
气相色谱法测定发酵液菌体中聚羟基脂肪酸酯的样品处理
2022-02-01 10:20:14陈月薛英茹刘海军刘安妮周卫强杨小凡李非安泰李义佟毅
化学分析计量 2022年12期
陈月,薛英茹,刘海军,刘安妮,周卫强,,杨小凡,李非,安泰,李义,4,佟毅,4
(1. 营养健康与食品安全北京市重点实验室,中粮营养健康研究院有限公司,北京 100029;2. 河北工业大学化工学院,天津 300130; 3. 中粮生化能源(榆树)有限公司,长春 130401;4. 玉米深加工国家工程研究中心,吉林中粮生化有限公司,长春 130033)
聚羟基脂肪酸酯(PHA)是细菌体内的一种聚酯,可以提供细菌内部碳源和能源的存储材料[1],具有生物可降解性[2]、生物相容性、压电性、气体阻隔性能、热塑性[3]等优良性能,在许多领域具有广泛的应用,例如塑料包装、电器材料、药品开发以及农业领域等[4-6]。为了进一步完善PHA 生产发酵工艺、特性研究与应用开发,需要建立准确的检测方法。文献报道的PHA检测方法有重量分析法及染色法、紫外光谱法、高效液相色谱法、气相色谱法、核磁共振法、流式细胞光度和荧光分光光度法及傅立叶变换红外光谱技术[7-11]。由于气相色谱法分析样品速度快且需要的样品量少,因而较多用于聚羟基丁酸脂(PHB)样品含量测定[12],但该法存在样品酯化时间长的缺点。
Fukai 等[13]首次发现在碱性较低的条件下可以将PHB解聚,继而转化为可以进行气相色谱检测的酯类物质。Braunegg 等[14]发现向PHB 样品中加入少许酸化甲醇(含硫酸)和氯仿,然后在加热、冷却后添加适当的蒸馏水,等待溶液分层,最后取适当有机相进行气相色谱检测,可间接测定PHB。在低酸度条件下,PHB可被还原为3-羟基丁酸,而3-羟基丁酸被甲酯化后可以利用气相色谱进行检测。在该实验中发现,加入苯甲酸作为酯化反应过程中的内标物可以提高检测准确性及灵敏度,并且因为这种方法应用的样本量较小,分析速度较快,可以分析任何类型的细胞,同时具有对PHB进行定性和定量分析的优点,在一段时间内被广泛应用。各种聚合物单体的组成可以通过气相色谱法确定,但若要对其进行定量就必须创建不同单体的标准曲线[15]。这种方法的缺点是检测前样品处理需要的酯化时间及检测时间均较长。
在样品预处理步骤中,有人对酯化时间、酯化温度等进行了探讨。如廖杏梅等[16]对PHA 纤维在不同干热温度与干热时间条件下的纤维化学组分、结晶度、断裂能力及染色性能进行了分析研究,其中,主要是通过将自动烘干机调制预定实验温度,采取控制变量法,分别控制干热时间与干热温度,再分别通过红外光谱仪、X射线衍射仪、紫外可见分光光度计和强力测试仪检测处理前后的PHA纤维,从而得出结论:随着温度的升高,化学组分不发生变化,结晶尺寸逐渐增大进而破裂,断裂强力及伸长率逐渐减小,有利于染色,并且随着处理时间的延长,主衍射的衍射强度随之增强,更易于辨别。
