
基于工艺场景数据的热处理工艺能耗估算方法
2022-01-22 07:41李瑞兴张应中
机械工程师 2022年1期
李瑞兴,张应中
(大连理工大学机械工程学院,辽宁大连 116023)
0 引言
热处理加工是通过对零件进行加热、保温和冷却等来改变零件材料的内部组织,以达到满足零件力学性能要求的一种工艺过程,因此热处理工艺需要消耗大量的热能。据统计,我国每年热处理消耗电能总量达200 亿kW·h[1]。同时在机械产品制造过程中,热处理是一道十分重要、不可或缺的工艺过程,热处理工艺能耗成为机械产品制造影响环境负荷的重要因素之一。
随着环境保护意识的增强,绿色制造理念和技术、产品全生命周期评价(Life Cycle Assessment, LCA)方法被广泛采用,LCA方法的基础工作就是全生命周期清单(Life Cycle Inventory,LCI)分析,LCI分析需要产品全生命周期中的各个单元过程的环境资源负荷数据[2]。热处理工艺作为产品制造过程中的一个重要部分,其能耗数据是评价工艺经济性、环境友好性的重要清单数据;然而由于热处理工艺的离散性、对热处理设备和工艺环境的依赖性等特性,目前非常缺乏热处理工艺能耗数据。国内外目前主要开展关于机床切削工艺和设备能耗预测的研究:何彦等[3]从数控机床能量源多、加工任务及加工参数动态变化等特点出发,建立了一种数控机床多能量源的动态能耗模型与仿真方法;Kabata等[4]以能耗方程和设备利用系数为基础,建立了一套适用于生产或设计阶段的热处理工艺能耗计算方法;林利红等[5]为解决理论建模复杂且不具备实时性的问题,提出了一种基于数据驱动的电阻炉多参数能耗预测方法,其参数主要有温度、电流、功率等;Carlsson等[6]提出一个采用统计建模预测电弧炉电能消耗方法。
但是在LCI分析建模中,分析者不一定是热处理工程师,热处理工艺也不一定发生在分析者所在的企业,很难具备热处理工艺相关知识和数据,一般通过查询清单数据库获取工艺过程能耗数据。热处理工艺繁多,不同的工艺类型、工件材料和热处理设备等工艺场景下能耗相差很大,完全采集每一种工艺和工艺场景数据下的能耗数据是十分困难的,也是不现实的,需要一个基于工艺场景数据的参数化模型,对热处理能耗进行估算。本文面向LCI分析建模需求,提出基于工艺场景数据知识的热处理工艺能耗估算方法,通过输入热处理基本工艺场景数据,系统在知识驱动下自动检索相关数据,估算出其能耗数据,可以为热处理工艺LCI清单分析提供数据支撑。
1 热处理工艺场景数据概念模型
