
汽车用HC420LAD+Z钢带的生产稳定性
2022-01-08 10:48:12供稿尹翠兰姜丽康华伟YINCuilanJIANGLiKANGHuawei
金属世界 2022年1期
供稿|尹翠兰,姜丽,康华伟 / YIN Cui-lan, JIANG Li, KANG Hua-wei
作者单位:山东钢铁集团日照有限公司,山东 日照 276800
内容导读HC420LAD+Z是冷轧低合金高强钢的典型牌号。随着汽车主机厂对钢带质量要求的不断提高,热镀锌HC420LAD+Z钢带凭借较高的屈服强度以及良好的成型、焊接和防腐性能,广泛应用于汽车的结构件或加强件,但力学性能的波动会对主机厂模具的冲压造成一定的影响。本文通过对某钢厂的热镀锌HC420LAD+Z钢带进行生产稳定性研究,优化生产过程关键工艺参数,对其化学成分与力学性能实绩的过程能力指数Cpk值进行计算分析,Cpk值均大于1.33,说明生产过程能力达到了理想的状态,并形成了一套完善、稳定、高效、可控的生产工艺方案,对于汽车厂和钢厂都具有很重要的意义。
随着中国经济的高速发展,当代冶金学发展的战略目标也跟着时代的发展发生了战略性的变化。当代冶金学的战略目标除了制造新一代产品以外,已经聚焦于冶金工厂的绿色化(绿色、低碳、循环发展)和智能化发展(智能化设计、智能化生产、智能化服务、智能化管理等)[1]。在中国汽车需求量日益增加的同时,伴随着生态环保的加强,汽车轻量化成为汽车工业发展的大趋势。低合金高强度热镀锌钢板作为解决车身轻量化的有效手段,不仅可以减轻车身重量、降低油耗、减少二氧化碳排放量,同时还可以有效提高耐腐蚀性以及安全性能。