电容式套管桩头发热的检查与处理
2022-01-17 08:55国网江苏省电力有限公司徐州供电公司拾以厚
电力设备管理 2021年15期
国网江苏省电力有限公司徐州供电公司 曹 翔 拾以厚
变电运行设备发热能够威胁到电网的安全运行。高压设备的各种电气连接部件,由于松动、锈蚀、表面氧化等原因,出现过热现象,严重时很可能导致设备连接点烧熔、烧断,引发渗漏、设备断线或相间短路等故障[1]。
变压器套管头部发热故障可分外部接头发热故障和内部接头发热故障。外部接头发热一般是接线板接触面接触不良引起的,接触面未经过压花处理或是接触面未打磨平整存在毛刺等都会使接触面接触不良,接触电阻增大,接触部位温度升高[2],导致接触面氧化加快,并形成一层氧化膜,接触电阻越来越大,温度也就越来越高,如此反复,形成恶性循环,氧化膜对电阻产生反作用,致使电阻进一步加大,温度进一步上升。
1 变压器套管头部结构
常见的变压器电容式套管头部结构主要有两类:将军帽式结构、顶套式结构。其中将军帽式结构又分为销钉定位无锁母、销钉定位有锁母、哈夫环式以及插拔式。
下面主要介绍将军帽式套管头部结构。
1.1 销钉定位无锁母结构
将军帽和线缆头通过螺纹连接,这种套管结构如图1,通过定位销钉给引线接头(和导电头间螺纹)一个反作用力,确保螺纹可靠接触(此时销钉不会有超过2mm 的变形),接触电阻很小。这个反作用力一直存在,确保在运行过程中引线接头和导电头之间螺纹不松动。但是这种结构对安装工艺要求精细,如果内螺纹尺寸配合不好,现场安装不到位,容易出现氧化、发热。

图1 销钉定位无锁母结构
1.2 销钉定位有锁母结构
该结构如图2所示,销钉定位好锁母后,拧紧将军帽及锁母,此时锁母提供反作用力。该结构中销钉只起定位作用,不受力。但在安装时锁母一定要用面积较大的面来接触导电头,不能装反,并使用专用工具紧固,否则也会引起桩头发热。

图2 销钉定位有锁母结构
1.3 哈夫环结构
哈夫环结构如图3所示,使用哈夫环固定内部端子,安装工艺要严格执行相关说明。按先后顺序紧固2处的螺栓是非常关键的步骤,两种规格的螺栓均应逐步的、对侧紧面,以确保载流接触和密封。不进行正确安装,会使内部端子顶端或导杆顶端与外部端子之间接触电阻过大而导致发热,潮气由此进入变压器内部,甚至引起变压器绝缘故障。
1.4 插拔式结构
插拔式结构如图4所示,主要是依靠导电头内部的弹簧箍载流固定,这种弹簧属于特种载流弹簧,具有很强的弹力及载流力。

图4 插拔式结构
2 案例分析
2.1 故障现象
2019年7月29日晚,某220千伏变电站红外测温时,发现1号主变110千伏侧C 相套管桩头发热高达101.4℃,如图5所示。另外,A、B 相套管桩头温度分别为82℃、51℃,环境温度29℃,中压侧负荷80000kVA 左右。该台变压器设备型号为OSS-120000/220,投运日期为2016年10月。

图5 主变中压侧A 相套管桩头红外测温图
2.2 故障分析
次日凌晨,检修人员赶到现场,对1号主变进行停电处理。首先对主变中压侧绕组进行直流电阻测试,结果显示110千伏侧C 相直阻比其它两相偏大20mΩ 左右,三相阻值的不平衡率较高,超出规定标准,测试结果如表1。该台主变投运时的测量初始值如下表2。

表1 主变中压侧三相直阻测试结果(单位mΩ)