工艺场景是指工艺在其生命周期中所发生活动的特征描述,是工艺过程输入信息的集合。热处理工艺场景信息主要包括热处理工艺类型、工件材料、热处理炉设备、加热方式、工艺方案、功能单位等。其中:热处理工艺类型和工件材料决定了热处理工艺的温度时间曲线,对热处理工艺的能耗起到了决定性的作用;热处理炉设备的加热性能和保温性能及工艺方案对热处理工艺的能源消耗也有重要影响。
从上述分析可以看出,热处理工艺场景信息离散且相互关联,包含丰富的语义信息和热处理工艺知识;此外,热处理工艺场景动态变化,涉及的材料、热处理设备、工艺方案众多,不同企业的工艺场景都不同,要完全收集所有场景信息是非常困难的,需要构建一个开放和可共享的热处理工艺场景信息模型,能够完整一致和用户可自定义地表示热处理工艺场景信息和知识,在该信息模型基础上,用户根据自己特定的工艺场景添加和修改数据和知识。
本文采用本体技术提出一个面向热处理能耗计算的工艺场景信息概念模型,如图1所示。
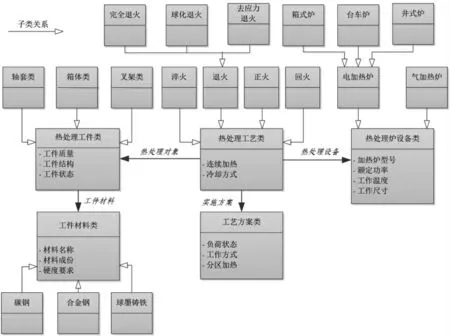
图1 热处理工艺场景信息概念本体模型
热处理工艺场景信息主要概念类如下:1)热处理工艺类。如前面所说的,要获得不同力学性能,需要采用不同的热处理工艺,因此在热处理工艺类下派生出多个工艺子类,能耗影响较大的热处理工艺主要是淬火、正火、退火和回火等。退火又可以分为完全退火、不完全退火、等温退火、球化退火和去应力退火等,从而形成一个热处理工艺层次结构。2)热处理工件类。热处理工件结构形状对工件加热和散热有一定影响,相似结构基本上具有相似的散热特性。本文将工件类子类定义毛坯类、轴套类、叉架类和箱体类等,同时每个工件由金属材料组成,与工件金属材料类通过“工件材料”关系连接。3)热处理工件材料类。热处理工件材料直接决定热处理加热温度、保温时间和冷却方式,对能耗有直接影响。对材料进行分类是必要的,按照碳钢、合金钢和铸铁等三大类主要金属材料建立层次化的热处理工件材料类。每一类材料联系金属材料数据库表,表中存储较详细的金属材料信息。4)热处理炉设备类。热处理炉设备决定了热处理加热方式,对热处理能耗有直接影响。热处理炉设备通常分为电阻炉设备和天然气设备。电阻炉设备又分为台车炉、井式炉等。5)加热工艺方案类。热处理加热工艺方案是指加热工件的方案,例如满负荷(装满加热炉)、半负荷、分区加热、工装等。
2 热处理工艺能耗估算理论模型
2.1 热处理工艺能耗影响因素
一个工艺过程通常是一个能量输入与输出的平衡过程。要构建热处理工艺能耗估算模型首先从能量输出构成和特性、热处理工艺中的能量流动因素进行分析。