低合金高强钢成分设计时加入了微量的强碳化物形成元素,如铌、钒和钛,组织由铁素体和少量珠光体组成,第二相析出物弥散分布,主要依靠碳化物、氮化物在铁素体基体上的析出强化阻碍位错运动,提高屈服强度[2-4]。HC420LAD+Z作为冷轧低合金高强钢中最典型的牌号,凭借高的屈服强度,以及良好的成型、焊接和防腐性能,广泛应用于汽车加强结构件。目前,国内大型钢厂基本都具备生产热镀锌HC420LAD+Z的能力,但生产稳定性却存在一定有差异。本文对某钢厂美钢联法热镀锌工艺生产的热镀锌HC420LAD+Z主要化学成分与力学性能进行过程能力分析,以改善提高产品Cpk值为背景,通过优化成分设计与生产过程关键工艺参数,实现成品力学性能的稳定控制,提高了用户满意度。
产品设计方案
化学成分
某钢厂设计的HC420LAD+Z钢的化学成分要求如表1所示。通过低C 元素控制,有利于了冲压成型且降低了碳当量,对汽车钢的加工及焊接等提供了基础;添加少量的强固溶强化P元素,钢的冷脆性影响很小,可实现低成本高强度控制;添加Nb、Ti等微合金元素,对析出强化与细晶强化起到了良好促进作用,确保成品钢带的组织与性能满足标准要求。

表1 HC420LAD+Z钢的化学成分(质量分数,%)
工艺路线
KR脱硫→转炉冶炼→LF精炼→RH精炼→连铸→板坯检验→加热→粗轧→精轧→层流冷却→卷取→平整(根据需要)→热卷检验→酸连轧→连续热镀锌→重卷/拉矫(根据需要)→冷卷检验→包装→入库。
力学性能
热镀锌HC420LAD+Z钢带是执行标准EN 10346控制,为了更好满足汽车主机厂的使用要求,某钢厂制定了内控标准值,屈服强度偏下限控制,抗拉强度偏上限控制,断后伸长率尽量高,其波动范围均严于标准。HC420LAD+Z钢的力学性能要求如表2所示。

