用于增强太阳能电池效率的熔纺光致发光聚合物光纤
2022-01-07 08:02JakubowskiHeubergerHufenus
国际纺织导报 2021年3期
K. Jakubowski, M. Heuberger, R, Hufenus
瑞士联邦材料科学与技术实验室 先进纤维实验室(瑞士)
光伏(PV)电池效率为10%~47%,为了获得高能量输出,必须使用大面积电池板。此外,光伏电池的输出功率取决于光照强度,而光照强度取决于光照角度,这是正午达到输出功率的峰值需要电网平衡的原因。聚合物光纤(POF)基发光太阳能聚光器(LSC)有望从3个方面解决这些问题。
——通过捕获LSC侧方表面上的光子来收集太阳光,从而尽可能减小PV面板尺寸;
——光色转化,以更好地匹配PV电池的灵敏度;
——调整光接收角,以消除PV电池的正午功率峰值。
POF基LSC利用光致发光的原理,以图1中所示的方式工作,在外部光照过程中提供以更长波长重新发光的能力。
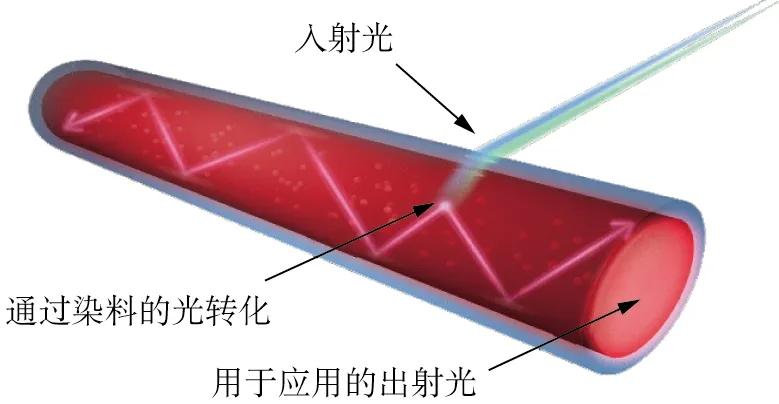
图1 双组分发光POF的工作示意图
前人研究结果表明,利用可扩大生产并且环保的双组分熔融纺丝方法生产合适的光致发光POF的技术是可行的。POF的皮层(即光学覆层)可由折射率(RI)较低的透明聚合物制成,其提供较强的机械性能及合适的光学性能。POF的波导芯层可由掺杂了光致发光染料的高RI透明聚合物组成。外部光(如阳光)从侧面接近此类POF时,被波导芯中的染料吸收,经转换后向各个方向发射,部分传输到光纤尖端。如果将PV电池连接到POF光纤束的末端,则可收集并聚集光。在最佳条件下,单个光纤的收集器面积等于其长度乘以直径(即光纤阴影面积)。双组分熔融纺丝可实现高生产能力的低成本生产。
1 用于太阳光收集的光致发光纤维束的制备
首先,将芯层聚合物(Zeonor1020R,RI 1.53,Zeon欧洲公司,德国)及皮层聚合物(THVP 2030GZ含氟聚合物,RI为1.35,3M瑞士公司,瑞士)颗粒在80 ℃条件下过夜干燥。然后,将发光染料粉末LR305(巴斯夫公司,德国)以0.05%的质量百分比与芯层聚合物在旋转混合器中混合5 h。已有文献报道称,双组分熔融纺丝可在定制的中试设备中完成。
将皮层和芯层的原材料分别送入螺杆直径为14 mm和18 mm的挤出机,升温至熔融温度276 ℃;随后,将它们分别以6和9 cm3/min的流量泵入喷丝板。由于所得纤维的直径较大,需在水浴中进行淬火后牵伸。导丝轮提供的拉伸比为1.1,缠绕速度为148 m/min。所得长丝的芯组分直径为(278±1) μm,总直径为(326±2) μm,如图2a)所示。将切割的纤维捆绑在一起制成纤维束,插入不同长度的聚甲基丙西酸甲酯(PMMA)管,以便在PV增强研究中进行测试,如图2b)所示。所制纤维束长度分别为20、40和80 mm,直径均为5 mm(根据PMMA管的内径确定),因纤维直径为(326±2) μm,故大约200根纤维可插入管中。

