
金属3D 打印技术的应用与发展前景
2022-02-10 12:27:00张赛博赵俊淞李小海高胜学丁兴平
装备制造技术 2022年11期
张赛博,赵俊淞,李小海,高胜学,丁兴平
(佳木斯大学 机械工程学院,黑龙江 佳木斯 154007)
0 引言
随着社会的发展以及科学技术的不断进步,金属3D 打印技术以其材料利用率高以及制造周期短,灵活性高等特点迅速在金属制造业中占据了重要的地位,金属3D 打印技术可以打印一些体积小结构复杂且高精密的金属零件,所以该技术对提高整个工业生产的质量和效率起着关键的作用,改善了金属零件制造的现状,在制造金属零件的过程中提供了更多的可能性,促进了金属制造业的发展[1,2]。
1 金属3D 打印技术的应用
目前,市场上主流的直接用于制造金属零件金属3D 打印技术有:选择性激光烧结(selective laser sin原tering,SLS)技术、选择性激光熔化(selec-tive laser melting,SLM)技术、直接金属激光烧结(direct metal laser sintering,DMLS)技术、激光近净成形(laser engi原neered net shaping,LENS)技术和电子束选区熔化(electron beam selective melting,EBSM)技术等。
1.1 选择性激光烧结(SLS)技术
选择性激光烧结(SLS)技术是出现最早的金属3D 打印技术,所采用的冶金机制为液相烧结机制,所使用的材料为高熔点金属与低熔点金属或者高分子材料的混合粉末,在熔融的过程中低熔点的金属或者高分子材料粉末融化,而高熔点的金属粉末不会融化,并且作为结构金属保留其固相核心。而被融化的材料作为粘结金属在熔融过程中生成液相将固相金属进行包覆、润湿和粘结以此使烧结致密化。整个工艺装置包括粉末缸和成型缸两个部分,工作时左面的粉末缸上升一层,然后通过铺粉辊将粉末在成型缸中均匀的铺一层,再由计算机控制的激光束根据切片后的模型进行在粉末上进行扫描,使金属粉末达到熔点并进行烧结来完成零件的一层截面,完成后成型缸下降一层高度,铺粉辊会在成型缸中重新铺上一层均匀的粉末,进行下一层的烧结,如此往复来完成整个零件的制作。工作原理如图1 所示。
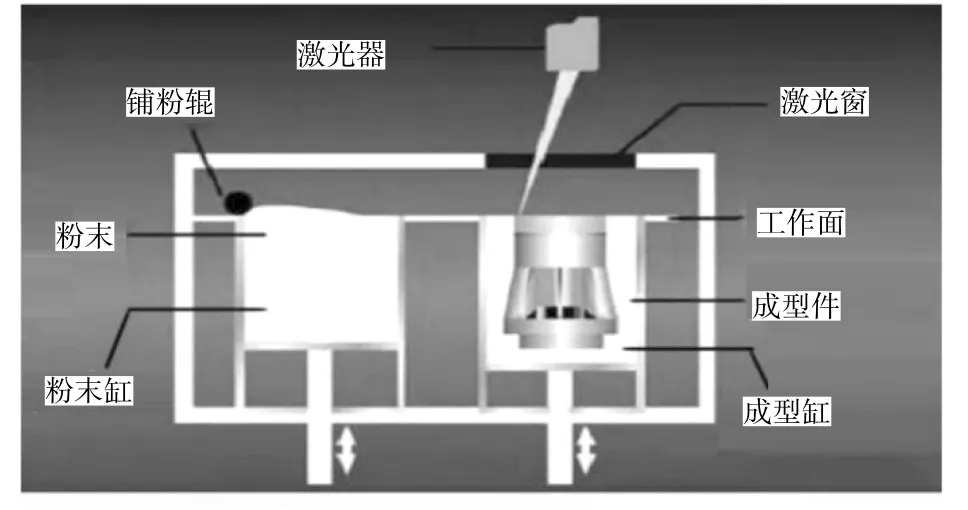
图1 选择性激光烧结(SLS)技术原理图
选择性激光烧结的特点:优势有:(1)可以使用多种材料。包括高分子材料、金属粉末、陶瓷粉末、尼龙粉末等,选择性强。(2)不需要支撑。因为在打印过程中未经烧结的粉末即可支撑生成的悬空层。(3)材料利用率高。打印过程中无需支撑,且材料价格低。劣势有:(1)表面粗糙。SLS 工艺制造原型的表面是粉末进行熔融粘结的,为粉粒状,所以表面质量不高。(2)工艺过程中有异味。这是因为高分子材料或者粉粒在烧结时会散发异味。
1.2 选择性激光熔化(SLM)技术
选择性激光熔化(SLM)技术是在SLS 的基础上发展起来的,其基本原理与SLS 相似,首先由计算机三维建模软件建立模型,再由切片软件调整参数并得出每一层的数据,再由计算机控制激光束进行逐层扫描融化层层堆积成型,需要注意的是,SLM 工艺过程中为了防止金属在高温下与其他气体反应,需要在惰性气体下进行,与SLS 工艺不同的是,SLM 工艺中必须要求金属粉末完全熔化再冷却成型,所以需要高功率密度的激光器对粉末进行扫描,工作原理如图2 所示。

图2 选择性激光熔化(SLM)技术原理图
选择性激光熔化的特点:优势有:(1)加工过程中粉末完全熔化且不需要粘结材料,所以,加工所形成零件的精度以及力学性能都要比SLS 成型的好。(2)致密度高。激光束光斑直径细微,致密度接近100%,几乎等于冶金。(3)可以简单并且直接的制造出复杂形状的金属件。劣势有:(1)设备昂贵,操作复杂。需要专业人员来操作。(2)后处理复杂。SLM 工艺需要添加支撑,需要对成型件进行后处理来去掉支撑。