笔者采用正交响应面法对气相色谱法检测PHA含量的样品预处理过程进行了优化,对样品的酯化时间、酯化温度、发酵液菌体样品质量浓度对检测效果的影响进行了分析。
1 实验部分
1.1 主要仪器与试剂
智能消解仪:6B-56型,江苏盛奥华环保科技有限公司。
气相色谱检测器:7890B型,美国安捷伦科技有限公司。
嗜盐菌发酵液样品:PHA 质量分数为96.03%,中粮营养健康研究院有限公司。
无水甲醇:色谱纯,上海安谱实验科技股份有限公司。
浓硫酸、苯甲酸:均为分析纯,中国医药集团有限公司。
三氯甲烷:色谱纯,上海安谱实验科技股份有限公司。
1.2 仪器工作条件
色谱柱:Agilent HP-5 柱(30 m×0.32 mm,0.25 μm,美国安捷伦科技有限公司);流动相流量:2 mL/min;压力:69.22 kPa;载气:高纯氮气;柱箱温度:开启时80 ℃,维持时间3 min,最高柱箱温度350 ℃;空 气 流 量:400 mL/min;氢 气 流 量:30 mL/min;尾吹气流量:25 mL/min;加热器温度:250 ℃;总流量:65 mL/min;分流比:30∶1;分流流量:60 mL/min。
1.3 酯化液配制
实验所用酯化液由970 mL无水甲醇、30 mL浓硫酸及1 g苯甲酸配制而成,避光密封保存。
1.4 实验步骤
从发酵开始,以8 h 为起点,每隔4 h 取一次PHA菌体样品,直到48 h,将取出的样品放入50 mL离心管中以5 000 r/min离心10 min,倒出上清液,加水震荡重悬,洗涤,再次以5 000 r/min 离心10 min,将处理好的菌泥及时预冻,预冻前注意需要用保鲜膜封口、扎眼,并用橡皮筋扎牢,将其冷冻干燥约48 h 后适时取出查看是否完成冷冻,以金属针穿刺样品不粘附为标准。样品冻干后按图1所示的流程进行实验操作。将冻干样品碾碎,称取0.051 g碾碎样品于酯化管中(酯化管预先去皮),并做好标记,用5 mL移液枪取每管2 mL三氯甲烷溶液、2 mL酯化液(配制溶液)于酯化管中,使样品完全溶解,然后将酯化管放入金属浴中,于100 ℃加热反应3.5 h,反应前确保酯化管拧紧不漏液,以免加热过程中三氯甲烷溶液挥发。反应完成后将酯化管降温,并在每个酯化管中加入1 mL 去离子水(不要一次性开太多管,以免挥发),用震荡仪震荡5 min后静置1 h,使溶液上下分层,然后用1 mL进样针管取分层后的下层液1 mL过膜,进行气相检测。

图1 实验流程图
1.5 定量原理
PHA 是一类聚合物,并不是某种单一的物质,PHB是PHA家族中被发现最早、研究最多的典型代表,通常可以通过PHB 替代PHA 开展研究工作[2]。PHB在浓硫酸作用下可以解聚,脱去水分子后形成巴豆酸,在配制的酯化液中也可以使巴豆酸与甲醇发生酯化反应进一步生成巴豆酸甲酯,而巴豆酸甲酯可以通过气相色谱检测分析得到其含量,从而推断出PHA的含量,并且该方法可以用于纯品以及菌体细胞中PHA的检测。即:PHB+浓硫酸→巴豆酸;巴豆酸+无水甲醇→巴豆酸甲酯。
