
双相不锈钢化学品船压载水舱涂装工艺
2022-01-05 14:11:08赵云涛芮健灵
造船技术 2021年6期
赵云涛, 芮健灵
(沪东中华造船(集团)有限公司,上海 200129)
0 引 言
化学品船是建造或改装用于运载各种有毒、易燃、易挥发或有腐蚀性化学物资的货船。为防止化学液体外漏,液体化学品船多为双层底和双重舷侧,货舱设有分隔并装有专用的货泵和管系。货舱内壁和管系采用不锈钢或抗腐蚀涂料[1]。
普通碳钢施加特殊涂层的化学品船液货舱,其优势是造价低,缺点是货物装载受限于涂层适用装载清单,且涂层在营运中容易损坏,后期维护费用较高。整体式不锈钢化学品船液货舱则相反,建造时的成本较高,但对装载货物的限制较少,且后期维护费用较低[2]。
普遍应用于液体化学品船液货舱舱壁的不锈钢材料为2205双相不锈钢,由21.0%的铬、2.5%的钼及4.5%的镍氮合金构成,具有高强度的冲击韧性和良好的整体与局部抗应力腐蚀能力。
38 000 DWT化学品船是双底双壳的液货舱化学品船,液货接触面采用2205双相不锈钢材料。
1 双相不锈钢在液货舱区域的应用分布
化学品液货船货舱区域主要分布液货舱、液货舱之间的隔离空舱及双层底和舷侧的压载水舱等。具体的舱室分布如图1所示。

图1 液货舱区域布置
液货舱的边界全部由2205双相不锈钢构成,双相不锈钢接触液货的一面可直接接触化学品,因此不需要施加涂层进行保护;而分布于液货舱周围的压载水舱则由碳钢和2205双相不锈钢共同构成,且接触海水或海洋大气,因此需要对压载水舱的双相不锈钢钢板进行表面处理和施加适当的涂层,以保护不锈钢材料。
2 压载水舱表面处理及涂装工艺要求
根据建造要求,双相不锈钢表面处理不同于碳钢,须使用特定磨料。碳钢表面处理使用的磨料为钢丸,材质与碳钢相近;而不锈钢则须使用非金属磨料进行表面处理,且须避免碳钢材质对双相不锈钢的污染。该船选用在非金属磨料中硬度较大的棕刚玉磨料[3]。
压载水舱碳钢表面使用钢丸磨料喷砂至Sa 2.5级标准,根据保护涂层性能标准(Performance Standard of Protective Coatings,PSPS)规定,其粗糙度须满足30~75 μm的要求[4];压载水舱的双相不锈钢表面使用棕刚玉磨料喷砂,根据建造规格书,须达到典型粗糙度值为50 μm、局部不低于40 μm的要求。含有双相不锈钢的压载水舱表面涂装要求如表1所示。
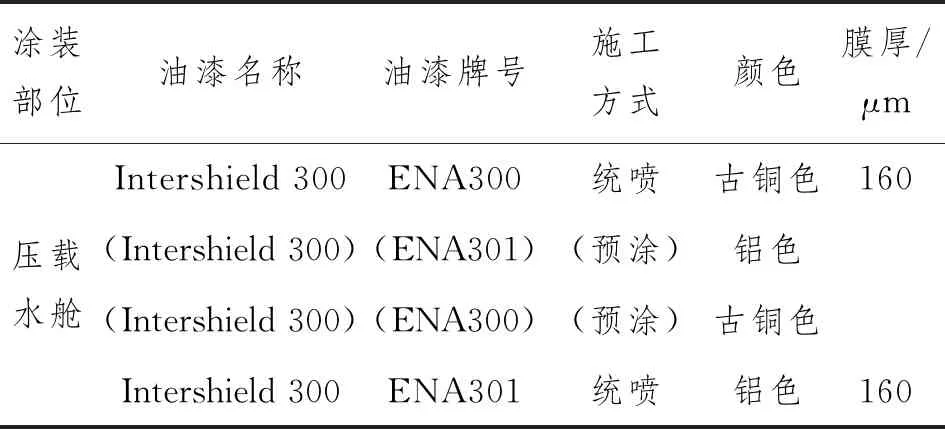
表1 含有双相不锈钢的压载水舱表面涂装要求
3 压载水舱分段表面处理和涂装施工
3.1 分段表面处理
舷侧及双层底压载水舱分段由碳钢和双相不锈钢构成[5],整个分段双相不锈钢占比不大,但双相不锈钢必须使用非金属磨料进行喷砂处理[6],因此可与碳钢分开进行表面处理。
该船的中舷侧和双层底分段使用两级遮盖法进行表面处理。两级遮盖法指针对同一舱室部位,根据其构成材质的差别,分2次进行表面处理,并在第一次表面处理前对第二次需要处理的区域及其周边区域采取遮盖保护措施,不仅可满足表面处理质量的技术和规范要求,而且可缩短建造周期、节约建造成本。具体方法为:碳钢材质区域使用钢砂进行冲砂处理,不锈钢区域及相邻1.0 m内碳钢材质区域采取措施遮盖保护;在碳钢区域表面处理清洁报验后,对不锈钢区域及相邻1.0 m碳钢材质区域使用非金属磨料进行冲砂处理,为保证表面清洁质量,其余碳钢区域再用非金属磨料进行扫砂处理。表面处理流程如图2所示。
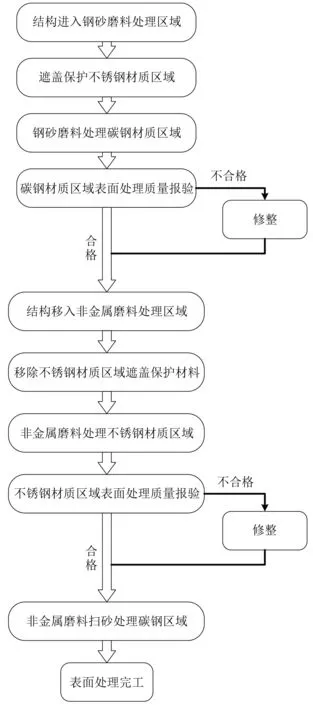
图2 表面处理流程
分段双相不锈钢区域遮盖保护如图3所示,分界线以上为不锈钢区域,其余部分为碳钢区域。在对碳钢区域进行喷砂处理前,使用塑料布覆盖不锈钢部位,再用胶合板和木块压紧塑料布,以保护双相不锈钢材质。