1.3 电子束选区熔化(EBSM)技术
EBSM 设备中两最个重要的部分包括电子枪、真空室。电子枪包括阳极、阴极、栅级,灯丝、偏转线圈以及聚焦线圈。真空室包括铺粉器、活塞以及储粉箱等组成。工作原理是电子枪最上面的灯丝(一般为钨丝)在高温条件下其表面产生大量的热电子,并通过阴极进行发射,栅级顶端开有小孔,通过与阴极的相对位置可以控制电子束的通过量,在阳极的加速作用下获得很高的动能,可加速到光速的一半至三分之一左右。在聚焦线圈的作用下对电子束进行聚焦,随即进入偏转线圈,在偏转线圈的作用下可以对电子束进行偏转,在计算机的控制下对粉末进行选择性扫描。粉末放置在储粉箱内,工作时通过铺粉器在粉床上均匀的铺上一层粉末,利用低能量、低扫描速度电子束对粉床进行预热,使得温度在金属粉末熔点温度以下,随即采用更大的能量和扫描速度对粉末进行熔化,在电子束与金属粉末撞击时,其动能转化为热能,使金属粉末熔化。在完成一层的扫描之后,活塞下降一层,铺粉器重新铺粉,对新的粉末层进行预热和熔化,如此往复,直到金属零件完全成型。需要注意的是,EBSM 过程中需在真空条件下进行,零件制作完成后,需要装置移入后处理设备中通过吹压缩气体来去除周围粉末,得到最终的打印件,同时剩余的粉末可以重新进行利用[3,4]。工作原理如图3 所示。
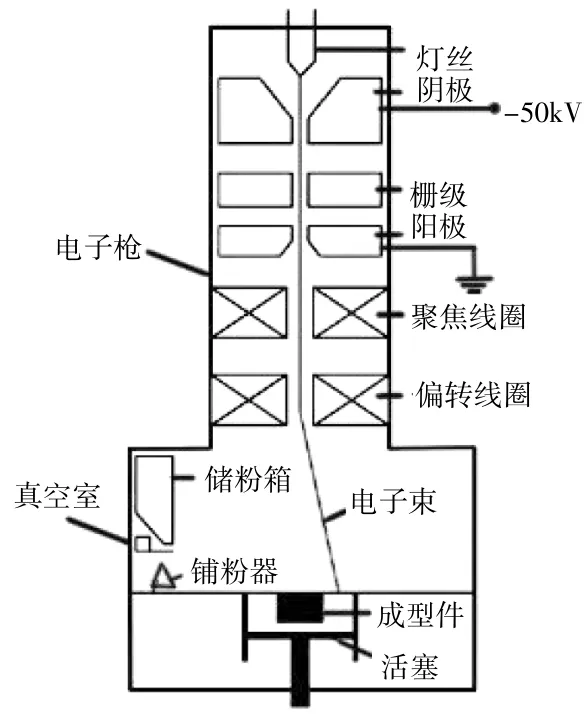
图3 电子束选区熔化(EBSM)技术原理图
电子束选区熔化的特点:优势有:(1)EBSM 技术在真空条件下预热温度很高,可以熔解高熔点金属,减小了热应力集中,避免了成型件产生弯曲变形的现象。(2)成型过程中不需要支撑。未烧结的粉末作为支撑,制作完成后只需吹去粉末即可。劣势有:(1)“吹粉”现象。铺粉器铺在粉床上的粉末在电子束的作用下离开预先的铺设位置。出现的原因是电子束使导电性差的粉末带上静电,由于静电的排斥力导致粉末产生溃散。(2)“球化”现象。指金属未完全熔化而形成了一群彼此分开的金属球。(3)设备需要真空条件下完成,维护成本高,且电子束沉积过程中会产生伽玛射线,可能会导致泄漏,污染环境等。
1.4 激光近净成形(LENS)技术
该技术上世纪于美国Sandia 国家实验室率先推出的工艺,该工艺结合了激光熔覆技术与选择性激光烧结(SLS)技术,采用同轴送粉方法,与激光形成熔池,熔池中粉末熔化再凝固来实现零件的制作。
激光近净成形的特点:优势有:(1)LENS 技术采用金属快速熔凝,成型得到的零件致密度高,力学性能好。(2)不需要采用模具,节约成本,可以实现非均质材料的加工。劣势有:(1)成型件表面质量不高,表面粗糙,成型过程中热应力大,易产生裂纹。(2)成型过程中需采用保护性气体,同时由于采用的是钛合金粉末等,使得成本较高。
1.5 直接金属激光烧结(DMLS)技术
DMLS 技术是SLS 技术的一个分支,于20 世纪90年代开始形成,DMLS 技术直接采用金属粉末进行烧结,与SLM 技术的区别是,SLM 技术要求金属粉末完全熔化,而DMLS 只需要达到烧结就可以[5]。
直接金属激光烧结的特点:优势有:(1)可以直接对金属件进行烧结(2)可以使用多种材料。例如不锈钢,钴基,镍基等。(3)加工形成的工件组织致密,结合强度高。劣势有:(1)“球化”现象。(2)容易烧结变形,致密度不高。
1.6 新技术
例如电弧增材制造(WAAM),纳米颗粒喷射金属成型(NPJ)以及超声波固结(UAM)等等,这些技术在将来都有很大的发展空间[6]。
2 金属3D 打印技术的发展前景
2.1 应用领域范围扩大
