城市轨道交通焊轨基地集约性工艺设计分析
2021-12-30 07:39:06王晓闯
山西建筑 2021年1期
王 晓 闯
(中国铁路设计集团有限公司,天津 300142)
1 概述
2011年深圳轨道交通线网已运营线路约178.6 km;三期工程建设后,2020年深圳市将形成约421.8 km的轨道交通线网;四期工程建设后,2022年深圳市将形成约为657.4 km的轨道交通线网;2035年深圳市线网总长可达到1 335 km。深圳城市轨道交通自2004年建成投入运营至今,线路陆续进入大修换轨期[1],随着线网规模的不断扩大,大修换轨工作量将会持续不断的增长。表1为深圳市轨道大修钢轨需求预测表。
2 现状分析
深圳地铁线路与国有铁路线路未连通,钢轨无法直接通过铁路运输至地铁线路,仅能采用公路运输转运方式;而过长的钢轨不方便进行公路运输,因此现已运营地铁线路换轨使用的25 m标准钢轨采用汽车运输[2],并存放在车辆基地的材料堆场内。根据换轨作业需求,将25 m钢轨吊装至轨道平车,运输至换轨施工现场,并采用人工方式将钢轨从轨道平车卸至轨道侧边。

表1 深圳市轨道交通大修钢轨需求预测表
焊轨前,首先需要对焊接的钢轨进行检查,然后利用手持移动工具对钢轨端部进行除锈打磨,再通过简单工具将钢轨移动、焊接对位,采用铝热焊作业方式现场将25 m钢轨焊接成所需要的长钢轨,焊接完成后使用手持移动工具对焊缝进行打磨处理。这种作业方式劳动强度大、生产效率低、工作环境恶劣、焊缝质量差,且占用线路维修时间长。
而现有线路仍以铝热焊方式进行现场焊接成长轨为主要作业方式,导致铝热焊接头数量逐年增多[3]。由于铝热焊接接头为铸造组织,其强度低,极限强度只有钢轨母材的70%,疲劳强度只有母材45%~60%,从而导致铝热焊接头强度较低,风险较大,线路存在一定的危险性。为了保证铝热焊接接头的安全,需要定期进行焊缝探伤[4],探伤工作量大。
目前,国内地铁还是采用传统的铁利用移动式闪光焊机、移动式正火车在车辆段、停车场、正线等位置搭建临时焊轨基地,焊接完成的钢轨使用改装的平板车运送到换轨现场[5],还没有形成国铁那样的现代化、集成化、高效化的永久性焊轨基地,当前各城市临时焊轨基地无法满足城市轨道交通后期大规模的换轨需求,也无法保证焊接质量。建设永久性的焊轨基进行线路大修100 m轨的供给[6],可解决地铁线网建设及维修对长钢轨的需求,提高线网内大修换轨能力、保证钢轨接头焊接质量、保障地铁建设的发展,具有良好的社会、经济效益。
3 焊轨基地设计原则及功能定位
3.1 设计原则
1)焊轨基地的布置应充分利用土地资源,集约用地。
2)焊轨基地是将25 m短轨焊接成100 m长钢轨,应布置紧凑,符合工艺流程,各车间生产密切配合,便于生产管理。
3)工艺流程采用模块化布置,按不同功能区域划分出一系列功能模块。各模块相对独立,具有互换性,功能模块接口部位的形式、尺寸、参数标准化。
