稀土尾矿综合利用现状与发展趋势
2022-01-26 09:26:30郑明宇高佳齐吴伟强
化工矿物与加工 2022年1期
郑明宇,邵 伟,高佳齐,吴伟强,鲁 琦
(西南科技大学 环境与资源学院,四川 绵阳 621010)
0 引言
稀土享有“工业黄金”“点石成金”等美誉,是我国战略性矿产资源,其具有卓越的光电磁等特性,被广泛应用于军工制造、冶金工业、石油化工、玻璃陶瓷、农业生产、机械能源等领域,是现阶段无法替代的“工业维生素”。
我国的稀土储量高居全球第一,也是全球第一的稀土生产和出口大国。据中国稀土行业协会统计,2019年我国稀土储量约为4 400万t,稀土和其制品出口量累计高达9.043 1万t,我国承担了全世界90%的稀土供应量,而出口金额仅为1.570 325亿元。因缺乏自主定价权以及高端应用(如稀土磁材)不足,导致我国庞大的稀土资源未能转变成战略性优势,稀土产业仍然处于相对被动的状态。由于无节制的开采和低价贱卖,我国的稀土储量已经从占全世界总储量的71%下降至23%[1],而稀土尾矿的存放量已超过100亿t。环境损失与实际的收益严重偏离,例如:南方离子型稀土尾矿山的土壤和地下水中残留大量的NH3-N,白云鄂博稀土尾矿山的土壤中残留大量放射性金属等,都易造成严重的环境污染。现阶段由于技术限制,稀土的综合回收利用率较低,大量有用组分遗留在尾矿中,例如:我国包头混合型稀土矿,经过露天开采,稀土随着铁矿采出,经弱磁浮选、强磁浮选等工艺技术,得到的是品位仅有50%左右的稀土精矿,稀土利用率仅为10%~15%,大量未回收利用的有用组分随尾矿排入尾矿库;据专家统计,包钢稀土尾矿山面积已经超过20 km2,存储量超过2 亿t,其中含稀土资源以及其他稀有金属逾1 280 万t,价值超5万亿元;我国南方离子型稀土矿,经过池浸、堆浸和原地浸矿3种不同的复杂技术处理,其资源利用率依然仅有30%~40%,大量尾矿尚未被利用。据数据统计,我国每年因生产稀土而产生的固体废弃物接近1 000万t,尤其是在赣南地区存在大量稀土尾矿堆,造成当地植被破坏、土壤侵蚀、耕地冲毁、生态恶化等一系列负面影响。然而,稀土尾矿中含有大量高岭土、石英砂和稀土氧化物可供回收利用。
稀土资源回收利用过程中产生的废气、废水、废渣的污染问题日益严重,因此对稀土尾矿的综合治理刻不容缓。
1 稀土化学组成与物化性质
广义而言,稀土是化学周期表中17种特殊元素的统称。由于ⅢB族元素在元素周期表中的特殊位置,其最外层电子结构与其他元素不同(见表1)。从表1中可以看出,所有稀土元素都具有相似的外层电子结构,属于s2p6型,由于最外层电子的屏蔽效应,使其具有相似的化学性质。从La到Lu,最外层的电子数是不变的,但它的核电荷数却由57增长到了71。因此,稀土元素电子亲和力逐渐增大,导致整个电子壳收缩。同时,随着元素的离子半径逐渐减小,其碱度逐渐降低,对氢氧化物的解离度逐渐降低。稀土元素原子结构特殊,很容易与其他元素形成氧化物、卤化物、硫化物等,其化学性质主要与稀土元素显示的化合价有关。稀土元素具有半充满和全充满状态的4f电子层结构,由此可以产生多种电子能级,其主要物理性质由4f层电子决定。
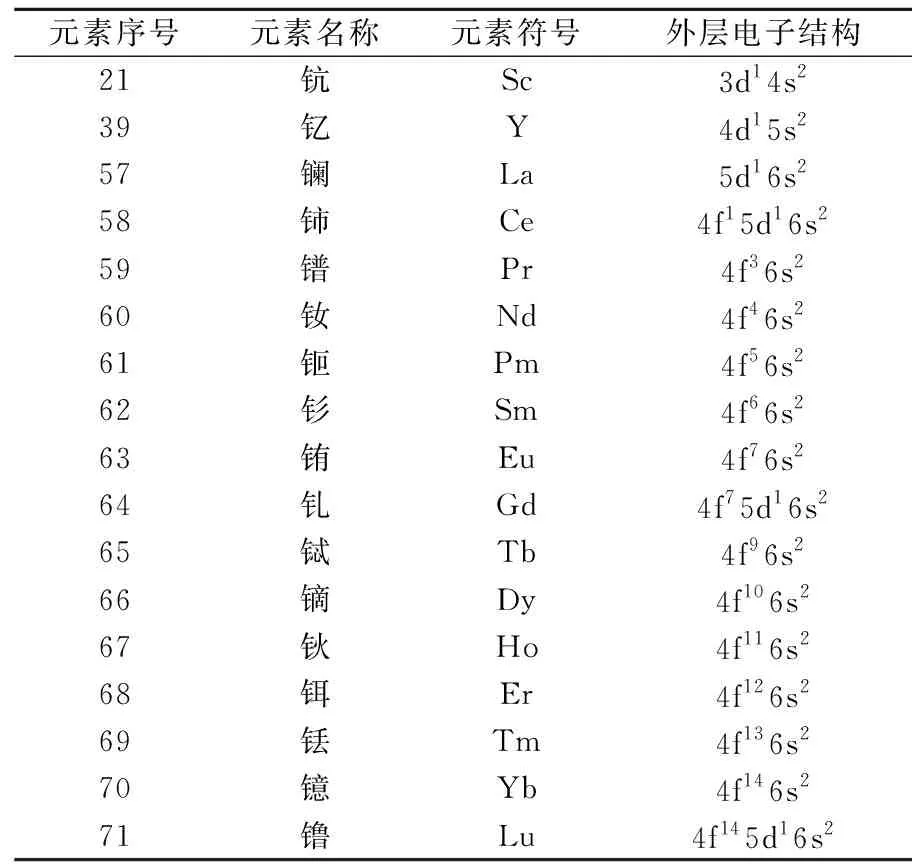
表1 稀土元素电子结构
