
基于DEFORM大型锻件锻造工艺改进的研究
2022-01-18 03:02何利东
机械工程与自动化 2021年6期
何利东,刘 华
(四川工程职业技术学院,四川 德阳 618000)
0 引言
众所周知,大型锻件的生产在现代重工业中占有举足轻重的地位。锻造的作用除了获得所需要的形状尺寸外,还必须保证锻件获得所需要的各种性能。大型锻件一般以钢锭为原始坯料,经镦粗、拔长或镦粗+拔长等工序锻制而成。原始钢锭越大,其内部的冶金缺陷越多,锻制合格锻件所需的锻比也越大。增加锻比的方法不但受到了水压机能力的限制,有时甚至无法实现,而且采用大锻比也很不经济,即增加了水压机台时及加热火次,造成能源的大量消耗和金属的烧损。如果在大锻件锻造工艺的制定上加以改进,在钢锭尺寸不变的情况下不用镦粗或者与传统工艺相比减少镦粗次数,将显著提高经济效益,应用前景广阔。本文采用DEFORM数字模拟方法,针对某重型企业传统的大锻件锻造工艺,对比研究了镦粗+拔长工艺与其改进新工艺即纵向锥面砧拔长工艺,得到的结果对目前大锻件有关锻造工艺的合理制定具有一定的参考价值。
1 大锻件成形变形工艺的几何模型及加工条件方案设计
1.1 大锻件成形传统工艺与纵向锥面砧锻造改进工艺
图1为大锻件反复镦拔传统成形工艺,经过镦粗与拔长工艺获得足够的锻比,以达到锻透坯料心部、锻合孔隙性缺陷的目的,但其缺点是需要较大吨位的设备,能耗巨大。
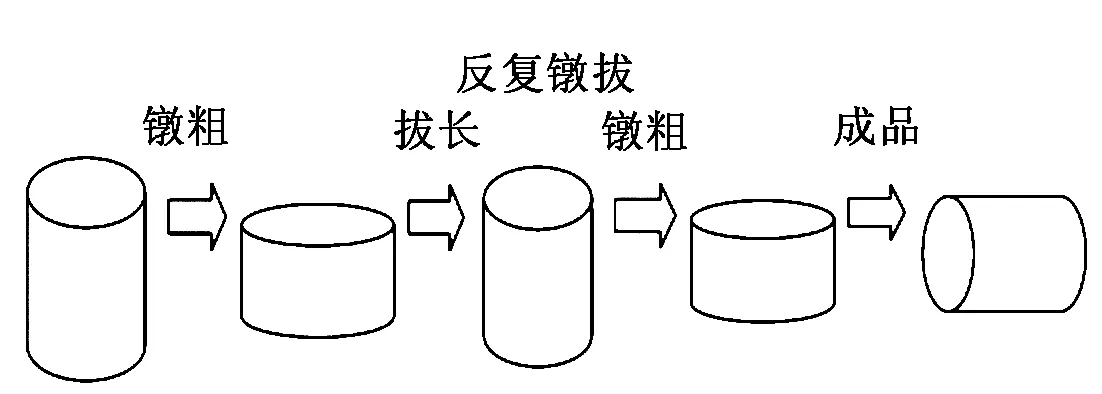
图1 大锻件成形传统镦拔工艺
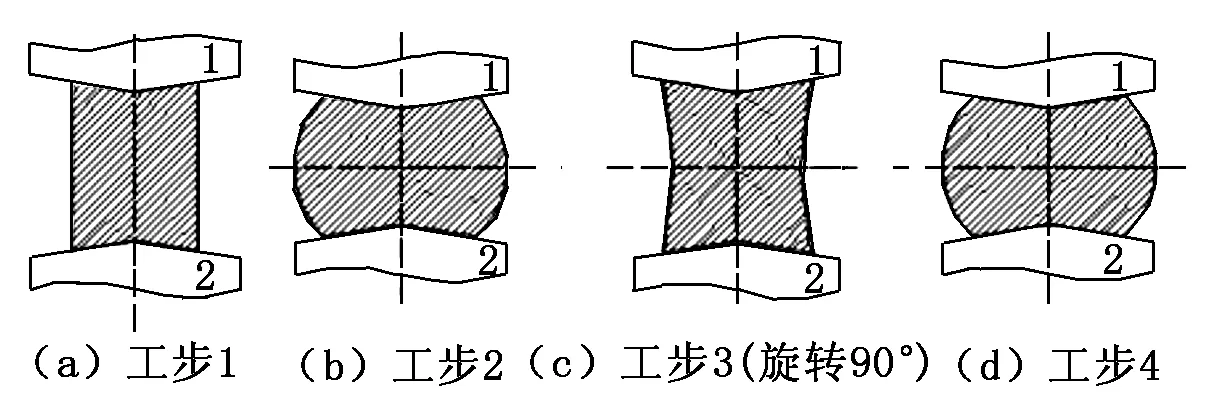
图2为大锻件锻造纵向锥面砧拔长改进工艺,可实现坯料横向的平面变形,而金属沿纵向变形很小,甚至可认为是“零锻造比”锻造。
