
圆珠笔头用不锈钢丝制造过程及微观结构变化
2022-02-08 00:52车德会
中国制笔 2022年4期
车德会
太原钢铁集团有限公司 山西省太原市 030003
1 前言
笔在人类文明史中扮演着重要的角色,是文化传承与传播不可或缺的工具。从燧石刻甲骨、羊毫润竹简、钢笔书中外到如今的圆珠笔成为办公与学习的重要记录工具,笔一直伴随在我们身边。总之,笔的演进过程也承载着每一个时代的科技水平,包括其设计以及材料的发展。自十九世纪,欧洲人发明了圆珠笔并实现了廉价制作的民用化制作工艺,开启了圆珠笔时代的先河。在二十世纪中叶圆珠笔开始传入我国,起初采用的是铜质的圆珠笔头材料,直至上世纪九十年代时,我国的制笔行业还处于平稳发展的过程,原材料、装备以及工艺均可以实现国产化。随着世界科技水平的不断快速发展,发达国家研发出了用户使用体验更优的不锈钢质的圆珠笔头材料,更精密更高效的笔头加工机床和中性啫喱墨水,使圆珠笔使用寿命、墨水的顺滑度等得到了较大的提升,解决了之前铜笔头使用寿命短、易掉珠、与中性墨水匹配不佳等问题。这种先进的材料和设备无论从产品质量还是生产效率方面,都快速替代了传统材料和生产装备。匹配的中性墨水也显著提升了书写感受,加上低廉的价格,迅速占领了钢笔的大部分市场。几年时间,圆珠笔市场占有率很快达到80%以上,形成了近几十年书写工具的圆珠笔时代。其中,圆珠笔头用不锈钢材料开始长达30 年依赖进口的时期,并且进口材料的资料完全查询不到,国外生产商在生产工艺方面对外完全保密。
我国是世界上最大的圆珠笔生产国和消费国,年产圆珠笔约150 亿支,但作为原材料的高端圆珠笔头用易切削不锈钢材料曾长期依赖进口,属于典型的“卡脖子”材料。
2 国内外生产现状
圆珠笔头无法实现国产化,一直是国内的制笔企业挠头的事情,一直承受着国外进口材料高昂的售价,以及进口运输经常无法及时交货等问题。圆珠笔笔头材料的窘境也受到了中央领导的重视,2016 年李克强总理更是发出了“圆珠笔之问”,并关注了太钢圆珠笔头用钢的产业化进展。
太钢人进行了上百次的冶炼、轧制、热处理、冷拔加工试验,失败了就查找原因,分析现有工艺路线和装备能力问题,克服了重重困难,攻克了多项关键技术,终于在2017 年1 月,成功研制出了用户可接受的圆珠笔头用不锈钢丝,并牵头制定了圆珠笔头用不锈钢丝的冶金行业标准。太钢的圆珠笔头钢团队并没有停住脚步,关注到国内外的环境友好材料的发展和要求,进一步改进化学成分,进而继续开发出了无铅环保型的新一代圆珠笔头用不锈钢材料,并且不断的工艺优化,在产品精度、切削性能和质量的稳定性方面均获得了进一步的提升。目前太钢生产的圆珠笔头材料制作的圆珠笔头切削精度、粗糙度以及刀具磨损情况均与进口材料水平相当,如(图1)所示,并且通过了SGS 的RoHS 有害元素认证报告,环保指标领先进口材料。