稀土元素具有特殊的理化性质,因而被广泛应用于工业制造中,例如:将稀土加入钢水中,可以充分净钢;将稀土加入农作物中,可促进植物光合作用;将三价稀土离子加入染料中,可以使其具有漂亮的颜色。
2 稀土尾矿综合回收利用现状
在我国稀土资源的开采过程中,许多有用组分如稀土氧化物、铁、铌、钍等都未能得到有效利用,而是被直接排入尾矿库中,给当地的生态环境带来了很大压力。稀土尾矿是一种利用价值很高的二次资源,对其进行综合回收利用,既能减少资源浪费,又能改善生态环境。
2.1 稀土尾矿中有用组分再回收
2.1.1 金属铁再回收
我国是用钢大国,虽然铁矿资源较为丰富,但优质铁矿匮乏,大多是贫铁矿,品位较低,仅为33%。复杂难选矿的利用率较低、选矿成本较高加剧了我国对高品位铁矿石的进口;据报道,2018年我国铁矿石累计进口量为10.644 03亿t,进口金额高达756.67亿美元,而累计出口量为1 109.2万t,仅有7.93亿美元的出口金额。为满足高品位铁矿石的需求量,我国每年需要从澳大利亚、巴西、南非、印度等国进口大量的铁矿石。与此同时,每年我国有大量铁尾矿被堆积于尾矿库中,其中的Fe、Mg、Ca、Al等有用元素未得到利用,不仅造成了资源浪费,而且占用了大量土地,破坏了生态环境。就稀土尾矿而言,其中铁、铌、稀土元素等含量较高,有极高的利用价值。
稀土尾矿很难用传统的选矿工艺二次利用。赵瑞超等[2]利用高梯度装置在强磁感应强度为0.8 T、弱磁感应强度为0.3 T、矿浆质量分数为20%的条件下对白云鄂博稀土尾矿进行了磁选回收,获得了53.8%的全铁回收率,且铁品位为46.06%;李解等[3]以白云鄂博的贫氧化矿为研究对象,以微波碳还原技术为手段,在570 ℃的条件下,直接进行磁化焙烧,经细磨后,再在24 kA/m的弱磁场强度下磁选,可获得58.6%的全铁回收率、品位为65%的铁精矿;杨合等[4]采用煤基直接还原-弱磁选包头稀土尾矿获得了较高的综合回收率,特别是在C与O质量比为1∶1、1 200 ℃焙烧温度下保温2 h后,采用煤基直接还原,可以得到还原矿且金属磁化率高达86.59%,再用160 kA/m的磁选管进行弱磁选,获得铁的回收率达82.91%,全铁品位为82.36%;张波等[5]研究了气基磁化焙烧综合回收包头稀土尾矿,认为在CO与CO2的质量比为4∶6且充分混合的条件下,用1.2 L/min的还原气流量持续通气,并将尾矿置于580 ℃的焙烧温度下,经过60 min的磁化焙烧,研磨焙烧后的球团,最后在磁场强度为233 kA/m的磁选管中对磨矿后的物料进行磁选,可得到70%的全铁回收率,且铁品位为62.5%。无论是碳还原还是气基煤基磁化焙烧都会产生大量的CO2。王建英等[6]对白云鄂博稀土尾矿在N2氛围、800 ℃条件下直接磁化焙烧,得到了76.5%的全铁回收率,且铁品位为61.5%。
2.1.2 稀土资源再回收