如今金属3D 打印不再局限于机械模具加工和制造领域,也可以应用与其他领域。可以应用于航空航天领域,利用金属3D 打印技术可以替换掉一些已损坏的零件,从而避免大成本的整机替换,延长了其使用寿命;还可以打印飞机的关键构件,例如2018年11月,GE 研发的金属3D 打印发动机支架获批应用于飞机制造中[7]。可以应用于教育教学领域,金属3D打印可以作为教学仪器来引导学生认识这项技术,还可以打印教学模型,引导学生更直观的了解模型,提高教学质量。可以应用于汽车领域,2017年大众汽车打印出的制动钳通过了专业测试,满足了重量最小和强度最高的目标;还可以用于汽车零部件修复等。除此之外,还可以应用于医疗领域,钛合金作为一种最常用的牙种植体的材料,传统的制造方法不仅价格昂贵,而且尺寸单一,不能进行个性化生产,如今可以直接使用通过扫描患者口腔,通过建立牙种植体模型然后利用金属烧结技术直接打印,大大降低了加工的成本和步骤,还有潜在的应用领域例如制作一些家居、玩具以及动漫模型等等。
2.2 打印机设备以及材料专业化
我国的金属3D 打印技术处于刚开始的阶段,打印设备较少而且也不完善,发展处于瓶颈期。如需改善这种情况就需要打造高性价比的设备,持续拓展打印机理,例如需要对并行打印[8,9]、多材料打印、多喷头打印、大件打印、连续打印等金属3D 打印机理进行深入研究,并以此为基础应用于产品制造。打印材料的局限性也在一定程度上制约着金属3D 打印的发展,在打印材料方面应实现对不同种材料进行打印,打印不同的材料以应用于不同的地方。例如钴材料可以用于燃气轮机;镍材料可以应用于燃烧室;贵金属可以用于电子器件集成,以及一些难熔的金属材料如钨。新型的打印方式以及新型金属材料的打印将会是今后的研究热点和重点,目的是提高金属3D 打印的质量和产量以满足不同场景和条件的生产[10,11]。
2.3 打印技术更加完善
金属3D 打印技术目前发展迅速,目前金属3D打印机分为桌面级和工业级,桌面级主要是打印体积较小、精度要求较低的产品,工业级主要是用于对产品质量要求高的生产领域。金属3D 打印技术的本质是金属焊接,在生产过程中避免不了产生裂纹、气孔等缺陷。这些打印件在应用到实际生产中之前必须进行检测,所以对打印件的精度、强度等进行了一定的要求[12,13]。为保证产品的合格性,需制定金属3D 打印技术的标准以及进行相关认证工作,对设备、材料、打印技术、质量、安全等多个方面进行规范,只有这样才能保证金属3D 打印技术健康持续的发展。
3 结语
金属3D 打印技术在我国取得了一些成就,但由我国对于金属3D 打印技术的起步比较晚,发展的水平较国外相对落后,但是总的来说我国在金属3D 打印技术方面有着很大的发展前景,所以我国必须加快对金属3D 打印方面的研究,突破工艺、效率等瓶颈问题,这样才能更好推动金属3D 打印技术的发展,并且将一些比较完善、比较成熟的技术应用于实际生产中去,在实践中不断创新,推动现代制造业的蓬勃发展。
猜你喜欢
航天制造技术(2022年2期)2022-05-16 12:41:58
山东陶瓷(2021年5期)2022-01-17 02:35:46
世界有色金属(2021年5期)2021-06-13 05:21:40
昆钢科技(2021年1期)2021-04-13 07:55:00
陶瓷学报(2021年1期)2021-04-13 01:33:08
铝加工(2020年3期)2020-12-13 18:38:03
中成药(2018年1期)2018-02-02 07:20:14
电子测试(2017年12期)2017-12-18 06:35:21
中国塑料(2016年7期)2016-04-16 05:25:49
焊接(2015年7期)2015-07-18 10:59:18
