
Φ219 CPE机组关键设备应用研究
2022-01-24 07:51李慧斌
山西冶金 2021年5期
李慧斌
(中冶京诚工程技术有限公司,北京 100176)
CPE是一种热轧无缝钢管生产工艺,CPE机组产品结构包括石油管、高压锅炉管、液压管等高端合金钢管,特别适用于生产中小直径薄壁无缝钢管。
CPE工艺是在传统顶管工艺基础上发展而来,即斜轧(Cross Roll)+穿孔(Pierecing)+顶管延伸(Elongating)的组合生产工艺。CPE生产技术具有的优点:产品质量好,尺寸精度高;顶管机采用纵轧变形,荒管内表面质量好,延伸系数大,最大延伸系数可达10以上,适合生产薄壁钢管;顶管机采用顶推变形,辊模机架采用被动辊,结构简单,设备投资少,生产成本低,作业率高;生产节奏快,达3支钢管/min,排产灵活,适合多品种、小批量轧制生产,可按倍尺或单倍尺生产,管坯长度短;采用最新的缩口工艺,芯棒头部设计阶梯结构,缩口后毛管紧压芯棒,避免顶穿,同时可提高金属收得率;顶管过程中,轧辊是被动的,与连轧工艺相比更易于保证连轧关系,机架之间的拉钢小,壁厚比连轧更均匀[1,2,3]。
CPE机组按照工艺流程顺序主机设备有:管坯准备—加热—穿孔机—缩口机—顶管机—松棒机—脱棒机—张力减径机—冷却定尺—矫直—探伤—收集。
本文主要介绍新冶钢Φ219 CPE机组关键设备组成,该机组是目前国内最大规格CPE生产机组,机组装备水平最先进,设计年产量为22万t,主要产品为油井管、高压锅炉管、液压支柱管等高质量无缝钢管。
1 项目背景及工艺参数
2014年初,湖北新冶钢特种钢管有限公司在原有Φ273ASSEL机组的基础上升级改造的Φ219 CPE机组。
改造内容主要包括:拆除原Φ273 ASSEL轧机以及该区域的配套设备,改造成新型顶管机组及配套的芯棒循环系统;改造原有的穿孔机后台和毛管横移小车,改造后的穿孔机后台以及毛管横移小车可以适用于新的毛管长度;对再加热炉进行改造,适应顶管机生产的荒管长度,利用现有的定径机;改造原芯棒加工设备,新增芯棒全长淬火装置及芯棒碾轧机。
通过对关键主机设备进行更新,短周期内实现了由斜轧厚壁钢管生产到纵轧薄壁钢管生产的升级,成为国内最大的CPE顶管机组,提升了产品的竞争力,同时与其他ASSEL机组产品规格行成互补。
Φ219 CPE机组主要工艺参数见表1。
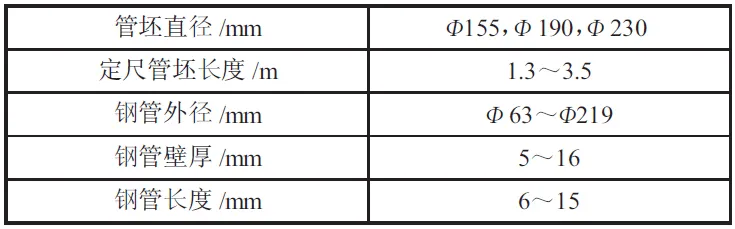
表1 Φ219 CPE机组主要工艺参数
2 Φ219CPE机组设备组成
2.1 穿孔机
穿孔机组用于将实心管坯穿成空心毛管[4]。
主要设备组成:进口台、主机座、主传动装置、出口台一段、出口台二段等。
主机座由机架装配、压上、压下装置、上、下转鼓装配、转鼓调整装置、轧辊装置、导板装配、入口导套、导向装置、底座等组成。主机座是实现管坯由实心坯到空心毛管这一变形过程的主要变形设备,为导板式、两辊立式结构,两套导板左右布置,两套锥形轧辊上下布置,出口侧单独传动。
机架采用铸件整体结构,上横梁为可移动式,工作状态下由锁紧液压缸锁紧,换辊时由推拉液压缸打开到换辊位,下横梁则固定在机架上。
压下、压上装置分别安装在上、下横梁上,各由1台减速电机带动两台蜗轮减速机传动两组丝杆进行调整,每组调整机构的平衡均采用液压平衡。
上、下转鼓调整均安装在机架侧面,转鼓的送进角调整通过一套减速电机、丝杆、螺母进行调整,由一个液压缸平衡,调整完毕后,由安装在机架内的两个转鼓锁紧液压缸分别将其锁紧在机架内。轧辊装配安装在转鼓内,采用压板固定,换辊时,同时将轧辊和转鼓一起吊出。
主传动由主电机、主减速机、万向联轴器、接轴支架和底座等组成。主传动是穿孔机主机工作的动力设备,位于穿孔机出口侧。每个轧辊分别由一台电机驱动;为方便轧辊的更换,万向接轴设置了接轴支架和对中装置,通过接轴支架可将万向联轴器回缩或伸出,实现轧辊接轴离合。
穿孔机主要性能参数见表2。
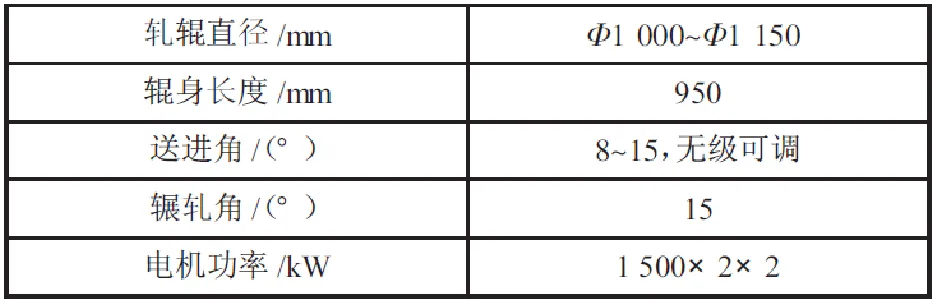
表2 穿孔机主要性能参数
2.2 缩口机
缩口机的工作原理是先将芯棒穿入毛管后再进行缩口,将芯棒前端直径比芯棒直径小2~3 mm,形成一个100 mm长的台阶,缩口模设计成特殊的形状,缩口时,将毛管端部紧抱在芯棒头上;顶管咬入时,缩口段要承受前2~3个辊模座轧制变形的顶推力,而随后变形产生的顶推力由已经抱在芯棒上的毛管和缩口部分共同承受。因此,要严格控制芯棒初始速度和加速点,使顶推力和加速力分时作用,保证顶管过程顺利。这种缩口方式对毛管的直径和端部形状要求较松,且缩口部分的金属在顶管时可参与变形,提高了成材率[5]。
Φ219 CPE机组采用的是三爪式缩口技术,更有利于轧制高合金钢种毛管抱紧芯棒,三爪缩口机缩口效果好,结构简单,模口更换便捷。
三爪式缩口机采用杠杆式结构,液压缸驱动杠杆实现缩口,通过力臂的比例放大,采用较小的液压缸即可输出大缩口力,杠杆式结构简单,刚性好,缩口质量好;缩口力为内力,对相邻设备无冲击,稳定性好;缩口模更换便捷,设备紧凑便于布置,见图1。

