碳钢材料PAUT检测中的缺陷测高影响因素
2022-02-08 08:08王雪臣刘贵吉唐旭东王九方牛立志
无损检测 2022年12期
王雪臣,刘贵吉,唐旭东,王九方,牛立志
(海洋石油工程股份有限公司, 青岛 266520)
相控阵超声检测(PAUT)已广泛应用于海洋石油平台的焊缝检测中,对压力管线焊缝进行PAUT检测时,项目要求按照标准ASME B31.3-2020 《工艺管道规范》 附录R进行验收。这就需要对表面和内部缺陷高度hF进行准确定量[1],表面和内部缺陷高度如图1所示(图中TW为焊缝公称厚度,lF为缺陷长度,SF为缺陷距表面距离)。然而,PAUT对缺陷高度测量的准确性存在受多种因素影响的问题,为此,以典型的自身高度为2 mm缺陷为例,探究了声束聚焦深度、探头角度、检验声程等参数对碳钢材料PAUT检测中缺陷测高的影响。

图1 表面和内部缺陷高度示意
1 缺陷高度测量方法
1.1 表面缺陷验收
表面缺陷验收标准如表1所示,此表翻译引用ASME B31.3-2020附录R表R308.1。缺陷的高度和长度共同关系到返修与否,由表1可知,即使缺陷高度变化较小,允许的长度仍会有较大变化。所以缺陷高度测量应尽量减少误差,以接近实际尺寸,避免出现结果误判的情况。

表1 表面缺陷验收标准(ASME)
1.2 缺陷高度测量
ASME B31.3-2020附录R中PAUT检测标准执行美国机械工程师协会(ASME)锅炉与压力容器规范第V卷第四章的要求,缺陷高度测量方法执行该标准中SE 2700章节的要求。SE 2700章节中第12.4.2节给出了使用-6 dB法进行高度测量的方法,缺陷高度测量结果示例如图2所示。