稀土作为一种不可再生的资源,其价值占总资源价值的70%以上,更是关乎着国家的经济、军事等战略性发展,如何利用和保护稀土资源,已成为我国现阶段的重要任务之一。包钢稀土资源占全国稀土资源的80%以上,其每年选矿的矿石总量中稀土氧化物高达几十万吨,而稀土综合利用率不足10%,其余稀有元素回收率更低。目前仅可从强磁选尾矿中回收稀土元素,其他尾矿中的稀土矿物基本未被回收再利用,绝大部分稀土资源被直接排入尾矿库。我国学者根据稀土尾矿的工艺矿物学性质、物质组成、矿物成分种类、嵌布粒度、赋存状态等特点,采用了不同的方法回收稀土资源。王鑫等[7]进行了不同磁浮工艺综合回收稀土尾矿中的稀土、铁、铌和萤石的试验研究,以Na2CO3、C7H7NO3、C17H33CO2Na为捕收剂,Na2SiO3·9H2O、KAl(SO4)2·12H2O、淀粉为抑制剂,Na2SiF6为活化剂,10%褐煤为焙烧还原剂,15%的CaO为焙烧助溶剂,在1 300 ℃下持续焙烧60 min,采用弱磁选-强磁选-浮选-还原焙烧-弱磁选的工艺流程,获得了57.33%的稀土回收率;谢爱玲等[8]针对我国特有的离子吸附型稀土矿堆浸尾矿做了相关研究,认为以钠基黏土尾矿为吸附剂,pH为6~8时可实现对渗淋水中的极低浓度稀土的高效富集回收利用;姜英[9]对我国冕宁县稀土尾矿进行了相关研究,认为以当地来源广泛的含单宁栎树皮为原料、提取的NH2-SiO2接枝固化栎木单宁为吸附材料,对稀土尾矿中的稀土离子La3+、Ce3+、Pr3+的吸附效果较好,回收利用率较高。
2.2 其他有用组分再回收
稀土尾矿中除了含有大量的稀土元素和金属铁矿物以外,还含有丰富的硫、铌、萤石等有用组分。冯婕等[10]针对微山稀土尾矿进行了综合回收利用试验研究,认为以用量超过100 g/t的C3H5NaOS2为捕收剂、Na2SiO3为抑制剂、2#油为起泡剂、Na2CO3为pH调整剂、pH在8.5~11.0时,获得了硫品位为36.24%的硫精矿,且硫回收率高达84.46%;在以用量为100 g/t的CH3(CH2)11OSO3Na、100g/t的油酸、煤油为混合捕收剂,用量为300 g/t的Na2SiO3和Na2SiF6为抑制剂,2#油为起泡剂,Na2CO3为pH调整剂,pH在8.5~11.0时可得到质量分数超过90%的BaSO4及回收率为87.63%的重晶石精矿,在经过一次重选摇床分选试验后,能得到回收率为90.48%、品位为0.069%的Nb2O5。王青春[11]对包钢选矿厂中的稀土尾矿进行了研究,认为在700~800 ℃下,以SiCl4为脱氟剂进行2 h的碳热氯化反应,以Na2CO3为分解剂进行焙烧氯化反应,然后将氯化焙烧的水洗液用磷酸三丁酯萃取,分离钪,调pH,沉淀钍、铀后,用硝酸浸出,再用不同浓度的磷酸三丁酯萃取钍、铀,能够使钪、钍、铀的萃取率分别达到85%、40%、55%。张悦[12]以白云鄂博稀土尾矿为研究对象进行了多组分综合回收工艺及耦合关系的研究,认为针对该尾矿采用“弱磁-强磁(稀土、萤石)分离浮选-还原焙烧(铁、铌)-弱磁选-复合酸浸(铌精矿)”的复合工艺流程能够使各组分得到有效回收,萤石的总回收率可达75.67%,铁的回收率可达80.04%且品位高达74.79%,Nb2O5的回收率达49.82%。
3 稀土尾矿在建材行业中的应用
近年来,在新常态经济迅猛发展的时代背景下,我国人民物质生活水平不断提高,居住环境不断改善,推动了建筑材料行业的快速发展。作为基础性产业,建材行业资源消耗量大,能源消耗量大,环境问题突出。而稀土尾矿中,能够富集某些矿物,间接影响建材的生产和提升建材的工业性能,同时能够缓解稀土尾矿大量堆积而造成的环境污染困局。
3.1 稀土尾矿在水泥生产中的应用