1.2 DEFORM数值模拟工件几何模型及工艺路线设计
跟踪研究某重型企业目前锻制大型转子锻件的传统工艺并考虑减少DEFORM数值模拟计算量,设计坯料尺寸为1 500 mm×1 500 mm×3 000 mm,材料为30Cr2Ni4MoV,锻造温度为1 200 ℃,初始晶粒尺寸为200 μm。
1-上纵向锥面砧;2-下纵向锥面砧
大锻件锻造传统工艺为坯料先沿轴向镦粗33.3%,再经平砧拔长压缩2次,拔长压缩率为18%,翻转角度为90°;改进工艺为采用纵向锥面砧拔长2次,拔长压缩率同样为18%,翻转角度为90°。
1.3 数值模拟模具设计
模具材料选用AISI-H-13,初始温度设为300 ℃。设计的纵向锥面砧示意图如图3所示。图3中,锥角α为模拟研究的工艺参数,由数值模拟优化确定。
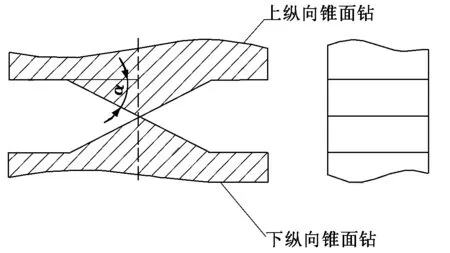
图3 纵向锥面砧设计示意图
1.4 数值模拟边界条件
设剪切摩擦因数为0.7,上模具运动速度为100 mm/s,下模具静止,工件与模具间热传导系数为11 N/s/mm/℃。
图4为数值模拟工件经纵向锥面砧拔长压缩50%后输出的变形横截面等效应变等值线图。由4图看出,工件变形由与上下纵向锥面砧面接触的两端开始逐渐向心部扩展,大变形区位于靠近上下砧面的两端部区域。为了锻透坯料心部,每单砧需要较大的压缩率。
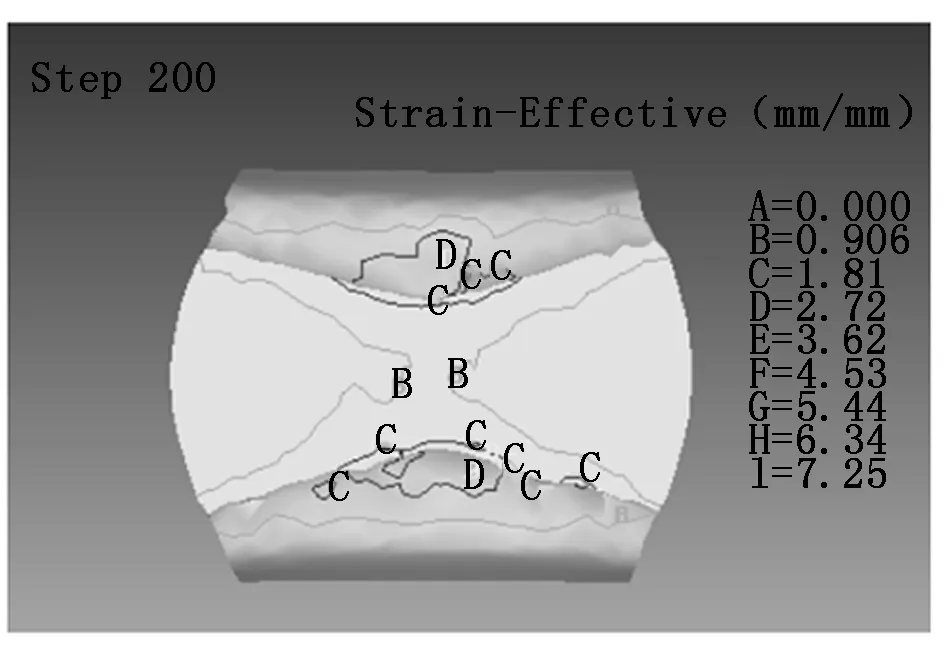
图4 工件变形压缩50%横截面等效应变等值线图
2 基于DEFORM大锻件变形工艺数值模拟结果分析
2.1 纵向锥面砧拔长的变形特点