图2 缺陷高度测量结果示例
测量时首先通过扇形扫描视图中找到缺陷的最高波幅,向上移动角度指针,使回波高度降低至最高波幅的一半,该位置即为缺陷的上端点;同理,向下移动角度指针,使回波高度降低至最高波幅的一半,该位置即为缺陷的下端点;上下端点的深度差(此时蓝色和红色测量光标之间的距离)则为缺陷的高度值。
2 缺陷测高影响因素
在实际检测过程中发现,使用第1章所述方法进行测量叶得到的测量值与缺陷实际尺寸有着较大的偏差,通常比实际尺寸偏大,并且不同聚焦法则下的偏差程度不一致。
通过大量的PAUT数据分析得知,诸多因素均有可能影响缺陷高度的测量精确度,如探头频率、晶片的数量和尺寸、聚焦位置、声束角度、缺陷声程、评定方法、声束宽度等,文章讨论的检测对象为海洋工程常用碳钢管线焊缝,探头频率等参数变化较小,所以主要对以下4个影响因素进行研究分析:① 聚焦位置的影响[2];② 声束角度的影响;③ 缺陷声程的影响;④ 评定方法的影响。
3 PAUT设备和试块的选择
3.1 仪器和探头的选择
试验采用奥林巴斯X3型相控阵超声检测设备和5L32-A31型探头(楔块为SA31-N55S型),检测设备实物如图3所示。

图3 检测设备实物
3.2 试块的选择
为方便、全面地判别不同角度、声程的影响,结合海洋石油天然气平台建造过程中常见缺陷的特点,选用ASTM E2491附录A2中的波束偏转试块对PAUT系统进行校验,声程恒定式偏转试块结构及反射体信息如图4所示,单一平面式偏转试块结构及反射体信息如图5所示。试块中横通孔的孔径即为缺陷的实际高度。