4)焊轨基地应集约利用土地,满足焊轨生产工艺要求的同时保证短轨、长轨的存放量最大。
5)焊轨基地短轨存放场地必须具有短轨堆存、吊运、输送、配轨的能力。
6)焊轨基地的焊轨生产线必须具有焊前检查调直、接头焊接、粗铣、正火、时效处理、精调、精铣、探伤的能力。
7)焊轨基地长轨堆存场地必须具有成品长轨吊运、堆存的能力。
3.2 功能定位
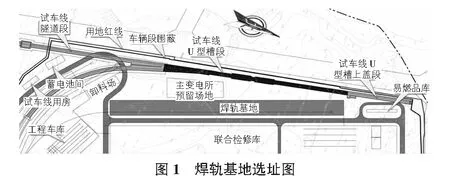
焊轨基地功能定位为深圳轨道交通线网临修供轨、既有线路更新改造供轨、线路大修供轨的焊轨车间。焊轨基地主要由短轨存放场地、焊轨流水线、长轨堆存场地、辅助生产设施组成,工艺流程满足长轨焊接质量、效率的要求。焊轨基地选址设置于14号线车辆基地西侧地块,物业开发上盖下部,沿南北方向布置,其东侧为联合检修库,西侧为试车线,南侧为车辆段卸料场。焊轨基地长约348.6 m,宽约21.5 m,占地总面积约为7 495 m2,如图1所示。
4 焊轨基地工艺方案设计
4.1 钢轨焊接工序要求
短钢轨从钢厂运至焊轨基地,到长钢轨成品运输出焊轨基地,主要经过以下工序:
短轨运输卸车→短轨存放→短轨运轨→短轨上轨→焊前检查→焊前调直(如有需要)→锯轨(如有需要)→焊前除锈→配轨存轨→钢轨上焊接线→钢轨焊接→焊后粗铣→正火热处理→时效处理→钢轨矫直→钢轨精铣→探伤及检测→成品存放→装车[7],见图2。

上述工序按功能模块划分,可分为短轨卸轨及存放模块、上轨模块、焊前处理模块、配轨存轨模块、热工艺生产模块、时效模块、冷工艺生产模块、长轨存放吊装模块[8]。
根据铁路行业标准要求,焊轨基地固定式钢轨闪光焊接应采用自然时效处理,因此焊轨基地应设置时效处理台。
4.2 钢轨焊接工艺方案
为了满足短轨和长轨的运输问题,该焊轨基地内需考虑设置专用的长轨运输通道和短轨运输通道,以实现汽车和机车的运输分离,作业互不干扰。另该焊轨基地用地条件有限,长度349 m,宽度21.5 m,需要最大限度利用土地。
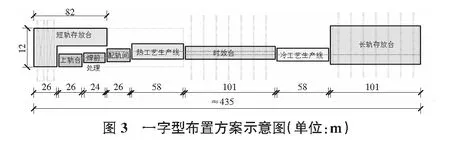
此前国内500 m钢轨焊轨基地生产流水线一般采用一字型布置。按现有要求将25 m短钢轨焊接成100 m长钢轨,增加时效处理,需要场地长约为435 m,宽约12 m,如图3所示。显然435 m的长度不满足用地条件,因此需要寻求新型的工艺布局方式。这种情况下可尝试U型和N型两种方案[9]。
4.2.1U型布置方案
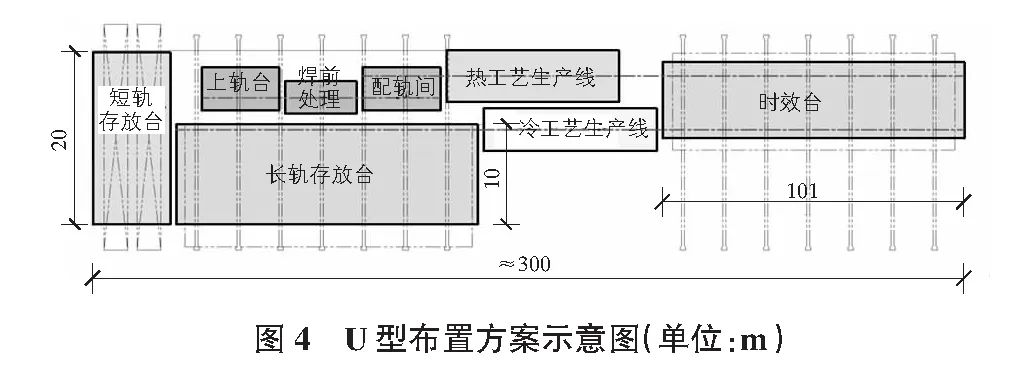
U型布置即流水线在时效处理后反向,该布置把热工艺和冷工艺生产线分开,热工艺生产线设备故障时,冷工艺生产线仍能继续生产;该方案布局紧凑,土地利用率较高,但是其宽度空间要求较一字型方案大,最小占地长度约300 m,宽度约20 m。在宽度受限制情况下,短轨、长轨存放量小,时效台宽度方向空间浪费较大,且时效台、成品存放台需要配置2套群吊系统;最大缺点是长轨存放台侧部设置长轨运输通道时宽度不满足用地要求,短轨吊卸起重机[10](双梁桥式起重机)与长轨群吊出现干涉,且短轨吊卸起重机(双梁桥式起重机)无法进入热、冷工艺生产线,其布置示意图如图4所示。
