要是以不锈钢纤维在纺纱过程中少折弯与减少主牵伸区牵伸力为原则。
3.2 粗纱
DSRo―01数字式小样粗纱机为四罗拉悬锭式粗纱机,其运行工艺参数都为变频器数字式输入控制。
主要工艺参数为:罗拉隔距:24.5 mm×50 mm×33 mm;上销隔距块:5 mm;粗纱定量:6.5 g/10 m;捻系数:75;后区牵伸倍数:1.3。
由于罗拉隔距的拉大(基本上已经是罗拉座的极限),从而出现了上清洁绒套与牵伸皮辊不能接触的现象(图1),这在使用上清洁绒套不能清洁牵伸皮辊、绒套上的粘缠纤维,影响生产的正常进行,需要调上清洁绒套的压板位置,使用其与牵伸皮辊正常接触,以发挥绒套的清洁作用,防止生产中的缠上皮辊、皮圈现象。

图1 粗纱上清洁绒套与皮辊不接触位置图
3.3 细纱
FA506细纱机是代表性的棉纺设备,在纺制Fe/N 50/50混纺比的29.5 tex的单纱时,其工艺参数为罗拉隔距:34 mm×44 mm;隔距块:3 mm;钢领:PG1 4254;锭子:D3203C;后区牵伸倍数:1.3;锭子速度:11 000 r/min左右;纺针织用纱捻系数偏高选用350。
受纤维长度(51 mm中长纤维)影响,细纱在接头时,最好是使用毛纺中精纺纱的挑头接头法,而不要用棉纺的平挑接头法。由于所纺纤维较长,平挑接头会使进入吸棉笛管的纤维在接头时被带入纱中成为双纱,也影响接头的成头率。
3.4 络筒
DS018电脑型单锭络纱机多用于与电脑横机配套的针对毛纱的络纱设备,为可单锭调速的电脑控制络纱设备。
对于不锈钢纤维与中长纤维(Nomex)的混纺纱,棉纺用自动络筒机在空气捻结器接头与棉纺用电子清纱器对纱的质量控制已不适应,为此,选用了DS018电脑型单锭络纱机,采用机打结器接头,机械式清纱板清纱。
络纱工艺:络纱速度400 m/min,清纱板隔距0.4 mm,电脑单锭自动防止筒纱的重叠。
4 成纱质量与存在问题
4.1 成纱质量
从成纱纱线质量表1各项参数显示,所纺纱能达到各类织造所需纱的性能。

表1 Fe/N 50/50 29.5 tex成纱质量表
4.2 存在问题
在纺纱过程中,不论是粗纱还是细纱,都存在缠上皮圈现象(图2),这就要求在纺纱时,对粗、细纱中的上皮圈的清洁、清洗工作要加强,保证上皮圈的光滑。

图2 上皮圈缠绕现象图
不锈钢纤维掉纤现象比较严重(图3),这可能是不锈钢纤维在纺纱时,由于其性能原因,在加压和牵伸中,容易产生一些短纤,而这些短纤在纺纱过程中(特别是细纱的加捻三角区处)不受控制,而在加捻时被甩出纱条,出现不锈钢纤维掉纤现象。这就要求我们在纺纱过程中,在保证纺纱质量的前提下,各部罗拉隔距尽量加大;在保证牵伸的情况下,罗拉压力不能过大;适当降低纺纱速度(细纱锭速11 000 r/min);加大细纱捻系数(针织用纱捻系数350)。
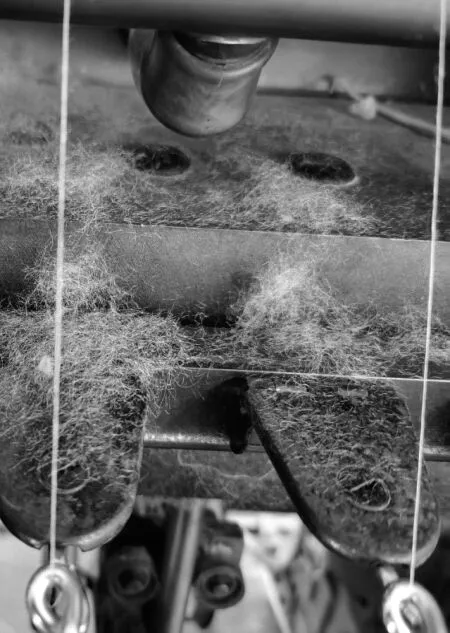
图3 细纱不锈钢掉纤图
5 结论
(1)棉纺设备可以通过工艺调整纺制51 mm长中长纤维纱,过长则超越纺棉纺设备的极限,且需要从毛条厂购得相应条子。如果要自己生产中长纤维条,就必须对梳棉进行改性,使其能纺制中长纤维。
(2)粗、细纱的纺纱用皮圈必须做好其清洁,保证皮圈的光滑,以防止皮圈缠绕纤维。
(3)细纱接头需要用毛纺精纺中的挑头接头法,以保证接头的准确率。
(4)由于不锈钢/Nomex纤维的特性,细纱需要加大捻系数,降低锭子速度,络筒使用机打结器接头,机械式清纱器清纱。
猜你喜欢
教育家(2022年17期)2022-04-23 22:21:35
棉纺织技术(2021年6期)2021-12-22 14:39:44
丝绸(2021年8期)2021-09-06 01:50:43
纺织器材(2020年5期)2020-12-21 04:05:10
时尚北京(2020年6期)2020-07-14 17:48:40
——具有历史感的工具
国际纺织导报(2020年1期)2020-04-25 02:27:04
纺织科技进展(2019年4期)2019-04-30 06:31:06
棉纺织技术(2019年4期)2019-04-10 09:21:58
中国诗歌(2017年8期)2017-11-15 03:11:52
学习月刊(2016年2期)2016-07-11 01:52:38