表2 主变中压侧三相直阻初始值(单位mΩ)
通过对比,C 相直阻增长值明显偏大,是导致不平衡率超标的主要原因。
现场对中压侧套管将军帽进行拆解检查,发现将军帽内部螺纹与引线接头端部螺杆上均有黑色氧化层及红色氧化铜。由此判断,桩头发热的原因是套管将军帽与引线接头配合不良,造成螺纹受力不足,导致氧化、接触电阻增大。
本台变压器所用套管接头是有销钉无定位螺母结构,如下图6。该种结构套管接头对安装工艺要求较高,将导电头的内螺纹与引线接头的螺纹对准后,旋入导电头,待导电头旋到与油枕盖板平面的间隙为5-6mm 时,位置最佳,此刻调节导电头孔与盖板螺纹孔,旋入导电头周围螺栓并紧固到位,此时导电头与盖板间应无明显间隙。如此密封件受力,密封性能可靠;销钉也微微受力变形,反作用力使引线接头和导电头的螺纹配合更加紧密、可靠。

图6 套管接头安装示意图
检修人员现场检查发现,当松掉将军帽周围螺丝时,导电头与油枕盖板平面之间紧密贴合,并未留下适当缝隙,安装工艺不良,螺纹之间不受力,无法紧密配合,最终导致接头氧化变黑并发热。
在规范、正确安装情况下,导电头与油枕盖板平面之间留有适当缝隙,销钉暂不受力。再旋入周围螺栓时,销钉向下受力,存在微微向下弯曲的变形,这样就可以使螺纹之间紧密咬合。
当安装工艺不到位,如本文发热案例中一样,导电头与油枕盖板平面之间直接紧死,销钉会受到导电头向上的拉力,如图7中红色箭头。再旋入周围螺栓时,销钉又受到向下的压力,如图7中蓝色箭头所示。前后的力上下抵消,销钉无弹性变形,从而 使螺纹之间咬合力降低,配合不紧密,接触电阻变大。
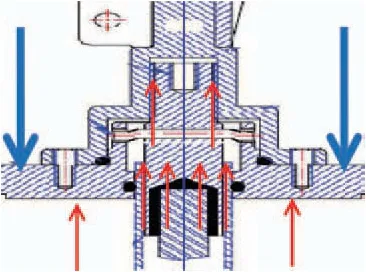
图7 导电头受力示意图
2.3 故障处理
现场的处理方法是,使用砂纸或百洁布对C 相套管桩头的氧化层进行打磨,除去黑色氧化层后,再用无毛纸擦拭干净,确保引线接头和导电头内螺纹清洁干净,无油污及杂质,同时对其余两相也拆头处理。重新安装时,特别要注意导电头与将军帽的配合问题,严格按照厂家说明和规范工艺施工。最后对接头进行直阻测量,处理后直阻值如下表3。前后对比可见,C 相电阻明显下降,三相之间直阻不平衡率已达到有关要求。

表3 接头处理后直阻试验数据(单位mΩ)
3 结语
变压器套管头部发热是变电站内常见的一种缺陷,根据不同套管头部结构优缺点,并结合实际案例来分析,常见的几种变压器套管桩头发热的原因及应对措施有:
现场装配工艺较差。导电头与将军帽之间配合较为精细,现场安装时一旦不按照相关要求严格执行,容易使设备不受力甚至出现缝隙,最终导致设备发热,本文设备故障发热主要就是这种原因造成的。建议加强现场监护,提高装配人员素质和专业水平,严控工艺,严格遵守安装说明和流程进行装配[3-4]。
设备材质不好。如果线夹材质未达到要求,极易导致接触部分氧化、发热。建议严格遵照国网十八项反措相关要求,110(66)kV 及以上电压等级变压器套管接线端子(抱箍线夹)应采用T2纯铜材质热挤压成型。禁止采用黄铜材质或铸造成型的抱箍线夹。
结构设计有缺陷。不同的结构适用现场条件有一定的差别,也都存在不同程度的缺陷。如有销钉无锁母结构,螺纹之间的受力需要依靠销钉;顶套式结构无法承受过大的导线拉力及风摆。这些设计上的缺陷极易成为现场事故的导火索,建议结合实际使用情况及安装方式等条件确定合适的结构型式。
猜你喜欢
中国铁路(2022年8期)2022-09-22
中国水运(2022年4期)2022-04-27
轻兵器(2022年3期)2022-03-21
宝藏(2021年6期)2021-07-20
湖北电力(2021年6期)2021-03-24
浙江电力(2020年2期)2020-03-20
机械制造文摘(焊接分册)(2018年3期)2018-08-08
山西建筑(2018年16期)2018-07-11
电气技术与经济(2016年6期)2017-01-05
河南水利与南水北调(2015年16期)2015-11-26