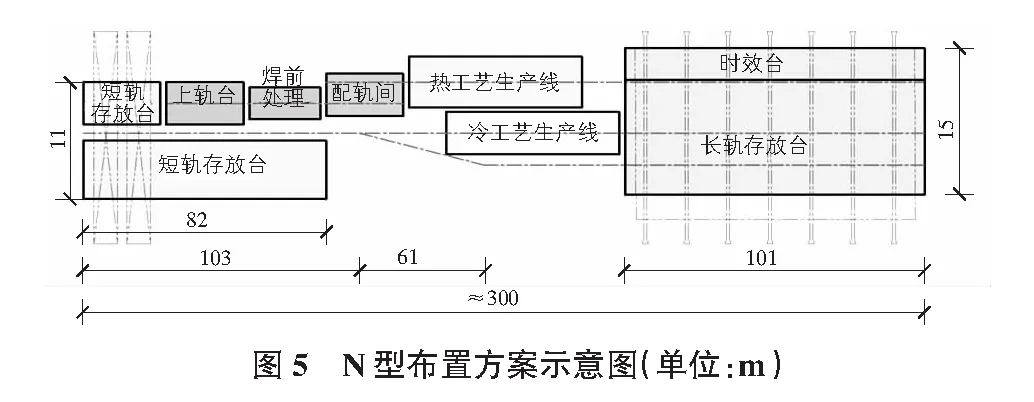
4.2.2N型布置方案
N型工艺布置其布置示意图如图5所示,N型工艺是将U型方案冷工艺生产线加工完成的长轨又返回到时效台,将时效台与长轨存放区合并;该方案基建投资小,布局紧凑,土地集约利用率高,短轨、长轨存放量较U型方案高,最小占地长度约300 m,宽度约15 m;在宽度受限制情况下,短轨、长轨存放量略小。该方案有130 m以上的无效走行,并需要另设置拨轨装置;在生产与装车同时进行时,群吊能力略显不足。
4.2.3工艺方案比较
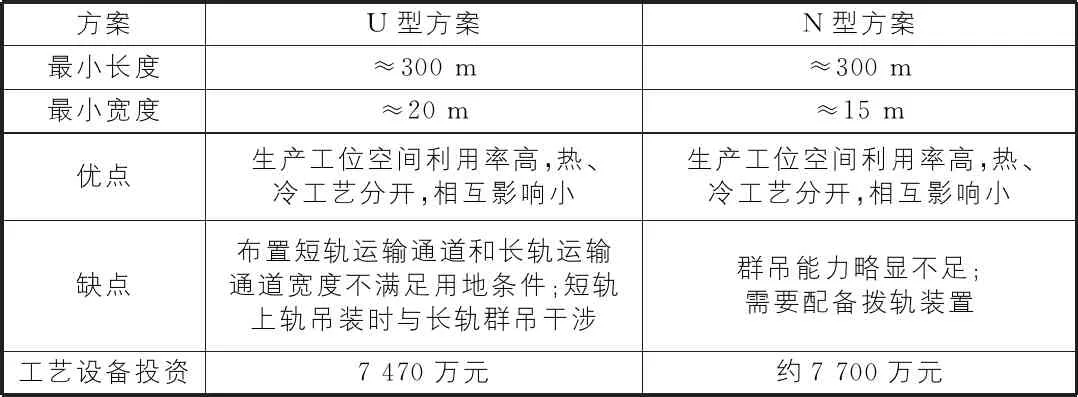
表2 U型和N型布置方案优缺点比较表
综上所述,对于焊轨基地长度349 m×宽度21.5 m的用地条件,一字型方案和U型方案均不能满足场地条件,N型布置方案虽然投资稍大于U型布置方案,但工艺布置紧凑,土地利用集约化高,本次设计推荐采用N型布置方案
(见表2)。
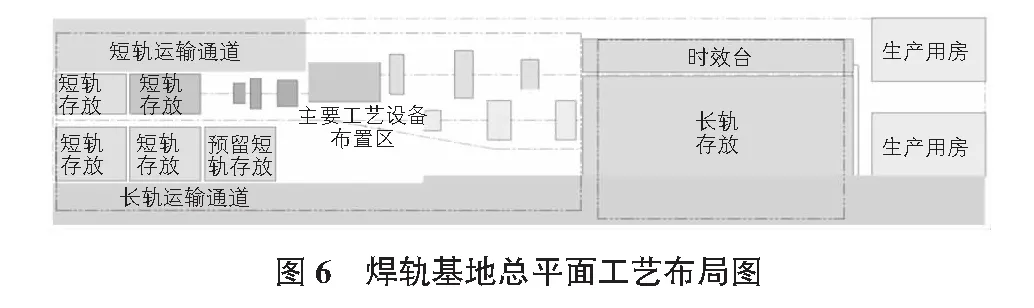
4.3 总平面布局及配套设施
本次设计方案焊轨工艺部分方案选用N型方案后,短轨存放场地位置占用宽度11 m,为满足长轨运输和短轨运输通道要求,结合铁路运轨车限界情况,设置5 m的长轨运输通道和5.5 m的短轨运输通道要求。焊轨基地总平面工艺布局图如图6所示,该方案体现了集约性工艺设计,集约利用土地的设计特点。
5 结语
本文根据深圳市城市轨道交通线网需求,提出设置现代化、集成化、高效化的焊轨基地的必要性,结合焊轨基地用地条件,最终推荐N字型集约性工艺布置方案。对后续线路及其他城市设置焊轨基地有很好的参考价值。后续线路及其他城市可结合用地情况及生产需求,合理选择工艺方案。
猜你喜欢
制造技术与机床(2017年8期)2017-11-27 02:10:22
少儿科学周刊·少年版(2017年1期)2017-03-29 17:50:36
材料科学与工程学报(2016年1期)2017-01-15 13:33:58
上海金属(2016年3期)2016-11-23 05:19:47
中国环境监察(2016年4期)2016-10-24 05:24:34
中国铁道科学(2015年5期)2015-06-21 06:53:20
中国铁道科学(2015年4期)2015-06-21 06:46:04
医学研究杂志(2015年5期)2015-06-10 06:43:26
人生十六七(2015年5期)2015-02-28 13:08:24
上海金属(2014年1期)2014-12-18 06:51:59