图2 熔纺所得双组分纤维
2 用纤维基LSCs增强太阳能电池
充满纤维束的PMMA管通过不透明孔罩连接在PV电池上,该不透明孔罩具有与纤维束横截面匹配的开口,并且置于角旋转台上。测量在暗箱内进行,以阻挡环境光。将装置放置在离氙弧灯3 m处,以模拟阳光的平面波照射情况。PV电池装有可调负载(即可变电阻器),最大功率通过测量电负载变化期间的电流-电压曲线确定。首先在没有纤维束的情况下(但使用了不透明孔罩)对PV电池进行测量。然后调节检测器表面与激发光(角度旋转台)之间的角度(α),在不同α处,对装有纤维束的PV电池进行测量。在此,α=0°表示入射光线平行于测量装置表面,而α=90°表示入射光线垂直于测量装置表面。这种测量模拟了阳光照射时光线与电池表面在晴天出现的不同角度,但没有考虑大气影响(例如光散射),相应结果如图3所示。
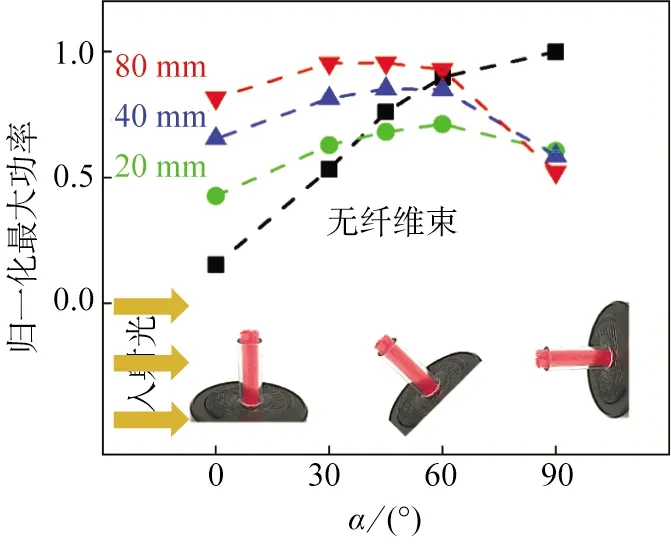
图3 不同长度的LSC纤维束增强的PV电池和无纤维束PV电池的最大功率与光照角度的关系
图3显示了研究对象在每个角度获得的最大功率(以垂直光照下空白电池的测量值为参照进行归一化处理),为使测试结果更直观,图3标出了光照角度。
通过对图3中功率-光照角度曲线下的面积进行积分,可获得电池全天的输出功率。20 mm长的纤维束的收集面积太小,以至于无法提供足够的光聚集,无法克服纤维固有的损耗,因而降低了PV电池的整体性能。40 mm和80 mm纤维束增强的PV电池的日综合性能分别比无纤维的PV电池提高113%和126%。而且,其对太阳位置(光照角度)的依赖性不太明显。
这些结果表明,适当长度的光致发光纤维束可提高PV电池的能量转化率,双组分熔融纺丝制备光致发光纤维不失为一种经济有效的方法。
猜你喜欢
佛山陶瓷(2023年1期)2023-03-22
西部交通科技(2022年2期)2022-04-27
化学工业与工程(2022年1期)2022-03-29
纺织科技进展(2021年4期)2021-07-22
纺织科学研究(2020年4期)2020-04-30
工程塑料应用(2020年4期)2020-04-21
兵工学报(2017年6期)2017-07-10
汽车文摘(2017年4期)2017-04-27
爆炸与冲击(2016年3期)2016-04-18
湖北师范大学学报(自然科学版)(2015年1期)2016-01-10