表2 HC420LAD+Z钢的力学性能标准值
过程能力指数
过程能力指数是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。当Cpk<1.33时,说明过程能力不足,需要分析问题制定措施并实现最终改善;当Cpk≥1.33时,说明生产过程能力达到了理想的状态,关键设备及工艺参数均处于可控的良好状态,方可实现过程的持续控制,满足产品质量波动范围要求。过程能力指数Cpk在判定钢种力学性能稳定性方面是一种有效手段,能够用量化的数据说明其稳定程度,对于汽车厂和钢厂都具有很重要的意义[5]。Cpk是工序过程能力指数,其值越高,则产品质量特性值的分散就会越小,即受干扰因素波动越小,表明生产越稳定。
在《六西格玛管理》一书中提到[6],若过程输出Y服从正态分布,如图1(a)所示,当过程处于统计控制状态时,则定义过程能力指数Cp为容差与过程波动范围之比,其计算公式为:
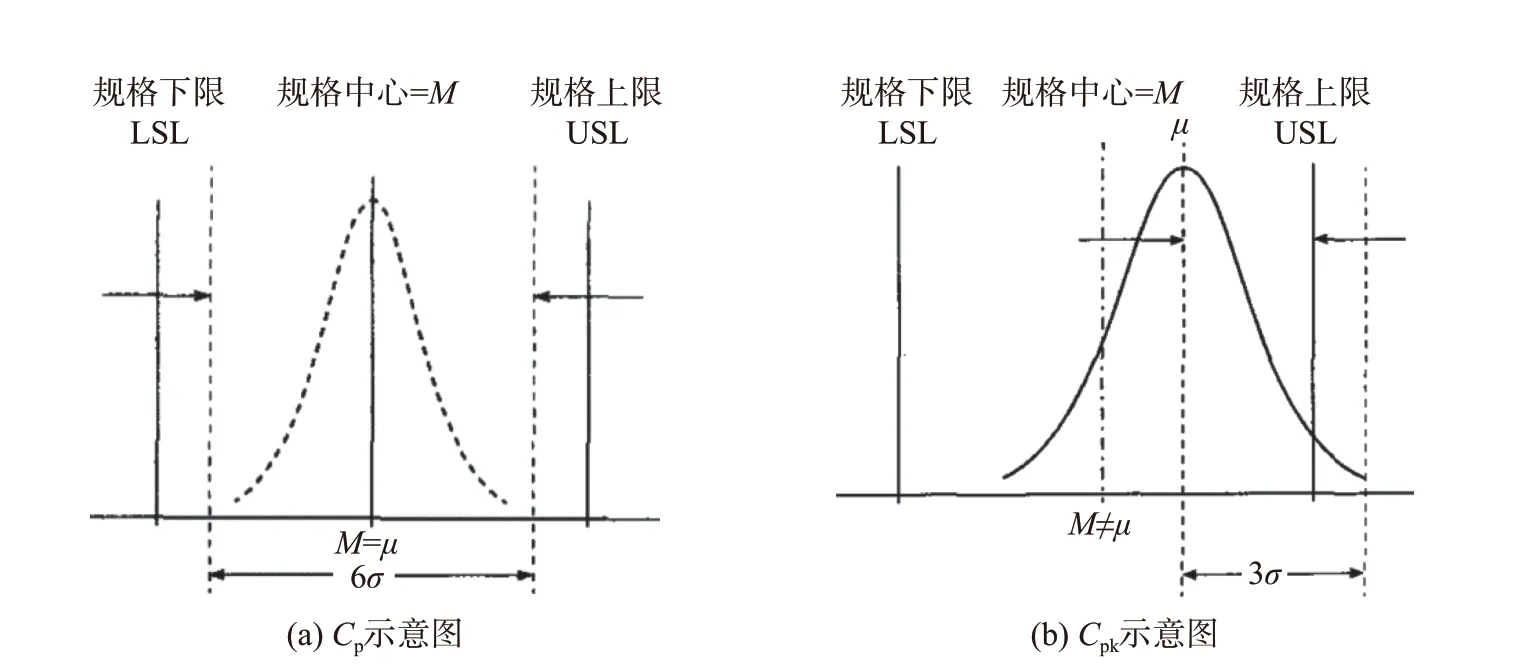
图1 过程能力指数示意图

式中,USL、LSL分别是质量特性的上、下规格限;σ是标准差;T是容差。
Cp是描述过程能力的最重要指标,过去通常称Cp<1时,过程能力不足;1≤Cp<1.33时,过程能力尚可;1.33≤Cp<1.67时,过程能力充足。但是Cp指数只是反映了过程的潜在能力,与过程输出的均值无关,当过程输出的均值μ与规格中心或目标值M不重合时,尽管Cp值较大,但不合格品率仍很高。因此,在进行过程能力分析时,应该将均值的影响考虑进来,引入过程能力指数Cpk就是为了解决这个问题,如图1(b)所示,其计算公式为:其中,USL、LSL分别是质量特性的上、下规格限;μ、σ分别是质量特性的均值和标准差。这里标准偏差σ数值可以通过求直方图S的办法得到(σ≈S)。