作为水泥生产和消耗大国,2019年我国水泥生产量为23.3亿t,且需求量还在不断增长。黏土是水泥生产中必不可少的成分,而黏土的大量开采易造成水土流失、土壤侵蚀,严重破坏当地生态环境。从稀土尾矿的组成、岩石特性和化学成分来看,稀土尾矿中少量的稀土微量元素具有较好的矿化作用,可以提高水泥熟料的质量,从而改善水泥的性能,同时稀土尾矿中含有大量的黏土类矿物,可充当铝质硅酸盐,替代水泥中的少量黏土原料生产硅酸盐水泥。
和春梅等[13]开展了稀土尾矿水泥熟料性能的影响研究,发现在1 350 ℃保温60 min的条件下,在水泥原料中掺入铅锌矿和稀土尾矿后能够明显增强生料的易烧性,使熟料中的f-CaO质量分数降至0.88%~1.17%,水泥熟料中C3S、C3A和C4AF的质量分数均有所提高,有利于水泥熟料中矿物的形成及促进水泥熟料的烧结,能不同程度地提高3、7、28 d水泥抗压强度,由于C3S的存在,其早期强度最高可提升8.5%~13.3%;黄少文等[14]开展了南方离子吸附型稀土尾矿代替黏土配料烧制硅酸盐水泥熟料煅烧性能的研究,发现在配料时半掺入稀土尾矿并且适当提高粉磨细度,有利于减少尾矿中的高含砂量对水泥熟料烧结产生的负面影响,改善水泥熟料的物理力学性能及岩相结构,有利于固相反应时的质点扩散和矿物的均匀分布,更容易烧制出质量优异的水泥。
3.2 稀土尾矿在陶瓷制品中的应用
根据 “十四五”规划,中国坚持走生态优先、绿色低碳的发展道路。随着材料科学的发展,新型的功能性陶瓷越发受到人们的关注,而稀土陶瓷作为一种新型绿色环保材料,将稀土元素与传统的矿物质结合,具有色泽清丽、耐磨抗腐蚀、轻质、无磁性、无辐射、能抑菌等优点。稀土尾矿中,除了含有大量的萤石可作为工业助溶剂以外,还含有大量的稀土矿物及黏土类矿物,能够提升陶瓷品质。
早在20世纪90年代,袁定华[15]针对稀土尾矿在陶瓷坯釉中的应用进行了开创性研究,首次以稀土尾矿作为坯釉原料烧制了热稳定性好、吸水率小、抗弯折程度高、色泽清丽的高稀土尾矿青瓷,为我国利用稀土尾矿制作新型材料工艺陶瓷提供了思路。仉小猛等[16]对利用包钢稀土尾矿合成高强度、高硬度、高耐热、抗氧化的Ca-α-Sialon陶瓷粉体工艺进行了探究,发现以稀土尾矿为主料,适量添加Al2O3粉、CaO,并在80 ℃下经过120 mol/L的HCl洗涤,再采用碳热还原氮法,以黑碳为还原剂,在1 500 ℃下保温6 h,0.8 L/min的通氮气量条件下,能够合成长柱晶粒形貌的Ca-α-Sialon陶瓷粉体;陈心心[17]利用建筑垃圾和稀土尾矿,探索了我国稀土尾矿基沸石陶粒的制备与应用,得出掺入不超过1/10的稀土尾矿,可显著降低烧结温度,且由于沸石陶粒比表面积较大,负载了更多的稀土元素,能增强化学吸附能力,也能除去一定量的磷酸根离子,将沸石改性,更有利于烧制出适宜的陶粒。
3.3 稀土尾矿在玻璃制品中的应用
玻璃材料因其优良的透光性、隔声性、保温性而被广泛应用于建筑装饰中。随着人们对美好生活的不断追求,玻璃材料不仅要满足采光要求,还要具备美观、调节光线能力强、强度高、保温隔热性好、耐磨耐腐蚀、成本低等特点。而微晶玻璃作为21世纪新型环保型建筑材料之一,具有玻璃和陶瓷的双重特性,广泛应用于建筑、生物、军工等领域。
