全自动化学抛光机系统设计
2022-01-06 07:33薛书亮赵永进王文丽
电子工业专用设备 2021年6期
薛书亮,张 博,赵永进,王文丽,潘 峰,陈 威
( 中国电子科技集团公司第四十五研究所, 北京 100176)
碲锌镉(Cadmium Zinc Telluride,CdZnTe,CZT)是一种宽禁带化合物半导体材料,具有优异的光电特性,作为优选的外延衬底材料,用于制备高性能HgCdTe 红外器件[1]。化学抛光工艺是CZT 衬底制备过程中的最后一步。CZT 衬底制备直接关乎到后续外延工艺的效果[2]。目前,用于碲锌镉衬底制备的化学抛光设备均为手动设备,人工干预较多,难以保证产品品质一致性,生产效率较低。因此,研制全自动化学抛光设备尤为必要。
1 CZT 晶片化学抛光工艺
CZT 晶片是用于外延碲镉汞的重要衬底材料,因此在外延工艺前,获取满足粗糙度与TTV指标以及无损伤层的衬底尤为重要[3]。
化学抛光工艺中最为重要的是抛光工艺,其应用化学腐蚀原理,通过抛光液腐蚀晶片表面,同时抛光盘旋转与晶片表面相对物理摩擦,去除晶片表面机械损伤层及隐形缺陷。化学抛光原理示意图如图1 所示。

图1 化学抛光原理示意图
在化学抛光工艺中,除化学腐蚀抛光工艺外,仍需具备如下3 道工艺:
(1)抛光前清洗:通过试剂清洗晶片表面,润湿晶片;
(2)抛光后清洗:通过不同试剂先后清洗,去除腐蚀后晶片表面残留抛光液及杂质;
(3)吹干:通过氮气吹干方式,干燥抛光清洗后的晶片,使其表面无残留清洗试剂。
之前,完整的化学抛光工艺基本使用手动机台,需要人工操作的流程较多,对操作人员的要求较高,工艺效果及重复性无法保证。因此,需要设计一套全自动化学抛光设备。
2 全自动化学抛光机工艺流程及功能设计
化学抛光工艺基本流程如图2 所示。

图2 化学抛光工艺
为了满足工艺需求,全自动化学抛光机需具备自动上料、抛光前清洗、抛光、抛光后清洗、清洗后吹干、自动下料以及溶液供给、废液排放等辅助功能模块。设备主要功能实现如图3 所示。

图3 全自动化学抛光机主要功能模块
(1)自动上料模块:具备Z 向模组,可进行上料片盒Z 向移动,以及对片盒中晶片进行扫描;
(2)X-θ 传输模块:将晶片从上料片盒传送至抛光前清洗工位;
(3)抛光前清洗模块:通过控制溶液供给,对晶片进行抛光前清洗;
(4)Robot1 传输模块:将通过抛光前清洗后的晶片传递至旋转的抛光台上,抛光模块:旋转的抛光台对晶片进行化学腐蚀抛光;
(5)Robot2 传输模块:将抛光后的晶片传递至抛光后清洗工位中;
(6)抛光后清洗模块:通过控制溶液供给,对晶片进行抛光后清洗;
(7)氮气吹干模块:通过对氮气控制,对晶片进行干燥;
(8)X-Y-θ 传输模块:进行晶片从抛光后清洗模块到氮气吹干模块的传输,以及从氮气吹干模块到自动下料模块的传输;
(9)自动下料模块:具备Z 向模组,可进行下料片盒Z 向移动,以及对片盒中晶片进行扫描。根据以上各主要功能模块,进行整体布局设计,如图4 所示。

图4 设备整体布局
3 全自动化学抛光机控制系统设计
全自动化学抛光机的控制系统设计分为硬件设计与软件设计,通过对控制系统设计,实现全自动抛光的流程控制。
3.1 控制系统硬件设计
化学抛光机的控制系统采用PLC+HMI+机器人控制器的总体架构,如图5 所示。HMI 进行控制系统的人机交互;Robot 系统实现机器人运动;PLC 系统实现逻辑控制,单轴或多轴运动控制,以及系统之间的通讯控制等。

