
用设计先进的螺杆提高质量和生产率
2021-12-28 12:47:46InjectionMoldingSolutionsScientificMolding公司JohnBozzelli
现代塑料 2021年6期
文/Injection Molding Solutions/Scientific Molding公司 John Bozzelli
大多数的注射成型商仍然在使用30年来设计没有太大变化的螺杆,现在,他们可以尝试新的螺杆设计,以提高成型质量和效率。
目前,大多数的注射成型厂商,其注射机中使用的螺杆,依然采用的是30年前通用的螺杆设计,意味着他们从未采取措施来提高熔体的均匀性,也意味着这种通用型螺杆成为“无成效”的螺杆。因此,均匀地熔融塑料来实现高质量的加工,对他们来说是当务之急。
不可否认,在注射成型加工中,熔体的均匀性至关重要!因为不均匀的熔体会带来很多成型问题,如熔接痕、部件失效、性能问题、翘曲变形、充模不均匀、大理石斑纹(彩色漩涡/斑点)以及树脂降解造成的黑斑、换色时间长、欠注、频繁地清洁螺杆和成型周期长等。
那么,如何才能获得均匀的熔体呢?
图1 所示为通用型螺杆的熔融模型,由此可见,并非所有的粒料都熔融,所产生的固体床破裂会导致不良的混合甚至降解,从而引发上述问题。如图2所示,在螺棱与螺根直径匹配的区域,塑料通常会滞留并出现常见的降解,在拉出螺杆进行清洁或维修时,这种降解清晰可见。虽然没有实际的统计数据,但依据经验,在目前运行的注射机中,至少有50%~80%会出现这一问题。即使只有25%,对于注射成型而言,依然是个大问题,有必要予以解决。

图1 通用型注射螺杆的熔融模型

图2 在通用型螺杆的螺棱与螺根直径交界处,聚合物的降解表明螺杆存在死区
实际上,注射成型行业不必使用通用型螺杆,而是有若干的解决方案。对此,注射机供应商和大多数的螺杆制造商通常会说:请试一下我们的屏障式螺杆。但实际上,这需要谨慎而行。图3所示为一根清机后的典型的屏障式螺杆,可以看出,在屏障螺棱中依然滞留有绿色的聚合物,由此可以断定,材料会在生产过程中滞留于此,并随着时间的延长而降解,甚至出现黑斑。那么,既然不能使用屏障式螺杆,又该使用何种螺杆呢?

图3 即使在清机后,该屏障式螺杆中依然滞留有绿色的聚合物,表示存在死区
早在20世纪80年代后期,为解决将色母料混入天然树脂的问题,美国Injection Molding Solutions/Scientific Molding公司开发了一种有别于屏障式螺杆的熔体均匀性螺杆,如图4所示。该螺杆满足了颜色分布和均匀性检测的严格要求,在制造复杂部件的7台不同的机器上试用6个月后,其表现令人印象深刻(见表)。
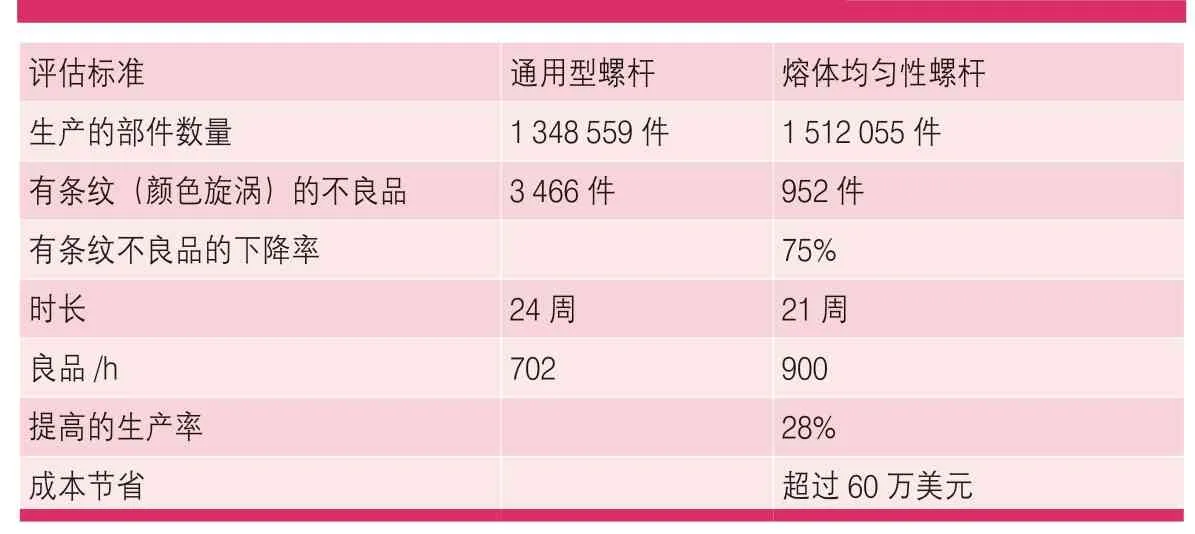
表 通用型螺杆与熔体均匀性螺杆的比较

图4 熔体均匀性螺杆
一家注射成型商购买了一根熔体均匀性螺杆,使用后评价道:“当我们装入新螺杆时,熔体温度降低了大约15.6℃,背压从300 psi降至75psi(1psi=6.895kPa),颜色结合问题和未熔融问题消失了,循环周期缩短了,而且无需定期清洁螺杆。我们只用了7个月就收回了购买螺杆的成本。随后,我们把整个工厂的通用型螺杆都替换成熔体均匀性螺杆。”
猜你喜欢
制造技术与机床(2018年9期)2018-09-19 06:47:48
铁道通信信号(2018年2期)2018-04-18 12:18:20
中国塑料(2016年4期)2016-06-27 06:33:48
中国塑料(2016年3期)2016-06-15 20:30:01
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:13
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:13
中国塑料(2015年7期)2015-10-14 01:02:40
新疆钢铁(2015年3期)2015-02-20 14:13:56
中国塑料(2014年1期)2014-10-17 02:46:37
自动化博览(2014年10期)2014-02-28 22:33:40