微晶玻璃作为新型复合多晶材料,具有不可估量的前景,国内许多学者也对此进行了深入探索。谢俊等[18]针对稀土尾矿烧结微晶玻璃用于建筑物内外装饰板展开了研究,发现以20%的稀土尾矿为配合料,能够烧制出晶体品相完整、外表美观、性能优良的微晶玻璃。陆在平等[19]按照CaO-Al2O3-SiO2体系,以包钢稀土尾矿为主要原材料,采用烧结法和熔融法可获得抗压强度大于480 MPa、吸水率为0.03%、维氏硬度为1 085.6 HV、腐蚀速率为0.186 g/(m2·h)、稀土尾矿利用率为70%的微晶玻璃。赵喜伟等[20]探究了熔融法中Al2O3对白云鄂博稀土尾矿微晶玻璃结构和性能的影响,认为以CaO-Al2O3-SiO2为体系的微晶玻璃,随着Al2O3质量分数的增加,微晶玻璃的密度降低、初始析晶温度升高、抗折强度先增加后降低;Al2O3的质量分数为6.43%时,最大抗弯折强度为200.1 MPa,Al2O3的质量分数为5.62%时综合耐酸性最好。
3.4 稀土尾矿在砖材中的应用
砖是建筑工程中重要的基础材料,每年的用量超过9 000亿块,砖的质量直接影响建筑物的安全。国内不少学者针对稀土尾矿用于砖材料进行了探索。查越[21]发现在2 min的球磨时间、15 MPa的成型压力、保温20 min的最佳生产工艺条件下,以质量分数为55%稀土尾砂、20%广东黑泥、15%低温砂、6%铝矾土、5%番禺泥、5%黄江砂、3%硅灰石为最佳原料配方,可获得抗弯折强度为47~52 MPa、气孔率为0.21%、密度为2.3 g/cm3、烧成收缩率为11.15%、吸水率为0.02%的优质抛光砖。李玲等[22]发现以掺量为48%的稀土尾矿为原料、20%的生石灰为钙质材料、河砂为骨料(15%的细骨料、12%的中骨料、2%的粗骨料)、2%的石膏为辅助胶凝材料,在0.16的水固比、20 MPa成型压力、0.8 MPa蒸汽压力下、恒压2 h再养护2 h可获得强度为21.5 MPa且符合国家标准的蒸汽砖。
4 稀土在其他方面的应用
4.1 稀土在聚合物材料中的应用
聚合物作为尖端技术,一经问世,就受到了密切关注。聚合物将在能源、资源、环境、医疗等领域发挥巨大作用,随着纳米级材料科学的发展,多孔聚合物材料因其卓越的机械性能、化学性能、光电性能等受到了国内外学者的青睐,已成为21世纪最具潜力的材料之一。但其复杂的加工方法以及制作材料的选择等问题仍然有待解决。
严义云[23]利用离子型稀土尾矿经过机械球磨以及加热活化预处理后,加入硅酸钠碱性激发剂搅拌,混合均匀,注入聚合物模型中,采用化学发泡法,以地聚合物为基体材料,与H2O2、C12H25SO4Na和复合发泡剂反应,能够制备出结构致密、性能优良的多孔材料;王习东等[24]按照(2~4)∶(8~6)的质量比,将稀土尾矿与水泥充分混合,并且添加Li2CO3、KMnO4持续搅拌,加入H2O2后静置养护20~30 h可获得孔径小于1 mm且密度小、强度高的稀土多孔材料。
4.2 稀土尾矿在催化剂中的应用
催化剂能够大大加快反应的速度,在化工产业中,催化剂在提高经济效益的同时,还能保护环境。俞秀金等[25]以磁铁精矿为原料,加入稀土尾矿等助剂,在1 800 ℃的电熔融炉中熔融、快速冷却、破碎,制备出了具有高强度、低温高活性、高耐热性、低能耗、低成本的铁系氨合成催化剂。王蕾[26]研究发现,对稀土尾矿进行球磨3 min,将稀土尾矿浸在硝酸中浸发5 h,将酸加入氢氧化物沉淀剂,得到稀土基氢氧化物前驱体,再针对氢氧化物前驱体利用热液法制备出了高活性掺杂型稀土基复合氧化物电催化材料。