生产稳定性分析与固化
通过对某钢厂近期连续生产的热镀锌HC420 LAD+Z钢带,随机抽取了136组数据,经验证数据均符合正态分布。采用Minitab软件进行数据分析处理:“统计→质量工具→能力分析→正态”,其中“子组大小”均设定为1,“规格上限与规格下限”按企业内控指标进行设定,分别计算并分析HC420LAD+Z钢带主要化学成分与力学性能的过程能力指数Cpk值,验证其生产稳定性。
化学成分分析
通过对HC420LAD+Z钢带的性能与组织影响较大的C、Mn、P、Nb等元素冶炼实绩值统计分析,如表3所示。从表3统计结果看,C、Mn、P、Nb等元素的内控合格率达到100%,化学成分波动性小,均严于EN 10346-2015欧标要求,且满足企业内控标准要求。
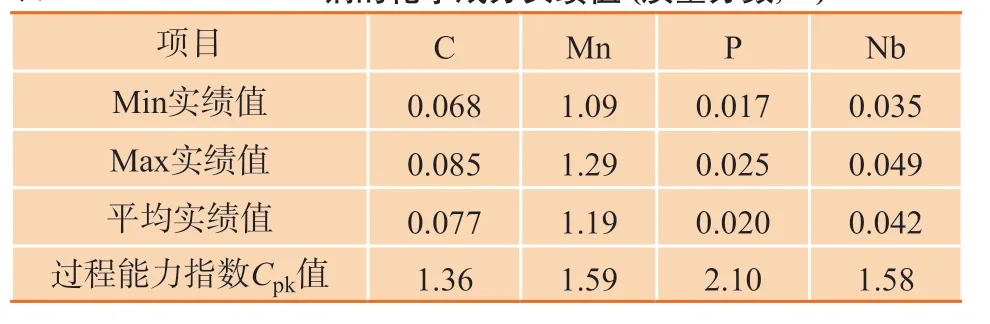
表3 HC420LAD+Z钢的化学成分实绩值(质量分数,%)
通过对HC420LAD+Z钢带的C、Mn、P、Nb等元素进行过程能力分析,如图2所示。从过程能力图的整体分布与Cpk值看,整体冶炼成分波动性小,过程能力指数Cpk值分别为1.36、1.59、2.10、1.58,均大于1.33,说明生产过程能力达到了理想的状态,过程稳定性强,成分的波动直接影响力学性能的稳定性,所以化学成分的稳定性控制是基础。
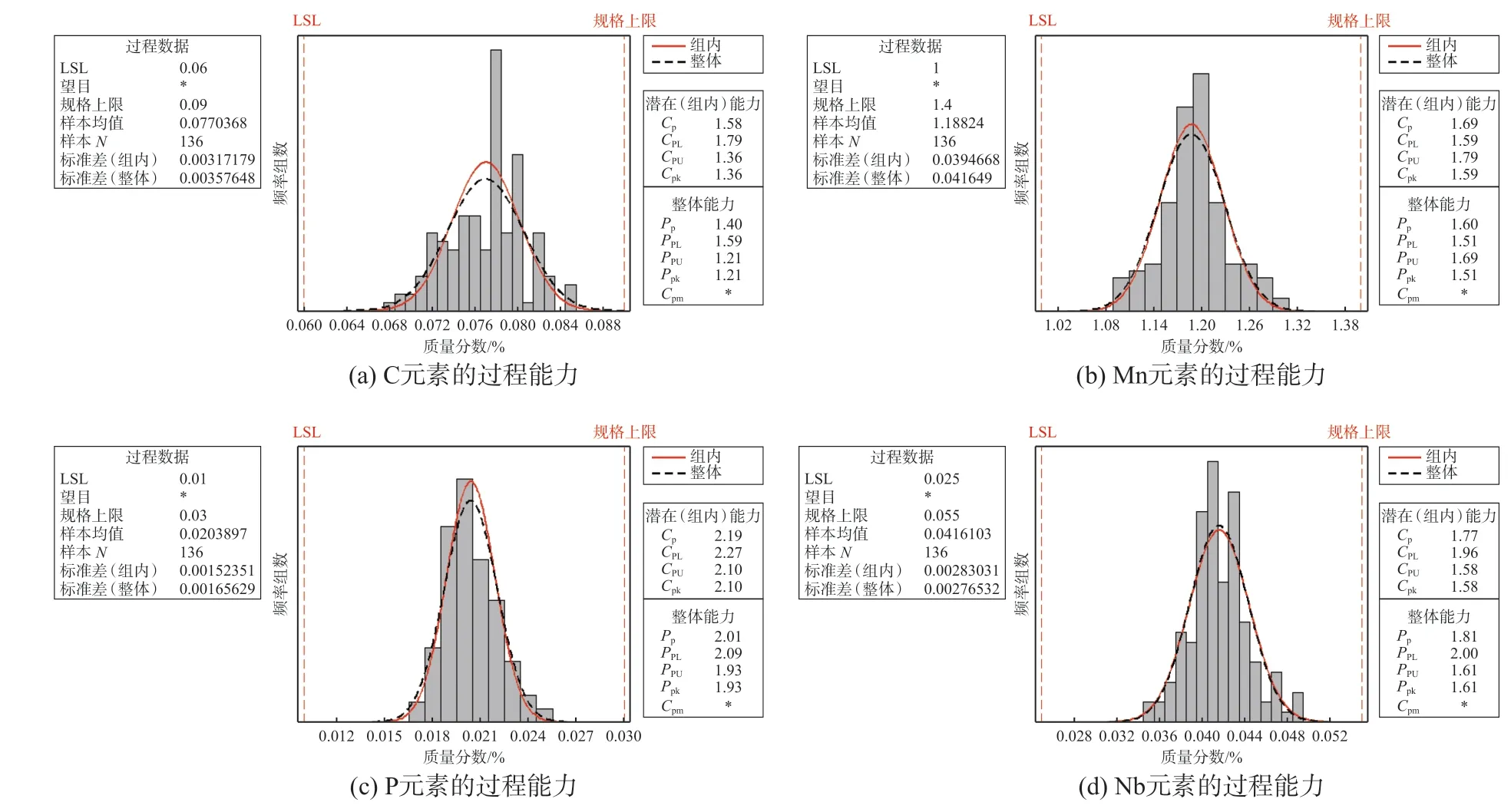
图2 HC420LAD+Z化学成分的过程能力图