热处理的工作设备一般比较简单,其能量主要来自电阻炉的电能消耗或者燃气炉的燃气消耗,本文主要研究电阻炉的能量消耗。一般情况下,热处理炉会根据设定的热处理温度时间工艺曲线对热处理炉温度进行调控,电热元件发出热量,借辐射与对流作用将热量传给加热的工件,从而使工件加热到规定的温度。
热处理工艺能量输出主要包括加热工件的消耗的热量(有效热量)、工艺过程中的各项损失热量两大部分,主要因素如图2所示。主要影响因素[7]包括加热工件能耗Q工件、加热辅助构件(支撑架、炉底板、工夹具及料盘等)能耗Q辅助件、热处理炉内气体能耗Q气体、通过炉壁的散热能耗Q散热、砌体蓄热能耗Q蓄热及其它热损失能耗Q其它。

图2 热处理能耗影响因素示意图
2.2 热处理工艺能耗估算理论模型
根据上述热处理工艺影响因素分析和热能量输入和输出平衡原则,可以推导出如下热处理工艺能耗估算理论模型[7]:
1)周期作业的热处理工艺。周期作业的热处理工艺中,在加热阶段的能量输出是加热工件、辅助构件所需能量和砌体蓄热的能量。热处理过程中实际的蓄热能量与热处理冷却阶段、装卸阶段和停炉期造成的炉体降温程度有关。其能量输入和输出平衡方程为
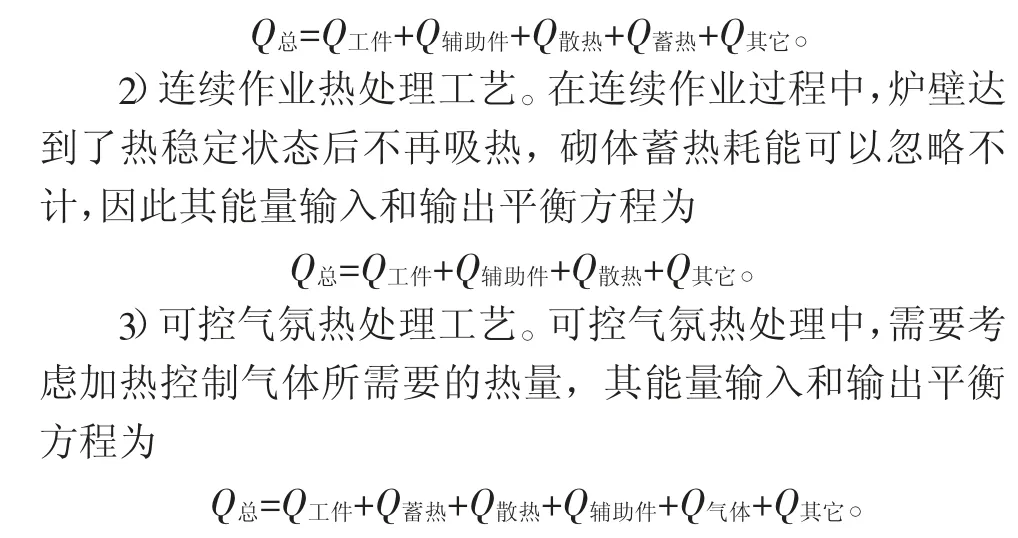
上述热平衡方程中各项耗能计算如下:
a.加热工件能耗。加热工件能耗是热处理过程中工件从初始温度达到一定温度所吸收能量。此部分能耗为工件热处理过程中需要达到内外温度一致、显微组织转变完全所需要消耗的能量,是热处理过程中唯一的有效能耗。可以通过工件初始和终了温度、工件质量及其比热容计算得到。可以采用积分相对精确计算,其计算公式为

式中:m为工件总质量,kg;t0和t1分别为工件加热的初始和终了温度,℃;c(t)为工件比热容和温度的函数[8],kJ/(kg·℃)。
b.加热辅助构件能耗。在退火热处理过程中,退火炉中的料框、工夹具、支撑架、炉底板及料盘等辅助构件和工件一样会吸收能量、升高温度。加热辅助构件能耗通过其质量、比热容和温度通过式(1)计算。
c.加热控制气体能耗。为了使工件表面不发生氧化脱碳现象或对工件进行化学热处理,需要向炉内通入可进行控制成分的气氛。控制气体在热处理炉中升温会吸收能量,加热控制气体的耗能由输入控制气体的体积、控制气体比热容和保温温度决定,其计算公式为

式中:V为气体用量;t0和t1分别为气体入炉前温度和工作温度;C为气体在t0和t1温度范围内的平均比热容。加热炉内气体能耗主要在控制氛围炉中考虑,由于此部分能耗过小,在非控制氛围炉和真空炉中一般忽略不计。