图4 声程恒定式偏转试块结构及反射体信息
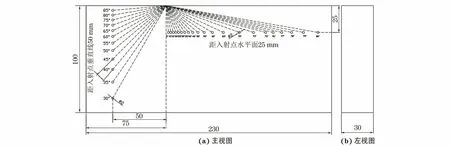
图5 单一平面式偏转试块结构及反射体信息
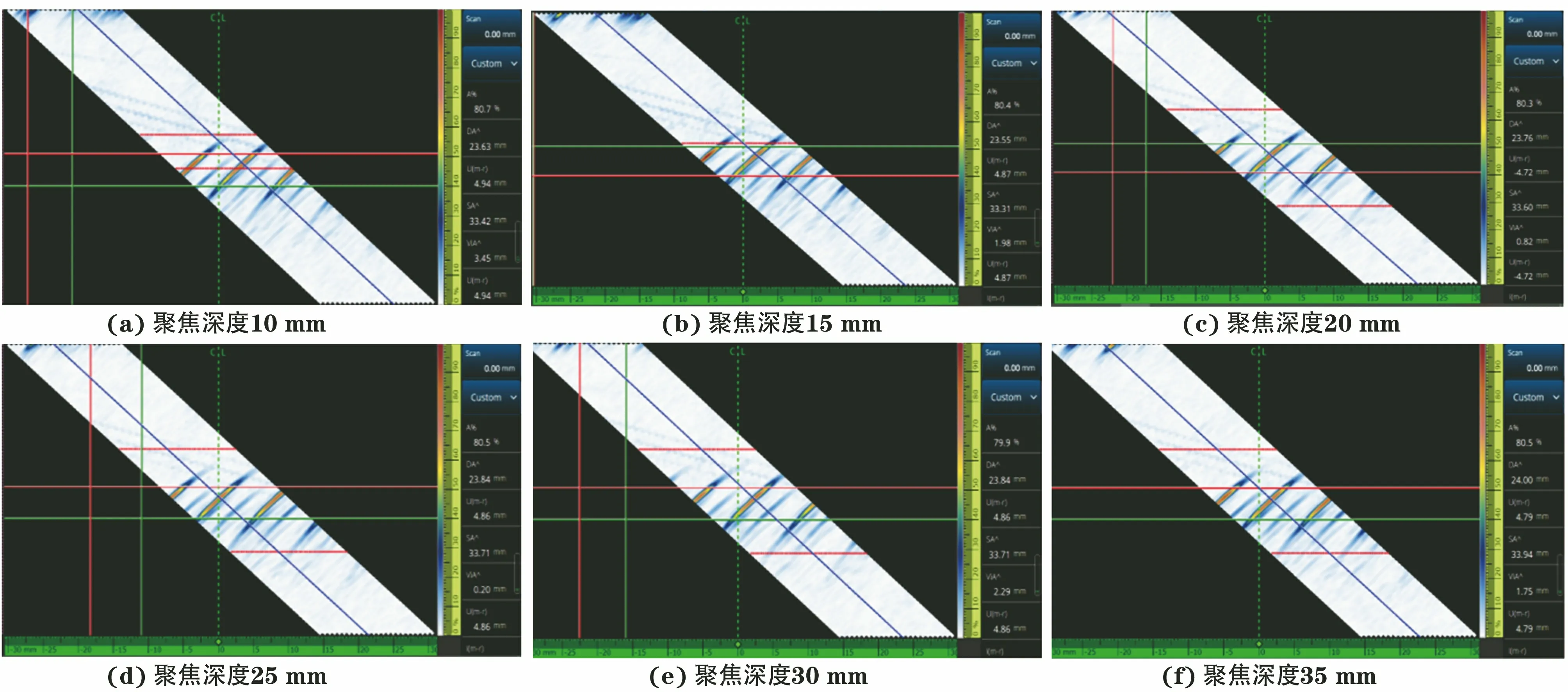
图6 基于6组聚焦法则的横通孔高度测量结果
4 对比试验
按照第2章讨论的4项影响因素进行对比试验[3]。所有试验均使用线性扫查,聚焦法则使用32个晶片,一次激发8个晶片。通过对比孔径和PAUT的实测高度的方式来分析各项影响因素。
4.1 聚焦深度的影响
设置45°线性扫描,聚焦深度分别为10,15,20,25,30,35 mm,分别测量图5中深度为25 mm的横通孔高度,其结果如图6所示。
对上述6组PAUT数据进行分析,按照-6 dB的高度测量方法进行测量,结果如表2所示。
通过表2可以看出,测量值是实际值的两倍以上,精确度较差。不同聚焦深度间实测数据偏差较小,这主要是因为深度25 mm处已经超过近场区,超过了理论最大聚焦范围。所以试验中聚焦深度的设置并非造成实测值和实际值偏差过大的主要因素。
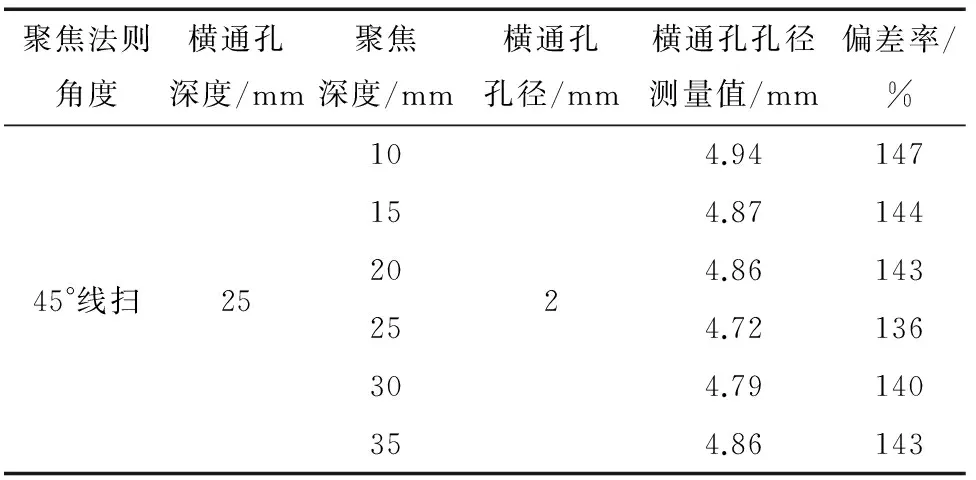
表2 不同聚焦深度下的横通孔高度测量值
4.2 探头角度的影响
分别设置3组聚焦法则(45°、60°和70°线扫),3组法则均设置为非聚焦模式,除角度不一致外其他参数均相同。采用3组法则对图4中声程恒定式偏转试块的一组φ2 mm横通孔进行检测,不同角度下横通孔的高度测量结果如图7所示。