图1 缩口机三维模型
缩口机主要性能参数:缩口模3个;缩口力为120t。
2.3 顶管机
顶管机组的工作原理是通过传动齿条驱动顶杆,顶推已经完成缩口的芯棒和毛管,经过多道次的轧制,延伸轧出荒管,达到减径、减壁、延伸的目的[2]。
顶管机的组成包括:床身、辊模、活动扣瓦、顶管机前台、主传动、齿条、齿轮座、顶管机后台、安全挡板等。
床身主要作用是固定辊模架,承受沿轧制方向的顶推力。辊模安装的位置需根据轧制不同规格的轧件来设定,所以床身两侧安装有侧板,侧板上加工有一系列定位齿槽,齿槽宽度与辊模上的键宽相适应,齿槽下部设定位板,上部用压板压紧,实现了辊模的定位,使辊模的孔型中心位于同一轧制中心线上,保证了辊模在轧制过程中的稳定性。见图2。侧板采用锻钢加工,呈矩形结构;一侧带有均布的矩形齿槽,另外一侧有加工的平面,与底座联接在一起。床身侧板沿轧制方向分4段,通过斜楔连接为整体,进而实现整体受力,提升机架的刚度及轧制精度。
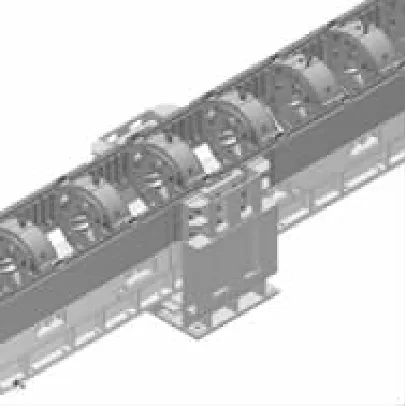
图2 床身三维模型
顶管机采用的是三辊孔型的辊模,配置有固定辊模和可调辊模两种形式。具有如下特点:
1)三辊孔型轧辊线速度差小,轧制压力分布均匀,表面质量高。
2)辊模架采用铸造加工,整体封闭框架结构,制造成本低。
3)轧辊架内部有冷却水环,且流量可调,可降低轧辊辊耗和生产成本。
4)辊模可以整体加工轧辊孔型,避免单辊加工装配引起的偏差。
固定辊模由3套轧辊和辊模架组成,辊模架内腔加工有轧辊轴承座安装槽,轧辊装配设有轴向调整机构,可调整辊环安装的对中性(见下页图3)。