图5 全自动化学抛光机控制系统架构
PLC 系统采用EtherCAT 总线方式进行运动控制,利用高速背板总线进行DI/DO、AI/AO、串口通讯控制。
PLC 系统与 Robot 系统之间、PLC 系统与HMI 系统之间通过EtherNet/IP 协议进行通讯,方便数据的传递。控制系统框图如图6 所示。
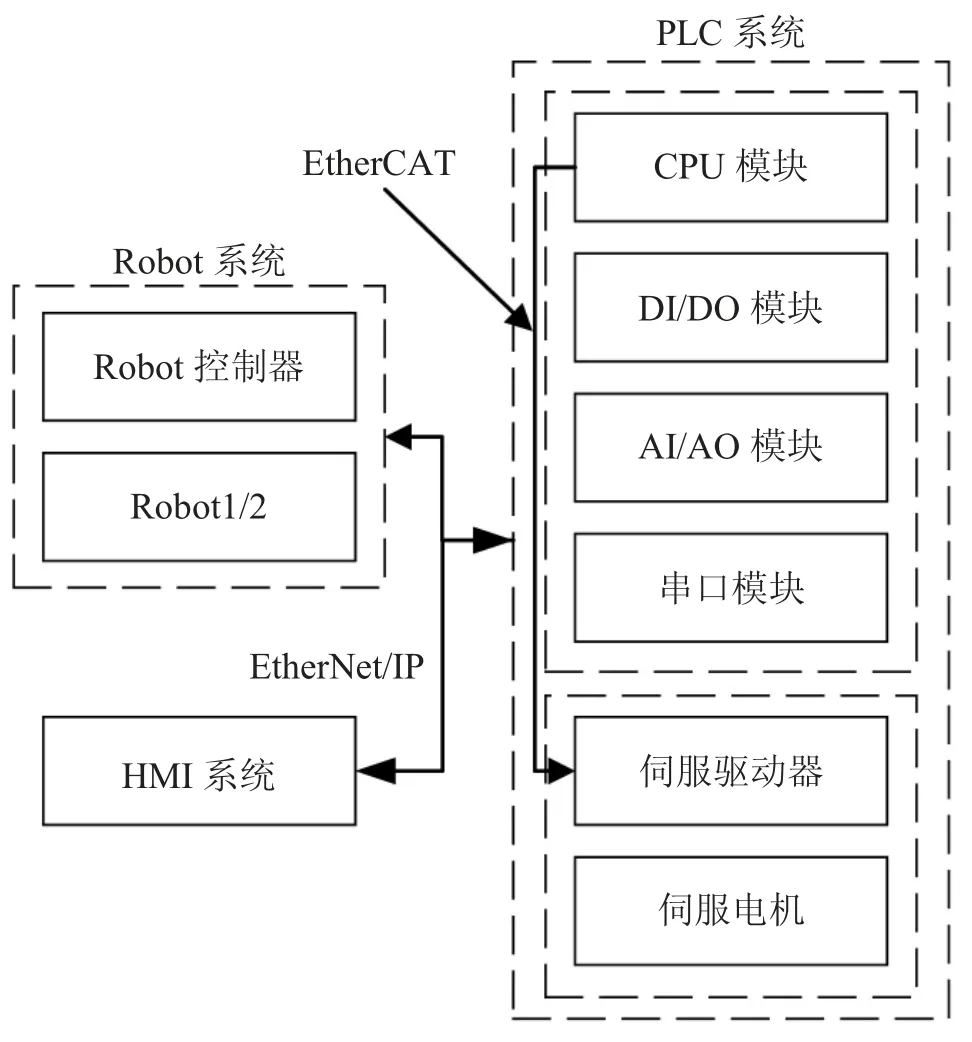
图6 控制系统框图
3.2 化学抛光机控制系统软件设计
化学抛光机控制系统软件编程系统采用PLC编程、触摸屏编程,以及机器人编程相结合的方式。主控系统应用LAD、ST 语言进行PLC 编程实现;人机交互采用HMI 组态方式编程实现;机器人控制采用V+ 语言编程实现。整体软件架构如图7 所示。通过将各程序模块有效结合,实现全自动抛光流程控制,自动抛光流程如图8 所示。

图7 全自动化学抛光机程序架构

图8 全自动化学抛光控制流程
4 结束语
通过对CZT 晶片化学抛光工艺简要分析,介绍了一种全自动化学抛光设备的工艺实现及整体功能布局设计,同时从硬件设计及软件设计两方面对整机控制系统进行了说明。全自动化学抛光设备满足了工艺需求,提高了生产效率,减少了人员干预,保证了产品质量的一致性和良率。
猜你喜欢
中国交通信息化(2021年1期)2021-06-11
测控技术(2018年8期)2018-11-25
摄影之友(影像视觉)(2017年8期)2017-11-27
中国科技信息(2016年6期)2016-08-31
当代化工研究(2016年5期)2016-03-20
电子世界(2016年22期)2016-03-12
超硬材料工程(2016年1期)2016-02-28
中国科技信息(2015年24期)2015-11-07
中国科技信息(2015年23期)2015-11-07
天然气勘探与开发(2015年1期)2015-02-28