太钢的新型环保圆珠笔头用不锈钢材料在2019 年开始批量投放市场以来,迅速获得了用户的认可,销售量快速提升,近三年连番5 翻,2021 年的国内市场占有率达40%。
3 圆珠笔头用不锈钢的设计思路
看起来并不起眼的圆珠笔头实则内部结构复杂精密,完全采用机床切削加工而来,去除金属体积高达50%(笔头剖面及细节如图2 所示),同时要满足高切削速度(20000 rpm)和高加工精度(2 μm)。所以这种强度的切削不是普通钢材,甚至不是普通的易切削钢材可以胜任的。若采用不含有辅助切削元素的常用易切削不锈钢材料会显著增加材料的切削加工难度,造成生产出来的圆珠笔头产品尺寸不稳定、机床加工刀具快速磨损,甚至无法继续加工等问题。而对于制作一个环保型圆珠笔头来说,能够持续的切削加工,还是保证达到基本的尺寸精度,也是关键的要求。所以必须开发一种更加易切削的不锈钢。

图2 圆珠笔头剖面结构及端部细节
之所以圆珠笔头用钢可以承受机床的切削,因其内部的微观组织结构与普通的钢材不同。普通的钢材追求力学性能等,对其微观组织的纯净度要求很高,而易切削的钢材需要在其微观结构上进行改造,添加一些微小且弥散分布的非金属结构组分,使钢材微观上看起来减少了金属的连续性,变得像一张立体的金属网。当刀具切割到这些网孔重的非金属组分结构的时候,变得非常容易切开,金属网状结构也难以抵挡刀具的力量。这就是易切削钢的基本原理,如(图2)示意图所示,类似于打孔虚线纸更容易从虚线处撕开的设计,如(图3)左图所示。当我们撕扯打孔后的纸张,会更容易沿着打虚线空的地方撕开。(图3)右图为圆珠笔头剖面显微照片,其中黑色的断断续续地长条即为非金属夹杂物,也是切削相,起到切削过程降低切削力的作用,使金属(图3 右重白色部分)更容易断开。

图3 虚线纸的示意图(左)及实际圆珠笔头钢丝的金相照片(右)
近年来,随着各国加强保护环境和爱护健康方面的倡导,人体可能直接接触的消费品均对铅含量提出了限量要求,如美国HR4040(美国生效消费品安全改进法案)、欧盟REACH 法令、我国文具最新要求(GB 21027-2020 学生用品的安全通用要求),其中对铅(Pb)含量要求低于90 ppm。与人体可能直接接触使用的消费品无铅化从趋势变为硬性标准。为响应国际国内对文具用品的环保要求,更多的关注环保,守护健康,开发环保无铅的圆珠笔头用不锈钢产品是不锈钢企业义不容辞的责任。
太钢在2016 年参加了“十三五”国家重点研发计划中的制笔项目,承担新一代环保型无铅圆珠笔头用不锈钢的研制、产业化应用及示范生产线建设的任务。通过自主创新,设计开发出了一种兼具优异切削性能和耐蚀性能的新一代环保型无铅笔头用超易切削不锈钢,并提前超额完成了项目要求环保、切削及市场化应用等指标,整个科研项目也获得了多项研究成果[1-4]。
