
双摆五轴机床极轴处理分析
2022-01-07 11:15:36苏庆双欧玉俊
精密制造与自动化 2021年4期
苏庆双 欧玉俊
(中国商飞上海飞机制造有限公司 上海 201306)
1 C轴回转以及重新定位过程
如图1所示,典型型腔零部件结构是一带有20°拔模角度的型腔零件,在进行型腔内部侧面加工时,需要涉及到B轴的正负摆角以及C轴在整个360°范围内的四个典型位置的角度,对于C±200°的机床来说,典型位置的角度为0°、±90°、±180°;而B轴则只有±20°两种情况。
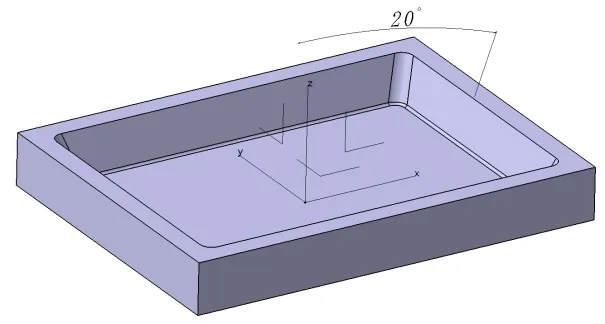
图1 典型拔模型腔零件
在C轴超程处理以及C轴重新定位的过程中,机床会执行一系列类似于宏程序一样的运动,以便C轴可以继续完成后续程序段的切削运动,一般是刀具沿着当前切削点法向矢量退刀所指定的距离(如图 2所示,从P1点运动到P2),之后沿着 Z轴方向运动到所指定的安全平面(图2中从P2点运动到P3点),在所指定的安全平面位置,C轴完成回转、重新定位,B轴完成相应的角度重新定位,之后刀具再沿着 P3→P2→P1→切削点的逆运动继续执行切削运动。

图2 C轴回转、重新定位运动示意图
对于刀轴非垂直于零件表面法向位置的回转,P1→P2则是当前的刀轴方向,回转重新定位之后,P2→P1→切削点的逆运动仍然是刀轴方向,距离|P1P2|则均为沿着刀轴方向的空间距离。
在所指定的安全平面上,C轴完成回转以及重新定位,B轴按照三角函数匹配出相应的摆角,在这个过程中,C轴角度至关重要,C轴的取值可以按照行程范围内的正、负极限位置取值也可以按照C轴靠近 0°位置取值,上述三个位置则涉及到极轴的几种处理模式,在具体工况下,选择特定的处理模式,编制出最好的数控程序。
2 C轴回转、重新定位的几种选择
2.1 C轴角度顺序编译
后置软件则根据CAM软件所生成的APT文件逐行计算C轴角度并生成相应的NC文件,这种编译不会考虑并规避后续程序所出现的C轴超程及其所带来的C轴回转、重新定位问题。
换言之,C轴的下一次摆角会在上一摆角角度下做出继续运算。
2.2 C轴角度优化编译
在这种模式下,后置软件则会分析两个G00快速定位之间的程序段,在程序段的开始位置进行C轴重新定位处理,尽可能减少程序段内的C轴回转。
需要特别指出的是,这种模式下,C轴尽可能规避了机床在加工进给过程中的C轴回转处理,避免了重新切削所带来的接刀问题以及额外的空刀路问题。
C轴在按照这种模式处理的情况下,在算法上需要对CAM软件所生的APT语言进行必要的区域分割、在实际机床运动过程中,除了切削进给之外,其他过渡刀路均是机床自行执行G00运动,因此在2个G00之间进行程序段的分割则是最佳选择,所生成的重新定位运动均在G00过程执行,使得加工程序效率最大化。
因此RAPID指令往往是程序编译分割的标识,如图3所示。