图5为工件纵向锥面砧拔长单砧压缩率为50%的横截面静水压力分布Solid图。由图5看出,坯料心部区域处于良好的三向压应力状态,而且静水压力绝对值较大,该变形工艺有利于压合坯料心部孔隙性缺陷。
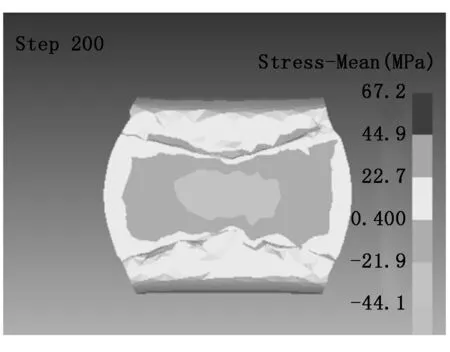
图5 工件变形压缩50%横截面静水压Solid图
2.2 纵向锥面砧拔长变形最佳工艺锥角α分析
图6、图7为数值模拟工件经纵向锥面砧拔长压缩后的等效应变平均值及动态再结晶体积分数平均值与锥面砧锥角的关系。由图6、图7看出,对同一锥面砧锥角而言,拔长压缩率越大,变形越剧烈,锻造效果愈好;比较不同锥面砧锥角变形效果,显然,锥面砧工艺锥角在15°左右较好。
图8为工件变形静水压平均值与锥面砧锥角的关系。由图8看出,当锥面砧锥角为15°左右工件变形应力状态最好,工件内部处于三向压应力状态,且绝对值较大,锻合空隙性缺陷的效果最好。
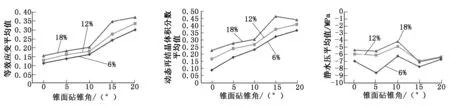
图6 工件变形等效应变均值与 图7 工件变形动态再结晶体积分数均值与 图8 工件变形静水压均值与锥面砧锥角的关系 锥面砧锥角的关系 锥面砧锥角的关系
图9为工件拔长变形最大载荷与锥面砧锥角的关系,显然,当锥面砧工艺锥角大于15°,变形载荷较低,有利于节能降耗,提高经济效益。

图9 变形工件最大载荷与锥面砧锥角的关系 图10 两种工艺变形后工件动态再结晶体积分数平均值与压下率关系 图11 两种工艺变形后工件动态再结晶体积分数均匀性系数与压下率关系
2.3 大锻件传统锻造工艺与纵向锥面砧拔长变形效果对比分析
图10、图11分别为大锻件传统锻造工艺与纵向锥面砧拔长变形动态再结晶体积分数平均值及其均匀性系数与变形压下率的关系。显然,纵向锥面砧工艺的锻造效果在压下率一定的条件下要好于传统工艺。