基于多元素耦合提高易切削性能的技术思想,采用一种可入药的环保元素铋元素替代铅元素作为辅助切削助剂的无铅成分设计思路。创新的采用纯净铁水、纯净合金为原料,避免采用废钢原料和常规低品位合金冶炼可能带入外来有害物质造成的质量负面影响,该技术方案确保了成分的环保性,符合目前最严格的文具消费品要求。
通过上百次的试验验证和研究,成功将圆珠笔头用钢从中间试验室生产线成功推向更具规模且更稳定的大生产工艺路线,远超项目制定的千吨级生产线的生产能力。实现了圆珠笔头用钢更灵活更高效更规范的管理、生产和流通。
4 圆珠笔头用钢丝的生产过程
一颗圆珠笔头虽然仅有0.1 g 重,但其成分组成却较为复杂,含有多种合金元素,最初可能来源于不同地区的不同的矿石,其中的铬元素可能来自于土耳其的矿山,其中的钼元素可能来自于辽宁省的杨家杖子矿山,铁元素可能来自于山西省岚县矿山等等。炼铁过程还需要焦炭,炼钢过程还需要石灰、石英石等矿物,均来自于不同地区大自然的馈赠。将铁矿和煤炭装入上万吨的高炉,熔炼出铁水,铁水再精练成钢材,钢材再经过热轧和冷拔就可以制作出圆珠笔头用的钢丝,钢丝切成小笔头柱坯,通过机床加工成圆珠笔头。
做好一颗看似普通的圆珠笔头,实则需要高精密尺寸、高切削性能、高耐蚀性能、高书写性能等多方面的要求,这些影响到消费者切身使用体验的关键点主要集中在圆珠笔头这种超易切削不锈钢材料上。从一段12mm 长的实心不锈钢丝制作成结构复杂精密的圆珠笔头完全依靠切削加工,非金属夹杂物在这一过程中起了至关重要的作用。
4.1 高炉出铁
太钢的笔尖钢采用高炉冶炼的纯净铁水作为钢水母液原料(图4)。高炉中采用矿石和焦炭层层铺叠,在高炉下方吹热风提高高炉内部温度,促使焦炭和铁矿石发生反应,这就是高炉内部的著名的三个反应方 程 式:C+O2= CO2( 点燃)、CO2+C=2CO(高温)、3CO+Fe2O3=2Fe+3CO2( 高温),这样就从铁矿石中还原出了热铁水。太钢拥有三座高炉,容积分别为4350m3,每天出铁量可达6000 余吨,作为后续各种钢材的原料。圆珠笔头用钢也是采用这其中的铁水作为原料。
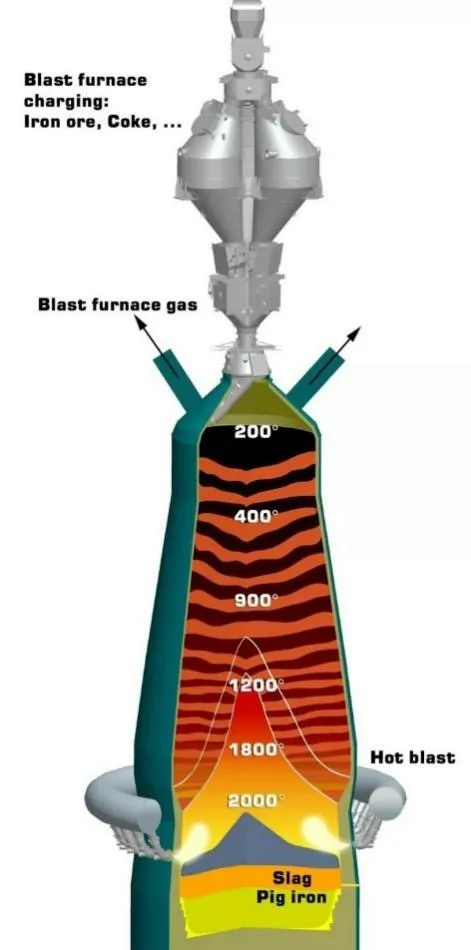
图4 冶炼铁水高炉示意图
4.2 钢水冶炼
太钢圆珠笔用钢采用纯净铁水作为母液原料的独特冶炼方式具有更多的优势,太钢炼钢工艺如(图5)所示,其中免去了采用各种废钢为原料融化后带入钢中一些不该有的杂质,影响钢材品质。
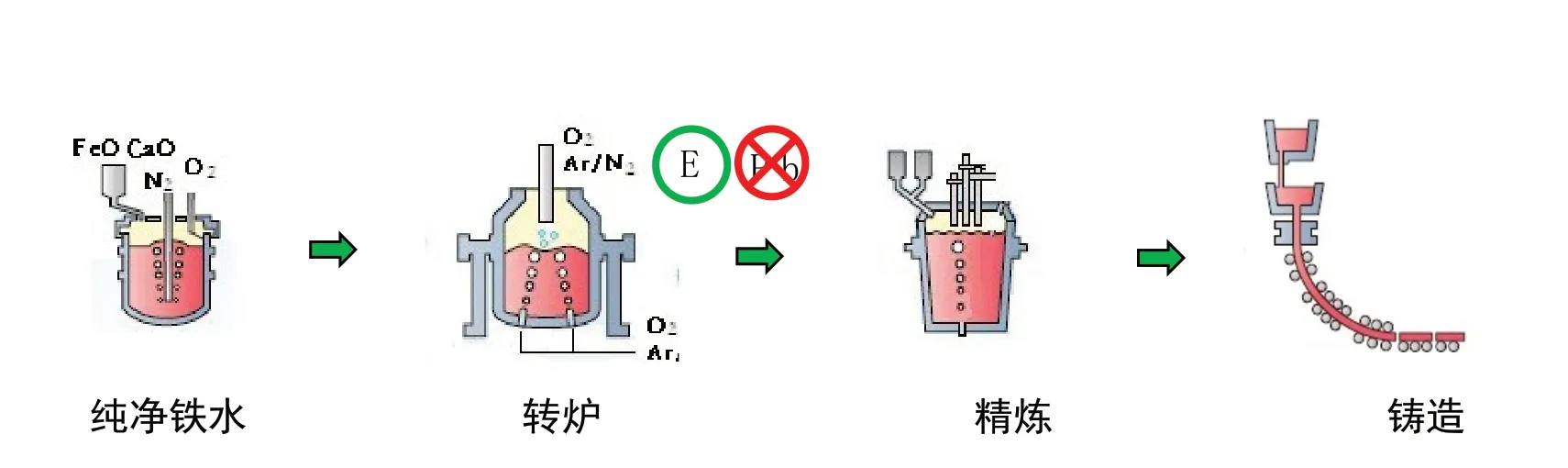
图5 太钢圆珠笔头用不锈钢的冶炼工艺