图3 APT语言分割标识
2.3 C轴优先原则(B或A轴单向原则)
C轴优先原则则是在特殊机床结构下,B轴(或者A轴)只能单向旋转(多数情况下也可以小角度反方向旋转),反向大角度旋转,主轴尾部区域产生干涉,这种情况下,则需要对C轴摆角进行干预控制进而限制B轴(或者A轴)只单向摆角,即只有两种形式,即只选择C轴正向或者只选择C轴负向,在C轴选择不同的情况下,B轴(或者A轴)则正好匹配出相反的角度,最典型的例子则是偏心双摆头五轴,如图4所示。

图4 偏心双摆五轴及其切削
2.4 人为强行定位干预策略
利用 ISO4343的后处理代码 ROTATE或者MOVETO指令,在程序内加上一定预旋转角度,预旋转角度则会后续C轴角度值,进而消除或者减少切削过程中的C轴回转。
这种情况下,对编程人员有着比较高的要求,需要对机床运动模式等有着清晰的认知。
3 典型型腔零部件分析
如之前所述,机床C轴行程为±200°,B轴行程为±110°,所选择的典型零件的编程选择顺铣加工,其刀路如下(红色为G00运动、黄色为进刀运动、绿色为切削加工运动、蓝色为退刀运动),内侧面分别为侧面1至侧面4,进刀位置位于侧面1的中间位置,退刀位置亦为侧面1的中间位置,如图5所示。

图5 刀路示意图
3.1 C轴顺序编译处理
在进行APT语言处理时,在C轴顺序编译模式下,所生成的角度如表1所示。位置3与位置4之间的C轴超程回转位置则位于3与侧面4拐角位置,如图6所示。

表1 C轴顺序编译模式下生成的角度表

图6 回转位置示意图
经处理后,所生成的程序段如图7所示。

图7 回转程序段
经上面的处理分析可知,从侧面3到侧面4切削的过程中,C轴理论上将从180°运动到270°,由于机床 C轴行程只有±200°,因此,在C顺序处理模式下,从侧面3到侧面4切削的过程中将产生C轴的回转及重新定位,且整个程序则产生一次C轴回转。
3.2 C轴角度优化编译处理
这种模式下,程序员需要对编程过程进行必要的细节处理,在程序段的初始以及结束为止加上或者设置必要的 G00运动(或者插入必要的 RAPID后处理语言),在具有多个程序段区域(以 RAPID为分割区域标识),在一个程序段结束后,后处理会进行下一个程序段C轴摆角的判断,并预先对C轴进行必要的处理以便下一程序段C轴回转数量的最小化。
经处理后,所生成的角度如表2所示。
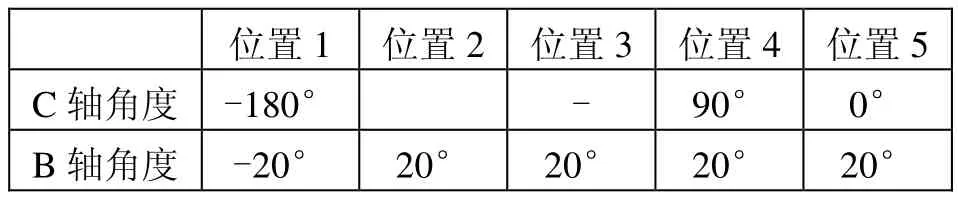
表2 C轴、B轴位置角度表
所生成的程序段如图8所示。


图8 C轴优化处理的NC代码
上述两种模式下,C轴角度优化编译处理直接消除了整个切削过程的C轴超程处理,显然第二种程序优于第一种程序。
同时在这种处理模式下,可以对C轴进行必要的预旋转处理或者靠近C0°位置处理。
靠近C0°位置处理则代表每一次C轴回转,C轴重新定位所选择的角度值优先选择靠近 0°位置的角度值。预旋转NC代码如图9所示。