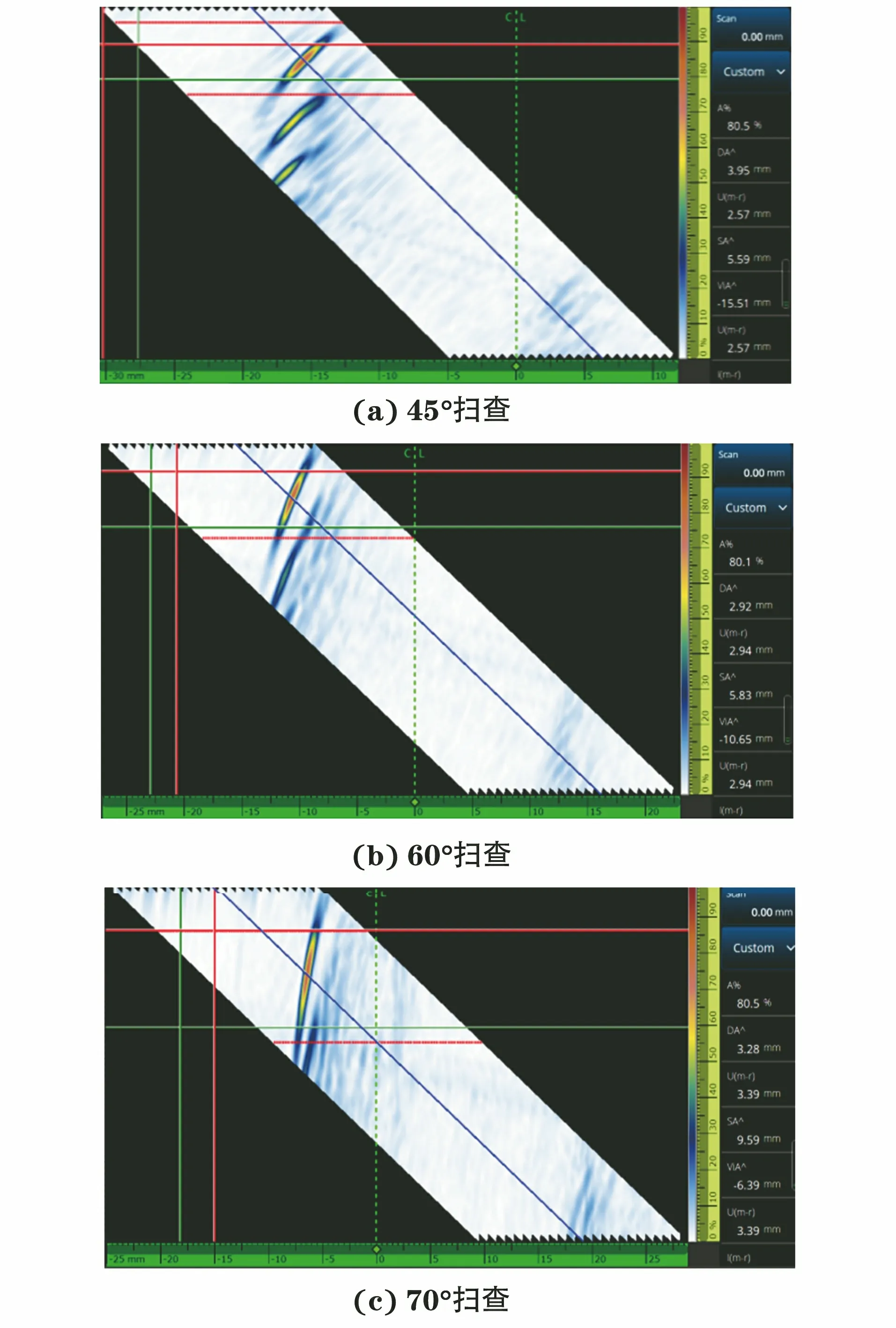
图7 不同角度下横通孔高度测量结果
对上述3组PAUT数据进行分析,按照-6 dB的高度测量方法进行测量,结果如表3所示。

表3 不同扫查角度下的横通孔高度测量值
通过上述3组法则的检测结果比较可知,角度越小,测量高度精确度越高。其主要原因为小角度声束宽度小,声束能量较为集中,缺陷定量相对准确。
4.3 检测声程的影响
设置2组聚焦法则(45°和60°线扫),2组法则均设置为非聚焦模式,除角度不一致外其他参数均相同。以图5试块中竖直面横通孔作为目标反射体,分别以2组法则的小声程和大声程进行横通孔高度测量,测量结果如图8所示。

图8 不同角度、不同声程下的横通孔高度测量结果
对上述3组PAUT数据进行分析,按-6 dB高度测量方法进行测量,结果如表4所示。
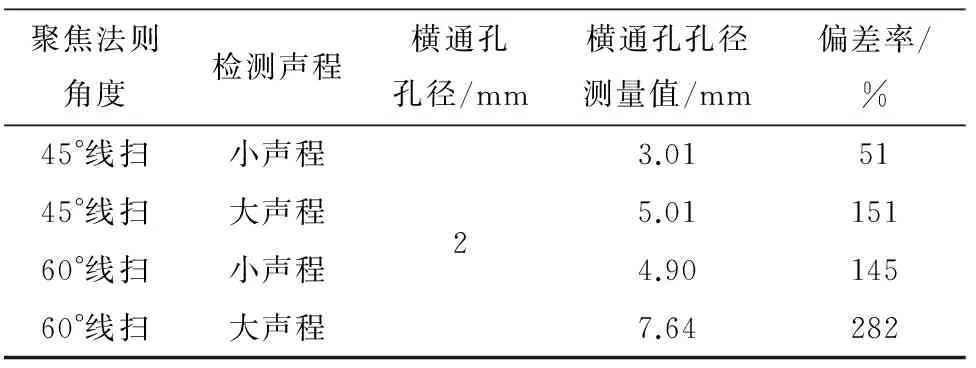
表4 不同角度、不同声程下的横通孔高度测量值
分析上述试验结果可以发现,无论以哪种角度去测量缺陷高度,声程越小高度测量值越接近实际值。其主要原因是声程越小,声束能量越集中,测量偏差越小。
4.4 评定方法的影响
由上述3组试验可知,当使用-6 dB法进行高度测量时,其测量结果均远大于实际尺寸。因此按4.2节中的扫查参数使用-2 dB法进行高度测量,测量结果如图9所示。
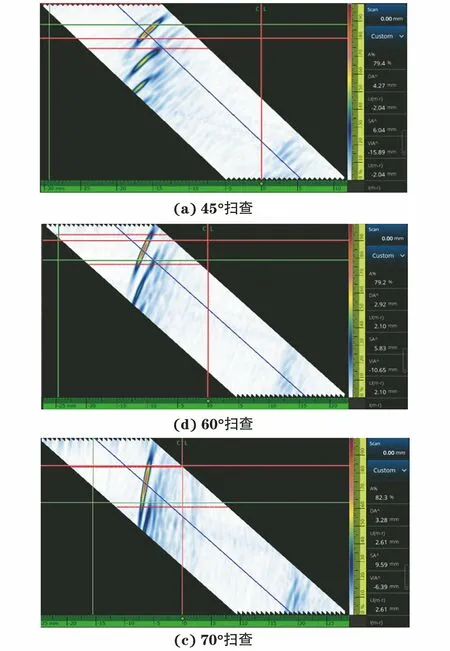
图9 -2 dB法的横通孔高度测量结果