5 展望
稀土对国民经济的持续稳定增长发挥了巨大的作用,过去的70年间,我国存在稀土资源盲目开采、粗放式资源出口、稀土生产原料过剩而精细化高端产品制造能力不足等问题,导致产销失衡、大量稀土尾矿堆积。早在1984年,联合国欧洲经济委员会就提出了无尾开采的目标,我国也在2008年明确提出了“绿色矿山”理念。稀土尾矿作为价值巨大的二次资源,不仅能够应对资源枯竭困局,保持中国在稀土产业的领先地位,又能改善生态环境。对我国稀土产业的发展方向提出如下展望:
a.稀土产业需要逐步转向精细化高端制造,牢牢掌握稀土资源的话语权。应对稀土尾矿供大于求的现状,充分发挥其应用功能性优势,提升其核心竞争力,全面推进稀土材料转入高水平、宽领域、深层次产业中。发达国家在稀土类催化剂、永磁材料工艺技术及生产设备、稀土三色基荧光粉等方面拥有大量的知识产权,而我国仅仅是原料加工大国,竞争力严重不足。未来,我国需要在永磁体、电子、储氢合金、功能性陶瓷、抛光材料等方面掌握大量优质且能转化为生产力的专有技术。
b.稀土产业应该在政府的宏观调控下,进行有序竞争的可持续开发。过去的几十年,稀土产业一直处于恶性竞争之中,造成大量稀土尾矿堆积。在国家政策的支持下,稀土“十三五”规划中明确提出,2020年开采量控制在14万t,并整合了六大稀土集团的优势,形成了合理开发、有序生产、高效利用、科技研究与自主创新相结合的新局面。
c.针对矿产资源的高效加工与综合利用,我国近几年提出了开展基因库矿物加工工程。长期以来,传统的矿物加工技术存在选矿成本较高、工艺周期长、效率低、工业废料多、大量尾矿造成二次污染等诸多弊端,而矿物的基因如矿床成因和类型、矿物性质、矿石物性、化学键特征等决定了其可选性。建立矿物基因库,借助互联网大数据,可实现数据分析、智能推荐最优选矿方法、模拟仿真等功能,有望从源头上解决大量尾矿的堆存,更高效、精准地实现资源综合利用。
6 结语
我国的稀土储量虽然丰富,但是因为长期的无序开采,导致了资源的巨大浪费。稀土尾矿中含有多种有用组分,应加以综合回收利用。目前,稀土尾矿可用于水泥、陶瓷、玻璃、砖等建材的生产,另外还可用于聚合物材料、催化剂等领域。为保障稀土资源的合理利用和产业的可持续发展,未来应逐步转向精细化高端制造。稀土产业应该在政府的宏观调控下,实行有序竞争的可持续开发模式。为了从源头上解决尾矿堆积问题,应加强基因库矿物加工工程的建设。
猜你喜欢
疯狂英语·初中版(2023年5期)2023-06-01 12:31:16
选煤技术(2021年3期)2021-10-13 07:33:36
四川冶金(2019年5期)2019-12-23 09:04:36
江西建材(2018年4期)2018-04-10 12:36:50
资源节约与环保(2018年1期)2018-02-08 02:18:13
上海金属(2015年3期)2015-11-29 01:10:07
机械工程师(2015年10期)2015-02-02 01:14:10
金属矿山(2013年12期)2013-03-11 16:55:32
金属矿山(2013年12期)2013-03-11 16:55:23
金属矿山(2013年6期)2013-03-11 16:53:59