高炉铁水先进入炼钢厂的预处理车间,对铁水中顺带还原出来的Si、P 和S 元素进行初步的去除,降低至钢材的要求范围之内。然后铁水装入太钢特有的K-OBM-S 高效转炉,所谓转炉就是会转的熔炼炉,炉口可以朝向多个方向转动。因铁水中含有较高的C 元素,转炉通过吹气管向铁水中吹O2和Ar 气,氧气氧化钢水中的C 元素产生大量的热量,使铁水温度升高,此时可以加入很多冷的合金元素,如铬、钼等,它们会在热铁水中快速的熔化,与铁水混合,完成合金化。Cr 和Mo 元素是高耐蚀不锈钢的必备元素。在转炉这个过程要把大部分的合金元素加入其中,随着氧气不断氧化铁水中的C 元素,当C 元素足够低的时候,铁水就变为钢水。之后,钢水从转炉中倒入一个90 吨容量的大钢包,可以理解为一个装钢水的巨型大杯子,不过是用耐高温材料制作的。这个大钢包是后续精炼过程主要容器,在精炼过程进行对钢水内部进一步纯净化和成分精准控制,以及采用电极对钢水的温度的进行精准调整。然后就可以浇铸成钢坯了,浇出来恰好凝固,温度太高的钢水,凝固慢,会形成钢坯内部凝固缺陷,钢水温度太低时浇铸,可能会在浇铸末期,钢水温度过低,提前凝固,无法完成全部浇铸。所以这个过程也是影响钢材质量的关键步骤,正常的浇铸时钢水温度在1400℃以上。
此时浇铸出来的钢坯,其中的非金属夹杂物呈现为圆球形,这是因为其在钢水中的表面张力所致。如(图6)所示,为钢材放大1000 倍的显微照片,可以看到其中的黑色圆球为非金属夹杂物。
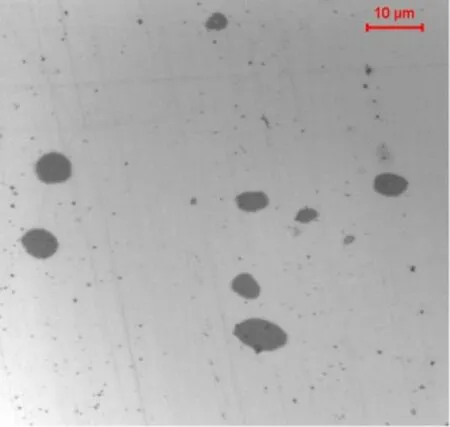
图6 铸态中的非金属夹杂物形态
4.3 热加工及冷加工
当钢坯已经成型后,就是要通过热加工及冷加工将钢坯做成需要的规格尺寸。(图7)为太钢的圆珠笔头用钢材的加工工艺流程,其中铸坯采用热轧方式制作成盘圆,然后经过冷拔制成钢丝,也可以延伸加工切割笔头柱坯料。

图7 太钢笔头用钢材生产过程
4.3.1 热轧
炼钢厂浇铸出来的钢坯运送至轧材厂,送入轧材厂的加热炉内,坯料尺寸横截面接近为220 mm 的正方形,角部为圆弧过渡,长度可达3.5 m。钢坯进行升温软化,一般需要升温至1100 ℃以上,使钢坯的高温强度下降,也就是热变形抗力进入较低的区间,这样在常温的轧机中限定尺寸的轧辊中穿梭后就可以被轧制成更小的横截面的钢材。经过多架轧机后最细可以轧制为Φ5.5 mm直径的钢材,最后经过一台吐丝机,将高温的细钢条盘卷成盘圆。轧机装备是2020 年新改造的装备,采用了较为先进的技术,各项控制指标达到国际先进水平,更好的确保了钢材的质量,(图8 )为太钢圆珠笔头用钢的新产线的轧机设备。
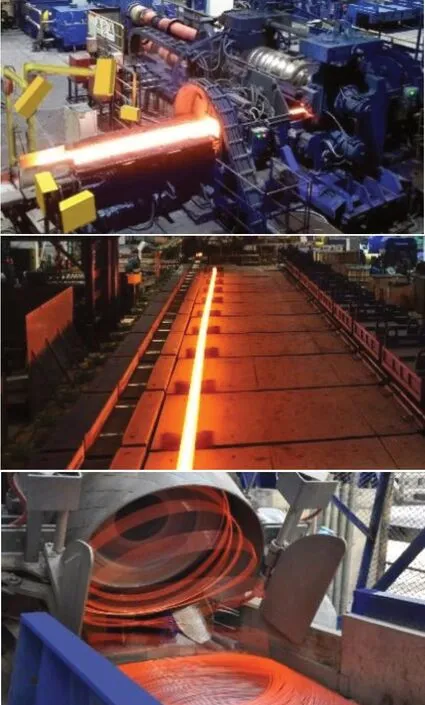
图8 太钢圆珠笔头用钢的轧机设备