图3 固定辊模三维模型
可调辊模由3套轧辊装配、辊模架、滑座、辊缝调整装置组成。轧辊安装在滑座后,在放入可调辊模架内;可调辊模与固定辊模相比,增加了轧辊径向调整功能,可实现在线人工调整辊缝,提高产品精度(见图4)。

图4 可调辊模三维模型
活动扣瓦设置有芯棒扣瓦和毛管扣瓦,毛管上料后放置在活动扣瓦段。上扣瓦有液压缸控制自动开闭,通过更换不同的扣瓦适应不同直径的芯棒。
前台一段、前台二段的作用是接收带芯棒的毛管,由推杆将其推入辊模,为推杆、芯棒、毛管导向,保证轧制过程顺利进行。前台又是齿条运行的导向机构,保证齿条运行平稳。顶管前台设置有齿条导轨、芯棒导向槽、芯棒扣瓦。
前台三段为齿条检修段,当需要检修齿条时,将齿条从滑道中拉出检修,便于人工操作。
主传动作用是提供顶管动力。是2台主电机通过主减速机,驱动齿轮座,进而带动齿条驱动顶杆。齿轮座内含有双齿轮,通过与之啮合的齿条提供动力。齿轮侧隙可通过偏心套微调,使得动力平稳可靠。
齿条是顶管机组关键部件。齿条总长约45 m,由5段整体锻造加工的齿条拼装组成,各段之间采用热装过盈连接。齿条两侧有滚轮,保证齿条运行过程平稳。齿条尾段设置有推杆支撑座,用于安装推杆。采用人字齿形,齿形对中性好,齿面受力均匀,承载力大,安全系数高。齿条和齿轮的润滑采用干油喷射润滑,多点润滑齿条以提高齿条的使用寿命。
在齿条运行方向,全长设置有滑道装配,由箱体、盖板、轨道衬板组成,其中箱体采用焊接结构,盖板与箱体通过螺栓联接,使箱体上部封闭。箱体和盖板上分别安装有轨道衬板,用于支撑齿条滚轮,实现齿条运行的竖直导向。轨道衬板加工有弧型导向面,实现齿条运行的水平导向。
为了提升芯棒的使用寿命,芯棒可以两头调换使用。线上设置了芯棒除鳞装置和芯棒辗轧机,这些配置使得机组运行更稳定、更高效。顶管机主要性能参数见表3。
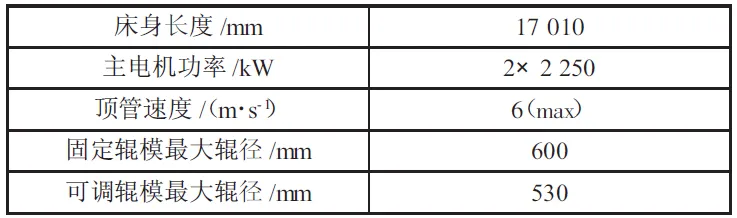
表3 顶管机主要性能参数
2.4 松棒机
松棒机采用四辊式方案,即由两对双曲线辊对荒管进行松棒轧制,上下两辊布置成一定的角度,且与荒管轴线成一定的角度,轧制方式为斜轧(或称螺旋辗轧);荒管以螺旋方式前进[6]。
沿轧制方向看,上下轧辊形成一定的封闭孔型,并且孔型可以自动调整,压下量设定在1.5~2.0 mm,由孔型设定产生的轧制力,从上辊通过管壁传递到芯棒,再从芯棒传递到下辊。经过轧制使荒管扩径3~5 mm,并且使芯棒与荒管内壁产生间隙,脱棒机便可以将芯棒从荒管中拔出。
对于不同规格的荒管,采用工艺程序计算相应孔型的设定参数,根据计算好的参数,调整上松棒辊压下量,以及上下松棒辊与轧制线的夹角,进而调整松棒机的孔型。
松棒机由2个上松棒辊、2个下松棒辊、机架装配、上辊调整装置、下辊调整装置、传动装置、换辊装置等组成(见图5)。