图12、图13分别为两种工艺变形后工件静水压平均值及其均匀性系数与变形压下率的关系。可以看出,在相同压下率条件下,尽管传统工艺变形后工件的静水压状态较好,但纵向锥面砧工艺变形后工件的静水压分布均匀性却好于传统工艺。
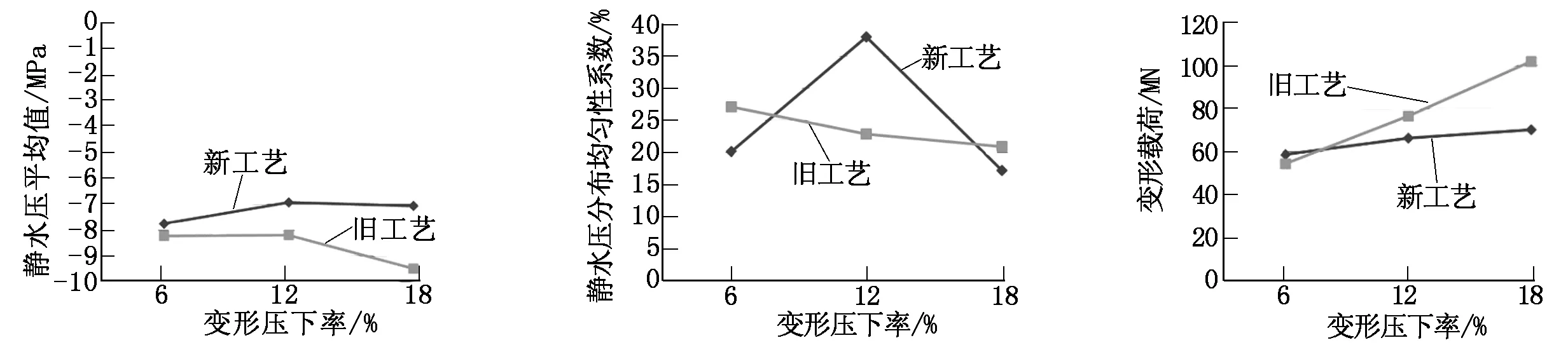
图12 两种工艺变形后工件静水压平均值与压下率关系 图13 两种工艺变形后工件静水压分布均匀性系数与压下率关系 图14 两种工艺变形载荷与压下率关系
图14为两种工艺变形载荷与压下率关系。显而易见,采用纵向锥面砧变形工艺的载荷要明显低于传统工艺,这在企业生产的节能降耗方面是有利的。
3 结论
(1) 采用纵向锥面砧拔长大型锻件的工艺使坯料心部处于良好的三向压应力状态,锻合孔隙性缺陷效果好。
(2) 数值模拟结果显示,纵向锥面砧工艺锥角采用15°左右变形效果最好。
(3) 在相同条件下,纵向锥面砧拔长变形锻造效果不差于传统镦拔工艺,但所需变形载荷较低,有利于节能降耗。
猜你喜欢
中国纤检(2022年8期)2022-09-22
云南冶金(2022年2期)2022-07-26
纺织标准与质量(2022年2期)2022-07-12
轴承(2022年5期)2022-06-08
河南工学院学报(2021年3期)2021-09-27
中国设备工程(2020年3期)2020-03-27
汽车实用技术(2019年21期)2019-11-22
质量技术监督研究(2019年1期)2019-04-25
汽车实用技术(2019年7期)2019-04-18
文化交流(2019年3期)2019-03-18