对上述3组PAUT数据进行分析,对比-2 dB测量方法与-6 dB测量方法的检测结果,其结果如表5所示。

表5 不同扫查角度下-6 dB法和-2 dB法的横通孔高度测量值
分析可知,相比-6 dB法,-2 dB法对缺陷高度的测量结果更接近实际值,但从表5中仍可以看出小角度测量时比大角度测量时的精确度要高。
5 结语
在海洋石油天然气平台建造过程中,高度为2 mm的缺陷具有较强的代表性,为此,以φ2 mm横通孔为研究对象,进行一系列的对比试验,试验结果表明,PAUT技术在测量缺陷高度值时,聚焦深度对其影响较小,缺陷检出角度、检测声程、测量方法对高度测量影响较大;其中角度和声程可归结为声束宽度的影响,声束宽度越小,能量越集中,精确度越高;同时,-2 dB法比-6 dB法的精确度要高。在制定扫查工艺和缺陷评定时,可适当考虑上述因素的影响,提高PAUT测高的精度。
本文获“2022 Evident杯超声检测技术优秀论文评选”活动优胜奖。
猜你喜欢
电镀与精饰(2022年11期)2022-11-15
科学技术创新(2022年1期)2022-02-19
装备维修技术(2021年47期)2021-07-12
装备维修技术(2021年46期)2021-03-07
科学技术创新(2021年3期)2021-01-22
无损检测(2020年12期)2020-12-25
液晶与显示(2020年12期)2020-12-09
铸造设备与工艺(2019年2期)2019-07-25
航天制造技术(2019年2期)2019-05-09
综合智慧能源(2018年11期)2018-12-18