1.6 数据处理方法
利用气相色谱内标法定量,得到不同样品预处理条件下样品中PHA的质量分数。
2 结果与讨论
2.1 过程变量的影响
根据Box-Behnken 的实验设计原理,选择发酵液菌体样品质量浓度、酯化时间、酯化温度为优化因子,最优区间分别设为12.25~13.25 g/L,3~4 h,90~110 ℃,设计3 因素3 水平响应面分析试验,试验因素编码与水平见表1,响应曲面法实验方案及结果见表2。

表1 响应曲面法实验因素编码与水平

表2 响应曲面法实验方案及结果
根据优化实验方案的结果,可以得到常数项、线性项(X1、X2、X3)、交互项(X1X2、X1X3、X2X3)、平方项(X12、X22、X32)对PHA 含量检测结果的影响,并且得到了PHA含量检测值(响应值X)与各影响因素的二次多项回归方程模拟:

表3 是优化实验分析结果。由表3 中的P值可知,酯化温度(X1)、发酵液菌体样品质量浓度(X3)对PHA 含量测定值的影响显著,显著性大小为:酯化时间(X2)<发酵液菌体样品质量浓度(X3)<酯化温度(X1)。由表3 可知,该模型的F=13.07,P=0.028 9<0.05,表明该模型在规定的回归区域内拟合较好,并且该模型的复相关系数R2=0.975 1,表明PHA 含量的实际值与模型的预测值拟合程度较好,校正决定系数RAdj2=0.900 5,表明模型的90.05%可以由响应面法解释,该模型的精密度为10.867>4,进一步说明模型合理。综上所述,该模型可以理想地分析与预测实验结果。
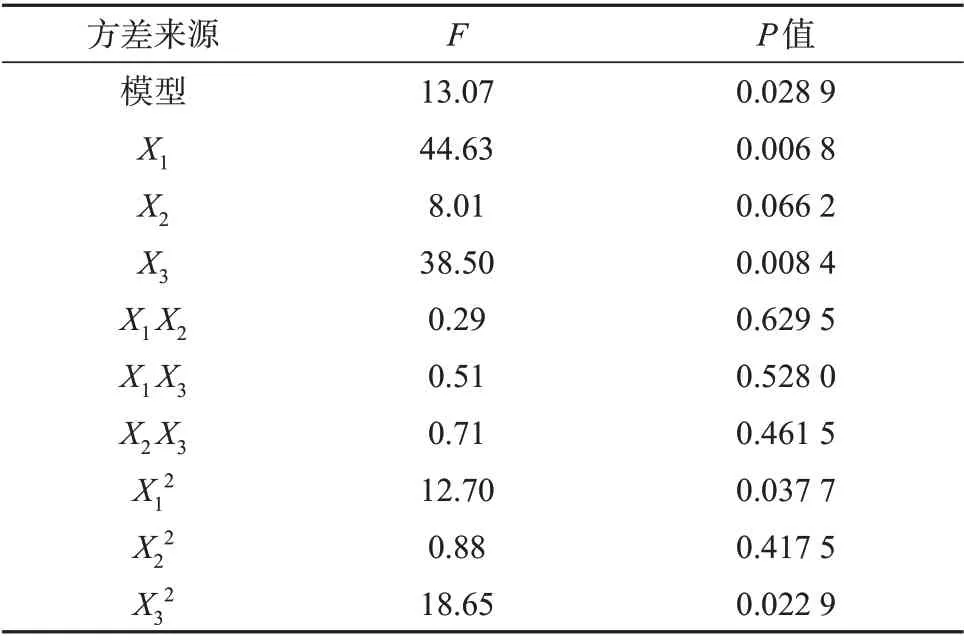
表3 优化实验分析结果
应用Design-expert 软件对数据进行处理和分析,得到了各个影响因素的交互作用对响应值R的三维图以及等高线图,从三维图中可以看到因素的交互作用对响应值R的复杂关系。
图2为酯化温度与酯化时间交互左右对PHA含量的响应曲面。由图2 可见,在以发酵液菌体样品质量浓度12.75 g/L为中心点条件下,随着酯化温度与酯化时间在一定范围内的增大,PHA含量测定值不断增大,当酯化温度为95~105 ℃、酯化时间为3.2~3.8 h时,PHA含量测定值较高。
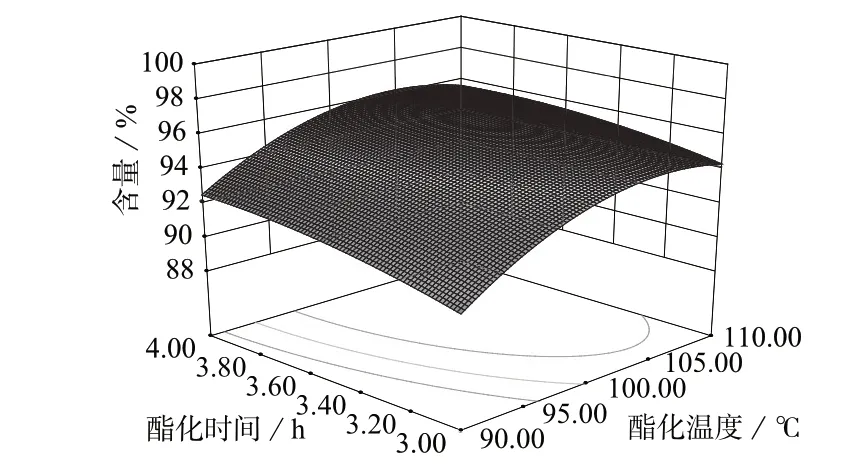
图2 酯化温度与酯化时间交互左右对PHA含量的响应曲面
图3为以酯化时间3.5 h为中心点的酯化温度与发酵液菌体样品质量浓度交互作用对PHA 检测含量的响应曲面。由图3 可见,随着酯化温度以及发酵液菌体样品质量浓度在一定范围内的升高,PHA含量测定值不断增大,当酯化温度为95~105 ℃,而发酵液菌体样品质量浓度为12.25~12.85 g/L 时,PHA含量测定值较大。