力学性能分析
通过对HC420LAD+Z钢带的成品力学性能实绩值统计分析,如表4所示。从统计结果看,屈服强度最小值为432 MPa,最大值为484 MPa,平均值458.5 MPa;抗拉强度最小值为541 MPa,最大值为588 MPa,平均值566.4 MPa;断后伸长率A80最小值为20.5%,最大值为26.0%,平均值为23.3%,均满足企业内控及EN 10346—2015欧标要求,并且相对标准值范围而言,屈服强度偏下限,抗拉强度偏上限,断后伸长率富余量很大,说明此钢带在深加工时冲压性能好,容易加工成型且成型后强度高,可良好地适用汽车主机厂模具冲压成型,并最终实现高强钢轻量化的途径。
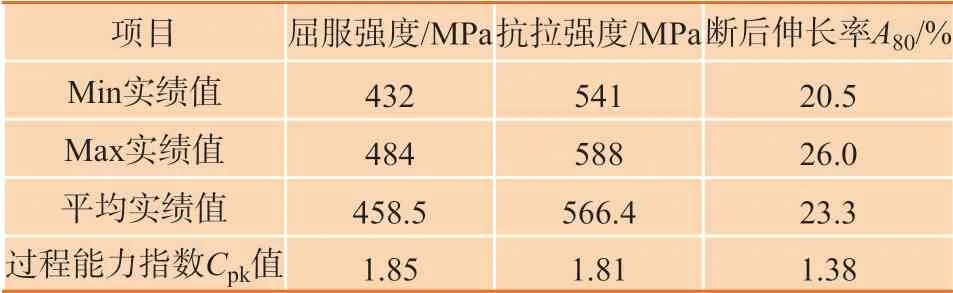
表4 HC420LAD+Z钢的力学性能实绩值
通过对HC420LAD+Z屈服强度、抗拉强度、断后伸长率A80等力学性能进行过程能力分析,如图3所示。从图3的生产过程能力图看,HC420LAD+Z的屈服强度、抗拉强度、断后伸长率A80的内控合格率达到100%,过程能力指数Cpk值分别为1.85、1.81、1.38,均大于1.33,说明生产过程能力达到了理想的状态,关键设备及工艺参数均处于可控的良好状态,过程能力稳定,数据波动小,可更好满足汽车主机厂的加工要求,避免了因性能波动调节冲压模具参数而造成的废品率与生产节奏影响,提高了用户满意度。
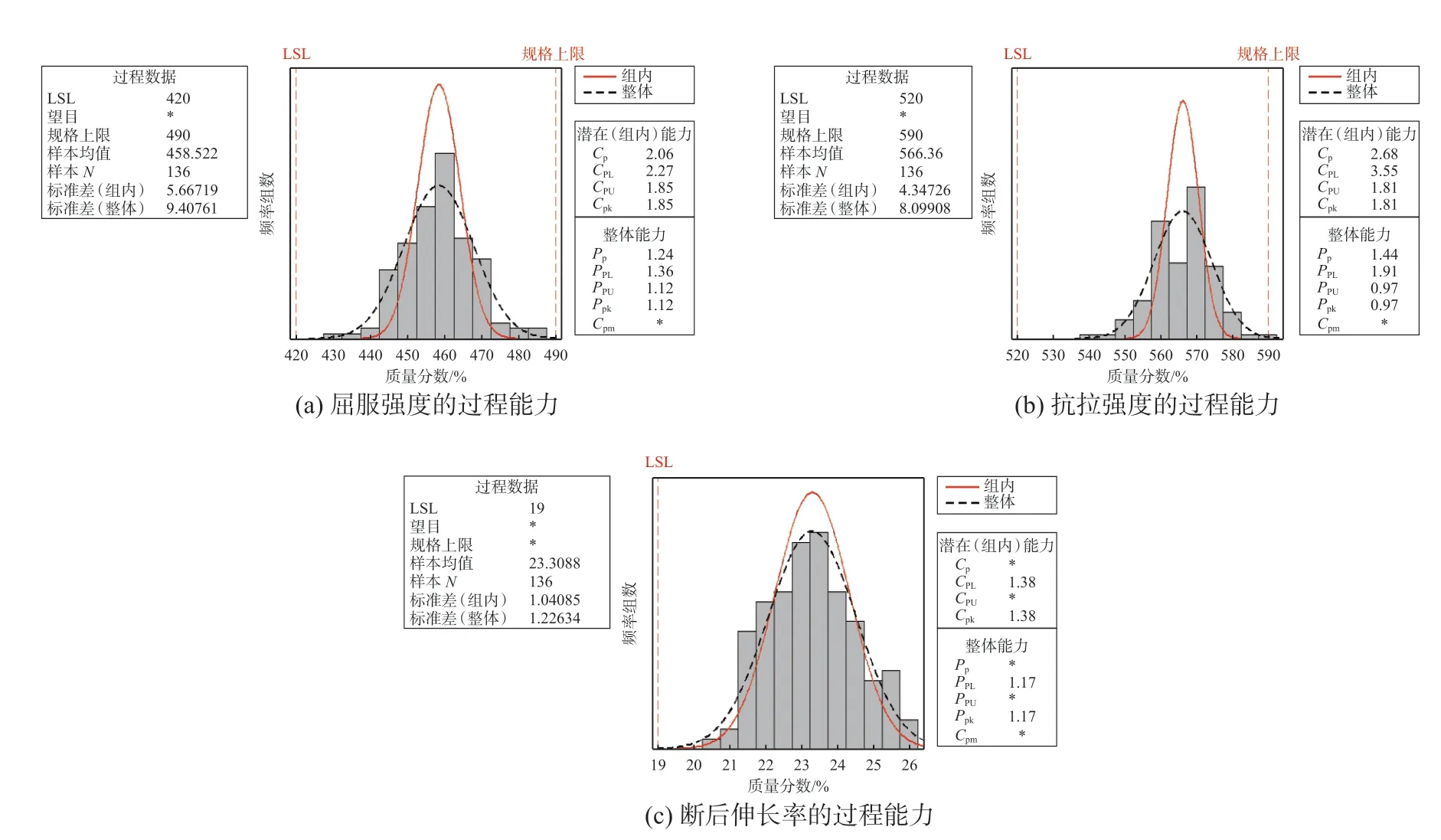
图3 HC420LAD+Z力学性能的过程能力图
关键工艺固化
目前,某钢厂已对HC420LAD+Z的关键过程工艺参数固化,并进行标准化管理控制,如表5所示。