图9 预旋转NC代码
3.3 C轴优先原则(B或A轴单向原则)
在这种情况下,所生成的NC代码里面,B轴代码则只有一个正值,在B值锁定的情况下去匹配计算C值,但是这种情况下,是否产生回转则至于C轴匹配出的角度值是否超程有关,B轴只允许正向旋转情况下,所生成的NC代码如图10所示。
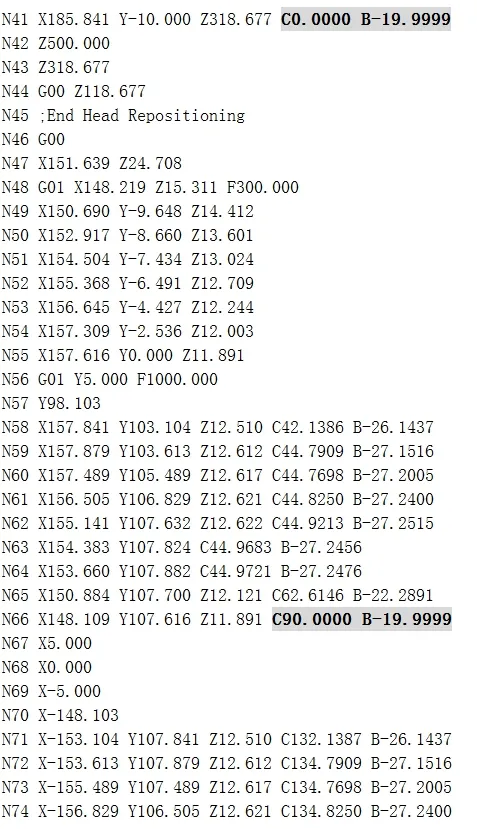

图10 C轴优先策略(B轴正向策略)
B轴只允许负向旋转情况下,所生成的NC代码如图11所示。


图11 C轴优先策略(B轴负向策略)
3.4 人为强行定位干预策略
ISO4343标准定义了诸多后处理指令功能代码,利用这些代码的输出可以对机床做出比较精细、准确的控制,在五轴编程领域得到了越来越多的应用。
如前面所述,在一个程序段内(RAPID代码标识)加入ROTATE,则可以让机床在切削运动开始之前预旋转一定的角度,这个预旋转角度值则影响后续C轴的角度取值。ROTATE指令代码为模态代码,其指令格式为 ROTATE/CAXIS,Angel,其中Angel为旋转角度数值,关闭ROTATE指令的代码格式则为 ROTATE/OFF,需要特别说明的是,ROTATE指令生效必须在刀轴为(0,0,1)时才可以。
以CATIA CAM模块为例,在进退刀通过添加相关ROTATE指令即可。所生成的NC代码如图12所示。

图12 ROTATE指令干预后的代码
而未利用ROTATE指令人工干预所生成的NC代码如图13所示(顺序编译)。


图13 未使用ROTATE指令干预的代码
由上面的两种代码可知,利用ROTATE指令可以干预NC代码的生成形式,进而影响C轴的取值。因此,在一些情况下,亦可以利用上述方式对五轴切削运动进行有效的控制。
上面几种模式均是基于C轴超程的策略,C轴产生回转、重新定位的另一种状况则是相邻插补点刀轴摆动过大,在精加工切削时,摆动过大会在零件表面产生切削凹痕影响零件质量。因此在切削刀路中,如果产生摆动过大情况,机床仍将按照图 2所示运动形式在安全平面上进行重新定位,进而继续加工,在靠近工件的过程中,机床执行的是进刀进给值。
4 结语
针对双摆头五轴机床的运动,通过实例分析多种运动处理模式,对五轴机床在多种工况的切削代码选择有了更加清晰直观的认知,可以更好地理解双摆五轴机床技术,通过选择合适的数据处理,使得数控程序可以更好的得到控制,对于提高加工效率与产品质量有着重要的意义。
猜你喜欢
科普童话·神秘大侦探(2023年1期)2023-05-30 12:48:10
电动工具(2022年2期)2022-05-18 08:40:38
组合机床与自动化加工技术(2019年11期)2019-11-27 06:13:52
测控技术(2018年5期)2018-12-09 09:04:26
电子测试(2018年18期)2018-11-14 02:30:34
动漫星空(2018年11期)2018-10-26 02:24:02
动漫星空(2018年2期)2018-10-26 02:11:00
动漫星空(2018年9期)2018-10-26 01:16:48
动漫星空(2018年5期)2018-10-26 01:15:02
组合机床与自动化加工技术(2018年9期)2018-10-09 07:19:46