图5 松棒机三维模型
机架装配采用6立柱形式的机架,上下平台通过立柱轴肩的定位安装在立柱上,立柱上下加工有螺纹,通过液压锁紧螺母将立柱与平台固定,安装时拉杆施加一定的预紧力。由于机架装配精度直接影响松棒机本体各部件的安装精度,在松棒机制造过程中,对6个立柱的定位测量采用三坐标测量仪进行检测,保证了设备加工及装配精度。
松棒机上辊调整装置具有液压转角调整、电动压下和液压平衡的功能,可根据程序自动调整上轧辊的压下量和角度,参数调整完成后,通过液压锁紧装置锁紧。每个松棒上辊配置2个平衡液压缸,用于平衡轧辊及升降平台等设备的重量,消除压下螺丝间隙。下辊安装在松棒机下平台上,下辊辊面为轧制基准面,高度方向保持不变,当下松棒辊磨损后,可以通过垫片补偿下辊高度,下辊也具有液压转角自动调整的功能。
采用液压快开装置,可以测定松棒力和保护设备安全的作用,变刚性机架为柔性机架,当轧卡或松棒力超过允许值时,快开装置通过大流量的方式快速打开,快开装置泄压,平衡装置会快速提升上松棒辊,减小轧制过载对设备的损坏。
松棒机主要性能参数见表4。

表4 松棒机主要性能参数
2.5 脱棒机
经过松棒机之后,芯棒和荒管之间形成了一定的间隙,进入脱棒工序。脱棒时,荒管和芯棒之间存在脱棒力,脱棒力主要由:芯棒与荒管之间存在同轴度差造成的包紧力;芯棒自重压靠荒管的摩擦力;松棒后运输过程中,荒管温度下降,冷却收缩,荒管对芯棒形成径向包紧力三部分组成。
机组配置的是二辊式脱棒机,靠轧辊与芯棒之间的摩擦力使芯棒从荒管中脱出,可以满足芯棒的调头使用。
脱棒机牌坊采用分片式加工,通过拉杆将分片机架、机盖连接在一起,加工简单,调整及维护方便,机架整体强度高。
脱棒机上下辊同时传动,由1台电机、1台双出轴的减速机,经万向联轴器同时传动上下辊。上辊高度调整采用液压缸驱动,可以控制上下辊缝,同时脱棒过程中保证压力恒定,根据工艺要求可以调整上辊压力,在遇到卡钢时,上辊可迅速抬起,便于事故处理。下脱棒辊高度调整通过垫片来实现,当生产使用不同规格的芯棒时,两辊之间的辊距可以通过调节液压缸行程、垫片的厚度来实现。
脱棒机主要性能参数见表5。

表5 脱棒机主要性能参数
3 设备研制
研发过程实行工艺、设备、电气协同研发,打造了机电一体化的高性能CPE机组。
在关键设备设计过程中全面采用BIM软件设计,优化设备结构。采用三维软件设计,结构可视性强;零件模型、装配模型、零件工程图、装配工程图四者相互关联;参数化设定,结构自动更新,提高设计效率,有利于设备结构快速优化。
同时在设备研发过程中,采用先进的有限元计算软件对辊模、松棒辊等关键部件进行了强度和刚度仿真分析。根据计算结果,并结合钢管轧制设备特定的工况安全系数,改善设备结构强度和机架刚度,达到最优化设计(见图6)。

图6 顶管机辊模有限元分析结果
3 结语
目前湖北新冶钢Φ219 CPE机组已经顺利投产,设备运行稳定可靠,成功生产薄壁钢管大芯棒产品D/S达到近40,小芯棒产品到达30。Φ219 CPE机组成功为CPE大口径无缝钢管生产领域填补技术空白,促进了我国CPE无缝钢管技术进步,提升了国内钢管工艺设备加工制造水平。
Φ219 CPE机组采用新型顶管机,其技术优势是生产高钢级中小无缝钢管,以热加工代替冷加工,提高产品质量、成材率,降低能耗,避免冷加工产生的酸雾和含酸废水对环境的污染,完全符合当前低碳经济发展和节能环保的要求。
猜你喜欢
天津冶金(2021年4期)2021-08-18
华南农业大学学报(2021年4期)2021-07-24
煤田地质与勘探(2021年2期)2021-05-23
水运工程(2020年2期)2020-02-26
干旱地区农业研究(2019年3期)2019-07-18
物流技术与应用(2019年6期)2019-07-16
制造技术与机床(2017年11期)2017-12-18
山东工业技术(2017年21期)2017-11-04
有色金属材料与工程(2017年3期)2017-07-15
汽车零部件(2014年11期)2014-09-18