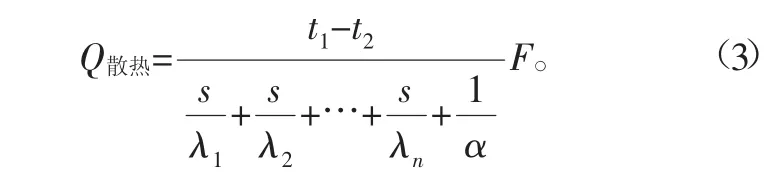
d.通过炉壁的散热损失能耗。根据热力学原理散失到外界的能量通过三层传热构成:炉气对炉墙内表面的综合传热(对流传热和辐射传热);炉墙内部的传导传热;炉墙外表面对空气的综合传热。炉壁散热可以用热流密度表示,即单位面积和单位时间通过的热能。已知炉壁两侧温度各为t1、t2,炉壁的厚度为s,导热系数为λ,α为炉墙外表面对空气的综合给热系数,则对于n层炉墙的传热过程,可以得到炉壁散热能耗为
e.砌体蓄热能耗。砌体蓄热能耗为炉子从室温加热至工作温度并且达到稳定状态时炉衬本身吸收的热量。采用隔热和保温双层炉衬结构的砌体蓄热能耗损失计算公式[7]为

f.其它能耗。此项耗能包括未考虑到的各种热损失及一些不易精确计算的热损失,如炉衬密封不严、炉子长期使用后保温材料隔热性能降低和炉子密封性降低等造成的热损失、加热元件的热短路、电气控制和工件传送能耗等。此项耗能具有较大的不确定性,本文取上述各项能耗总和的10%~20%。
3 基于工艺场景数据的热处理能耗估算
3.1 热处理工艺场景数据与能耗估算关联模型
实际上热处理工艺场景数据基本上决定了热处理工艺的能耗,要实施参数化的工艺能耗估算,构建热处理工艺场景数据与能耗估算的关联模型是必要的。基于上述分析,本文提出一个图3所示的热处理工艺场景数据与能耗估算的关联模型。
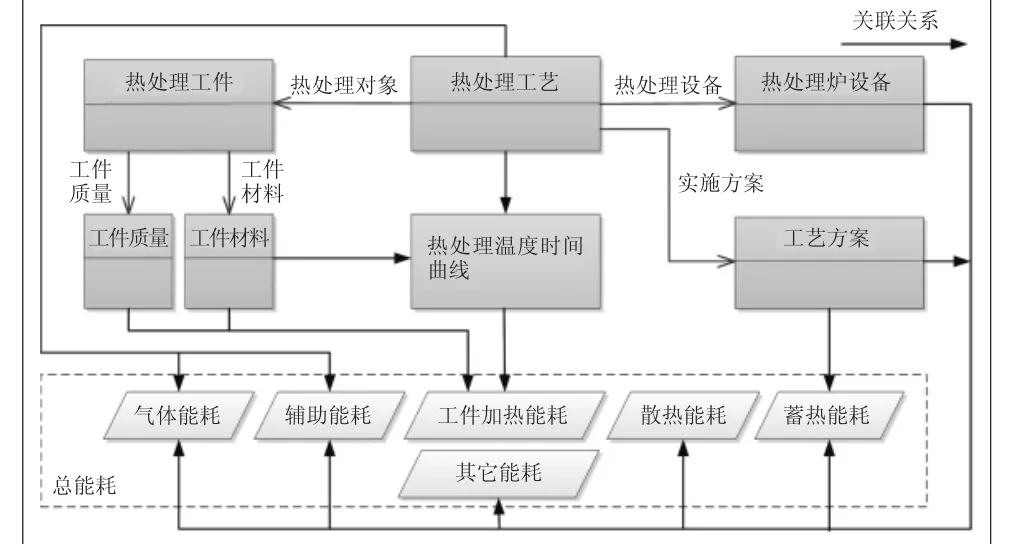
图3 热处理工艺场景数据与能耗估算的关联模型
从图3可以看出,热处理工艺类型和热处理工件材料决定了热处理温度时间曲线,工件材料决定了不同温度下比热容,再结合工件质量就确定出工件加热的能耗;散热能耗、蓄热能耗和其它能耗主要由加热炉设备确定;辅助能耗和气体能耗主要由热处理工艺类型、工艺方案和加热炉设备确定。下面主要阐述工件加热消耗的热能估算。
3.2 工件加热能耗计算
根据上述热处理能耗估算的理论模型和关联模型,工件加热所需的能耗完全可以从热处理类型、热处理工件信息计算出来。主要计算步骤如下。
3.2.1 热处理工艺温度时间曲线
热处理温度时间曲线实际就是热处理工艺曲线,标明了热处理加热温度、保温时间、冷却速度变化状况[9]。图4给出一个热处理工艺的温度时间曲线示意图。
从图4可以看出,不同热处理工艺加温到不同的温度。例如完全退火工艺将亚共析钢加热至Ac3(转变为奥氏体的终了温度)以上20~30 ℃,保温足够时间,奥氏体化后,随炉缓慢冷却,从而接近平衡的组织,而不完全退火将亚共析钢在Ac1~Ac3(Ac1为珠光体向奥氏体转变的温度)之间或过共析钢在Ac1~Accm(Accm为溶入奥氏体的终了温度)之间两相区加热。因此获取材料的Ac1、Ac3、Accm等临界温度是很重要的。