表5 HC420LAD+Z的关键过程工艺参数
结束语
(1)过程能力指数Cpk是反映稳定性表现的有效手段,通过借助六西格玛DMAIC方法,采用精益管理工具,对工业化生产的热镀锌HC420LAD+Z钢带主要化学成分和力学性能进行过程能力分析,对钢厂的生产管理具有指导意义。
(2)通过对某钢厂热镀锌HC420LAD+Z钢带的力学性能统计,其屈服强度、抗拉强度、断后伸长率A80的Cpk值分别达到1.85、1.81、1.38,说明生产过程能力达到了理想状态,可更好满足汽车用钢的要求,提高了用户满意度。
(3)通过对热镀锌HC420LAD+Z钢带的关键工艺参数优化,并实行标准化管理,某钢厂已实现(0.5~2.5) mm×(1000~1850) mm的HC420LAD+Z钢带批量化稳定工业生产,并成功应用于国内外知名汽车厂。
猜你喜欢
汽车实用技术(2022年15期)2022-08-19 02:29:58
模具制造(2022年3期)2022-04-20 09:17:12
山东冶金(2022年1期)2022-04-19 13:40:30
模具制造(2022年1期)2022-02-23 01:13:32
冶金设备(2020年2期)2020-12-28 00:15:34
山东冶金(2018年6期)2019-01-28 08:15:02
山东冶金(2018年6期)2019-01-28 08:14:40
现代工业经济和信息化(2016年5期)2016-05-17 05:35:59
商业文化(2016年36期)2016-03-01 09:28:10
上海金属(2015年3期)2015-11-29 01:10:08