钢坯经过热轧后,尺寸明显拉长,横截面显著缩小,但因高温过程轧制,其基体内的非金属夹杂物并未获得相应比例的拉长,这是因为高温轧制过程中,金属基体的流动性更好,而非金属夹杂物适度的被拉长。此时的钢材微观组织已经出现了钢材的各向异性,即非金属夹杂物沿着轧制的方向适度的拉长排布,如(图9)所示。

图9 热轧后的非金属夹杂物显微照片
4.3.2 冷拔
因轧材厂的设备限制,无法轧制为更细的线材,如果要制备比Φ5.5 mm 更细的钢丝,则需要采用钢材盘圆作为原料,在冷拔拉丝厂将盘圆拉细成需要尺寸的钢丝。冷拔过程是在常温下进行,将粗钢丝穿过更小直径的模具,通过机器旋转拔出后,即变成一卷直径更细的钢丝。在这个过程中,钢铁材料的强度和硬度得以体现,而内部含有的非金属夹杂物在强度和硬度方面弱于钢铁材料基体。所以在钢丝拉长的过程中,非金属夹杂物也得到了明显的拉长,如(图10)所示,此时便获得了状态最佳的圆珠笔头用钢丝。当机床的加工刀具沿着钢丝纵向旋转切削时,切割到非金属夹杂物时,钢材会更容易断裂开,减小了切削力,降低了刀具的磨损,提升了切削的效率。

图10 圆珠笔头用冷拔钢丝显微照片
5 结语
综上所述,以太钢的生产工艺为例详细介绍了圆珠笔头用钢丝的生产流程。当然,各个钢铁企业或者同一个钢铁企业内部不同的钢厂的生产流程也不尽相同,主要的区别在于生产成本和质量控制两个方面考虑,什么样的钢材在什么样的生产线生产。太钢是具有各种不同钢材生产线的企业,其中圆珠笔头用钢材采用纯净铁水为原料,钢水冶炼过程不添加回收的废钢液,采用更为纯净的金属合金作为原料调配成分,确保了钢材的纯净。太钢采用此条生产线的目的在于树立了控制产品质量第一位的理念。此条生产线也圆满完成了“十三五”国家重点研发计划制定的建设千吨级生产示范线的标准要求。
太钢采用此生产线的产品质量非常优异,为国产的圆珠笔头用不锈钢奠定了坚实的产业化基础,该产线产品可实现80 rpm 颗笔头的加工,广受用户好评,该项成果还获得了中国轻工业联合会技术发明一等奖等多个奖项。相信不远的将来,太钢圆珠笔头用不锈钢将获得全球用户青睐。
猜你喜欢
上海金属(2022年5期)2022-09-26
科学导报(2020年54期)2020-09-09
学生天地(2020年9期)2020-08-25
小哥白尼(趣味科学)(2019年1期)2019-04-12
中国制笔(2017年4期)2018-01-19
中国制笔(2017年2期)2017-07-18
国际商务财会(2017年8期)2017-06-21
当代工人(2016年11期)2016-07-19
安徽冶金科技职业学院学报(2015年3期)2015-12-02
有色金属材料与工程(2014年6期)2014-12-20