研究表明,这些临界温度与材料中的碳元素、合金元素和杂质元素等相关[9]。在处理工件钢/铸铁材料中,总会含有一定数量的碳元素、合金元素和杂质元素等,这些元素所占的比例决定了钢/铸铁的力学特性。热处理过程中,需要知道热处理工件材料晶体变化的临界温度,例如Ac1线,即超过Ac1(共析)线,材料奥氏体会分解为珠光体。
通过实验研究得到了金属材料的临界温度的经验计算公式[10],根据金属材料中碳元素、合金元素及杂质元素等的质量百分比计算材料的Ac1、Ac3、Accm等临界温度:
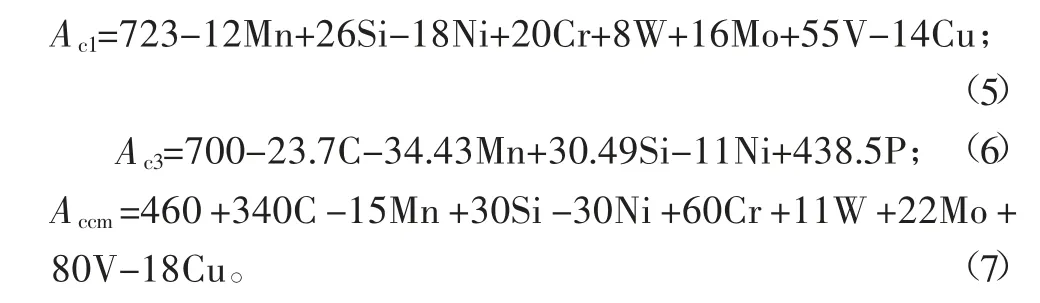
通过临界温度计算公式可以方便地获取材料的临界温度,是热处理加热温度确定的基础。但是通过经验公式得到的临界温度可能存在误差,基于实际测量的材料临界温度构建材料临界温度数据库,输入材料名称即可查询获取材料临界温度。
3.2.2 热处理工件材料比热容曲线


图5 碳质量分数为0.23%的碳素钢在不同温度下的平均比热容
3.2.3 基于三次样条插值的数值积分计算工件加热能耗
按照2.2节给出的加热工件能耗计算公式,工件能耗计算是一个从室温T0到加热终了温度T1之间,工件质量乘以材料的比热容温度函数的积分。为了方便计算机求解,本文采用基于三次样条插值的数值积分计算工件加热能耗。
对于给定的列表函数c(t):{(ti,yi)},(T0=t1<t2<,…,<tn=T1)(i=1,2,…,n),采用三弯矩法构造比热容三次样条插值函数。设hj=tj+1-tj,(j=1,2,…,n-1),则有如下计算式[11]:

上述公式将对比热容积分计算离散转化为三次样条插值的求和运算,方便了计算机编程的实现。
4 估算计算编程实现与采集数据验证
4.1 估算计算编程实现
本文基于上述热处理工艺场景数据概念模型及热处理工艺能耗计算的理论模型,采用Qt编程实现一个基于工艺场景参数的热处理工艺能耗估算软件系统,该系统主要包括如下3个模块。
1)人机交互界面模块。通过人机界面将工艺场景数据概念本体以列表框形式引导用户选择和输入工艺场景数据、输出估算计算的结果和编辑工艺场景数据概念本体。图6中给出一个热处理工艺场景数据选择界面示意截图。

图6 工艺场景数据选择界面示意图