图3 压载水舱不锈钢区域遮盖保护示例
3.2 分段涂装施工
Intershield 300是一种浅色、耐磨且含有9%铝粉的纯环氧涂料,具有较好的长期防锈保护和低温施工性能,可直接施加于经机械处理的车间底漆或经适当表面处理的裸露钢板上。该油漆由基料和固化剂组成,基料和固化剂分装在2个容器中,成组供应;基料含有铝粉,因此在使用前须采用动力搅拌器进行搅拌,使其成分均匀分布;再加入固化剂,并采用动力搅拌器彻底搅拌均匀。
喷涂该涂料须选用0.66~0.79 mm的喷嘴,采用无气喷涂方式进行施工,且喷嘴处的输出流体总压力不低于211 kg/cm2。在施工过程中通过控制喷枪移动速度及实时湿膜厚度,使其在干燥后可达到规定的干膜厚度。
对于喷涂难以达到规定膜厚的区域,如焊缝、自由边、球扁钢等,须进行预涂施工,应采用刷涂方式进行。
4 压载水舱合龙后的表面处理及涂装施工
4.1 合龙后的表面处理
根据IMO MSC.215(82)要求,合龙后的表面处理如下:
(1)合龙焊缝:使用动力工具打磨至St 3级(相当于Sa 2级)标准;若有条件,则使用冲砂方式处理至Sa 2.5级标准。
(2)其他涂层破损:①破损占总舱面积2%以下,使用动力工具打磨至St 3级标准;②连续破损面积超25 m2或破损占总舱面积2%以上,须使用冲砂方式处理至Sa 2.5级标准。

合龙后的表面处理工具包括磨料和动力工具。碳钢可使用金属磨料和非金属磨料;双相不锈钢使用非金属磨料。碳钢可使用金属盘、钢丝刷等常规打磨处理工具;双相不锈钢使用非金属沙盘。
合龙后的表面处理须将碳钢区域与双相不锈钢区域分开进行施工。碳钢区域按照船厂的惯例进行施工。双相不锈钢区域若需要进行冲砂处理,则磨料必须采用非金属磨料;若需要进行打磨处理,则打磨工具必须为不锈钢专用打磨工具,不可与用于碳钢的打磨工具混用。
4.2 合龙后的涂装施工
压载水舱合龙后的涂装施工,针对合龙焊缝和其他由于机械损伤、火工及热作业造成破坏的区域,通过适当的处理方式进行涂层修补。其施工要点如下:
(1)涂层的破损区域或焊缝处,用打磨机去除锈蚀及老化失效的油漆,若有需要则用真空冲砂枪或小砂枪进行表面处理。
(2)新老涂层搭接区域须用砂纸或沙盘磨出坡度,保证新老涂层的结合力。
(3)用纸胶带标识需要修补的区域,减少涂层过喷,如图4所示。
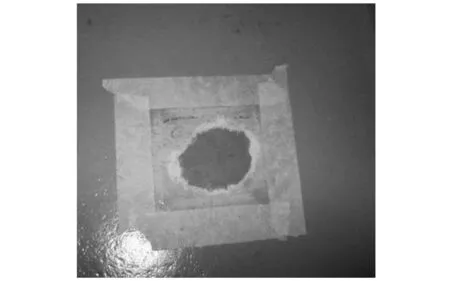
图4 纸胶带标识示例
5 结 论
(1)根据压载水舱各区域材质不同,所制订的涂装工艺在技术方面和经济方面较为合理。
(2)涉及压载水舱的分段只对不锈钢区域进行非金属磨料处理,碳钢区域仍使用传统喷砂方法,有效减少非金属磨料的用量,降低建造成本。
(3)针对不同区域使用相应的涂装工艺,可有效提高表面处理效率,缩短施工周期,节约施工成本。
(4)非金属磨料在使用过程中会产生大量粉尘,减少非金属磨料的使用可有效改善施工作业环境。
猜你喜欢
黑龙江科学(2024年4期)2024-03-05 04:47:08
中国舰船研究(2021年4期)2021-08-31 00:46:04
中学生数理化·八年级物理人教版(2020年5期)2020-10-29 07:34:51
设备管理与维修(2019年21期)2020-01-06 06:27:02
船舶标准化工程师(2019年4期)2019-07-24 07:21:20
民用飞机设计与研究(2019年4期)2019-05-21 07:21:30
科技视界(2019年3期)2019-04-20 02:23:20
材料科学与工程学报(2016年2期)2017-01-15 13:34:35
焊接(2015年5期)2015-07-18 11:03:40
筑路机械与施工机械化(2014年7期)2014-03-01 03:00:49