图3 酯化温度与发酵液菌体样品质量浓度交互作用对PHA检测含量的响应曲面
图4为酯化时间与发酵液菌体样品质量浓度交互作用对PHA 检测含量的响应曲面。由图4 可见,在酯化温度在中心点100 ℃的条件下,随着酯化时间以及发酵液菌体样品质量浓度在一定范围内的增加,当发酵液菌体质量浓度为12.25~12.85 g/L、酯化时间为3.2~3.6 h时,PHA含量测定值较高。
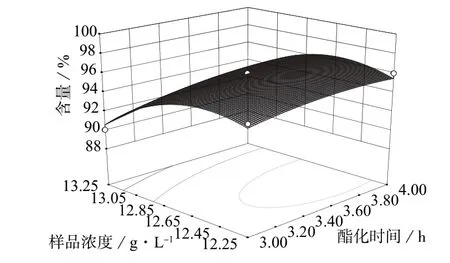
图4 酯化时间与发酵液菌体样品质量浓度交互作用对PHA检测含量的响应曲面
2.2 模型优化
利用软件优化影响因素后,模型的最佳实验条件为酯化温度103.28 ℃,酯化时间3.43 h,样品质量浓度为12.64 g/L,预测得到的PHA 质量分数为96.13%。为了方便实验操作与仪器控制,确定最佳实验条件:酯化温度103 ℃,酯化时间3.4 h,样品质量浓度12.64 g/L。同时为了保证实验的准确性及可行性,按照优化条件进行了3次平行试验,得到的PHA 质量分数为96.04%,与响应预测值相比较,相对误差为0.09%,证明该实验条件可行。
3 结论
采用响应面分析法,从发酵液菌体样品质量浓度、酯化时间以及酯化温度三个影响因素探究了PHA 检测前处理的优化,P值为0.028 9,小于0.05,R2=0.975 1,表明该模型在规定的回合区域内拟合效果较好,预测值与实际值之间有着很好的拟合度,最终确定酯化温度为103 ℃,酯化时间为3.4 h,样品质量浓度为12.64 g/L时,检测效果最佳。PHA质量分数检测值为96.04%,与预测值误差为0.09%。
通过研究PHA检测前处理过程,发现可以通过适当的控制酯化温度、酯化时间、发酵液菌体样品质量浓度,减少PHA检测时间损耗以及能源消耗。
猜你喜欢
当代水产(2022年1期)2022-04-26 14:35:38
黑龙江大学自然科学学报(2021年4期)2021-11-19 07:05:02
天然产物研究与开发(2018年4期)2018-05-07 06:47:53
中成药(2018年1期)2018-02-02 07:20:03
纺织科学研究(2017年6期)2017-07-03 12:14:14
纺织科学研究(2017年1期)2017-05-17 03:59:17
中国调味品(2017年2期)2017-03-20 16:18:21
现代检验医学杂志(2016年3期)2016-11-15 01:59:48
天然产物研究与开发(2016年11期)2016-06-15 20:29:17
化工进展(2015年3期)2015-11-11 09:06:06