2)热处理工艺场景数据概念本体库和数据库模块。热处理工艺场景数据概念本体库以XML格式存储的数据概念模型,用户可以根据自己的需要进行编辑修改。热处理工艺场景数据库采用微软公司的Access 2010构建,建立了常用热处理金属材料比热容数据库、热处理炉设备参数数据库等。
3)热处理工艺能耗计算模块。根据选择和输入的工艺场景数据,完成热处理能耗的计算。
4.2 采集数据验证
为了验证上述参数化热处理工艺能耗估算的有效性,本文分别在3个不同企业使用便携式钳式功率计采集了6组电炉加热热处理工艺的能耗数据,如表1所示。
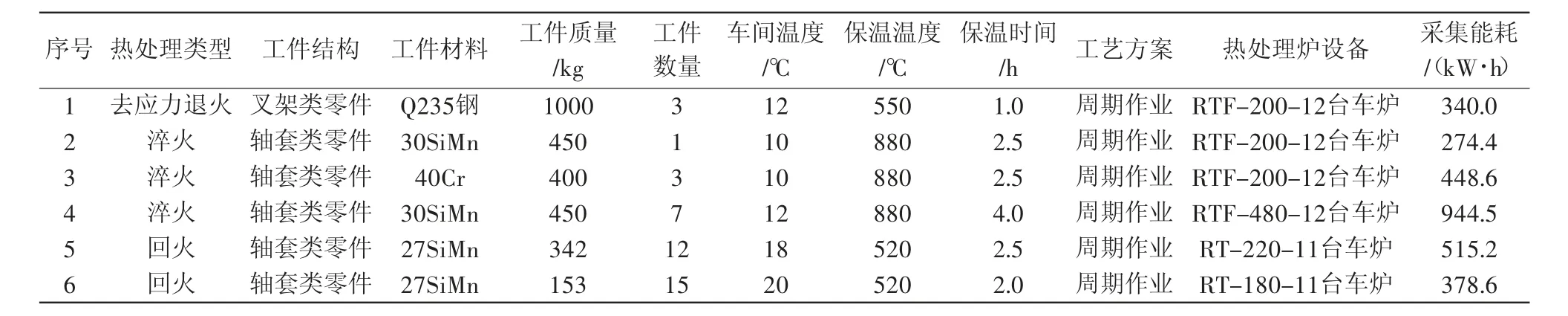
表1 6组热处理工艺场景下采集的能耗数据
将表2的工艺场景数据分别输入到本文开发的热处理工艺能耗估算软件系统中,得到如表2所示的能耗估算结果。

表2 6组热处理工艺场景下估算的能耗数据 kW·h
从表3可以看出,估算的热处理工艺总能耗与实际采集得到的能耗误差为3.3%~13.4%,在可以接受的误差范围内,验证了本文方法的可行性。同时,从能耗分布来看,在热处理工艺过程中能耗主要用于工件加热,加热炉能耗、辅助构建能耗及其它不确定的能耗也是重要的影响因素。
5 结论
热处理工艺消耗大量的能源资源,是产品LCI清单分析的重要一环,需要一个在工艺场景参数驱动下的热处理工艺的能耗数据。本文通过分析热处理工艺场景数据信息,基于能量平衡方程,构建热处理工艺能耗估算理论模型;构建热处理工艺场景数据概念模型和能耗估算的关联模型;开发了能耗估算软件,基于热处理工艺场景数据进行热处理能耗估算;从不同企业采集了6组热处理工艺场景数据和能耗数据,与本文提出的估算方法计算结果相比,误差在合理范围内,表明该方法可以较为方便和准确地预测热处理工艺能耗。
由于热处理工艺和设备的复杂性,不确定性因素较多,下一步将采集更多的工艺场景数据,从其不确定的能耗数据分析中找出规律,从而更准确地估算热处理工艺能耗。
猜你喜欢
杭州电子科技大学学报(自然科学版)(2022年4期)2022-08-23
昆钢科技(2022年2期)2022-07-08
杭州电子科技大学学报(自然科学版)(2022年3期)2022-06-08
当代水产(2021年10期)2022-01-12
军民两用技术与产品(2021年8期)2021-11-24
智能制造(2021年4期)2021-11-04
建材发展导向(2021年23期)2021-03-08
杭州电子科技大学学报(自然科学版)(2020年3期)2020-06-08
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
