马钢2#2500m³高炉炉况处理实践
2021-12-26 06:08任鑫鑫赵世丹
中国金属通报 2021年16期
任鑫鑫,尤 石,赵世丹,左 俊
(马鞍山钢铁股份有限公司,安徽 马鞍山 243000)
马钢2#2500m³高炉自2017年10月10日点火开炉以来,炉况稳定性一直较差,产能偏低。气流表现为中心气流不畅,边缘气流不受控。为此,2018~2019年,高炉操作人员先后从原燃料管理、上下部制度、渣铁管理及冷却制度等方面着手进行了积极摸索调整,但收效甚微,产能始终未能稳定在6000t/d以上。
进入2020年,高炉操作人员转变观念,借鉴国内先进高炉的操作经验,采取了一系列新举措,使高炉成功走出困境,产能重新拉回至6100t/d的水平。下面重点对本次炉况处理实践的经验进行总结[1]。
1 面临的现状
2#高炉炉况不稳主要表现在压量关系紧张,经常性的边缘窜气,导致冶强提升难度大。就目前2#炉面临现状而言,以下两个问题是制约冶强提升的关键。
(1)炉缸状况不活跃,有效容积在缩小,炉缸不接受强度。①2019年7月以后,高炉频繁出现小套烧损现象,大量冷却水漏入炉内,炉内热渣铁受冷凝结在漏水小套周围,呈现出边缘局部堆积。②受炉况波动影响,长期以来2#高炉入炉风量使用偏低,鼓风动能明显不足(<130kj/s),炉缸中心吹不透,中心死料柱趋于肥大。③自2019年8月之后,4层炉芯温度从337℃开始持续下降,至同年11月底,炉芯温度降至277℃,而同期炉缸9层(标高10.486m)侧壁温度(0.20m)由117℃下降至100℃,中心边缘的双降反映出炉缸容积在缩小。④由于气流不稳,炉温波动大,炉缸热量不稳,以致炉缸内渣铁流动不畅,影响炉前渣铁处理,加剧了炉缸处理的难度。⑤迫于生产成本压力,在高燃料比情况下,高炉仍在一味追求煤比,过多的煤粉喷吹入炉后不能完全烧掉,而未燃煤粉除一部分随炉尘排出以外,其余则填充在死料柱和料柱缝隙间,不仅恶化死料柱透气透液性,加剧炉缸中心不活,而且增加整个料柱阻损,不利于气流的稳定。在2019年,吨铁炉尘由上半年21.3kg/Tfe上升至下半年25kg/Tfe。
(2)操作炉型不规则,渣皮不稳定,不利于稳定气流。①为了尽快恢复炉况,2019年7月下旬之后,高炉采用长堵风口操作,而堵风口的不利影响在于其正上方区域的炉墙不受热气流冲刷,炉墙渣皮不稳定,易出现规律性结厚脱落再结厚,不利于气流的稳定。若长堵风口为检修门右侧风口,炉墙电偶波动点则集中在9~12点,与生产实践相符。②冷却制度不稳定引起渣皮的波动,破坏气流的正常分布。正常生产软水水量维持不变,通过将软水进水温度控制在43℃~44℃来稳定冷却强度,但因水泵房对软水进水温度控制手段有限,导致进水温度波动大,有时甚至低于42℃,严重影响到渣皮的稳定,后续该问题需引起重视。③在上下部制度的选择上不合理,导致料面不稳,影响两道气流分布。目前2#高炉气流通道主要依赖中心,因而在上部制度选取上往往以开放中心为主,但中心过度发展后,炉喉径向料速不均,会出现炉料向中心滚动现象,从而堵塞中心通道,引发边缘局部窜气,不利于合理操作炉型的维护。④长期以来受炉况波动影响,炉料下降至滴落带后携带热量不稳定,以致炉缸热制度反复性大,热制度的反复波动反过来影响炉腹、炉腰渣皮的稳定。⑤操作人员风险意识薄弱,压差管理不规范。对中心加焦的高炉而言,中心气流稳定顺畅是气流稳定的关键所在,因此在高炉出现高压差时,不论是渣铁、气流、或者原料异常哪种原因造成的,应当首选减风过渡,第一时间降低下部压力来缓解边缘压力,确保边缘气流可控。
2 采取措施
(1)掌握炉料对炉况的影响,稳定两道气流。①生矿的冶金性能相较熟料而言,软熔起始温度低,软熔区间宽,且具有强的热爆裂性,若生矿在料条上平铺时间过长会恶化料柱的透气性,不利于两道气流的稳定。故2020年1月16日,通过调整槽下生矿闸门开度将生矿平铺时间由70s缩短至60s,使炉料入炉后尽可能多的生矿布在平台上,减少或避免生矿向中心的滚动,有益于稳定好中心气流。同时,严格控制好入炉生矿比例,确保生矿比例在15%以下。②通过稳定焦丁比来稳定边缘气流。由于焦丁布在矿石料条的头部,入炉后焦丁靠近炉墙分布,因此关注好焦丁槽位变化,选取合适的焦丁比,稳定好焦丁量能够改善边缘透气性,有利于稳定边缘气流。
(2)上下部制度配合调整,疏导两道气流。①在2019年12月份下旬,因矿焦平台宽度过宽,另矿批使用较大,74~76t,班料速控制在42~44批,以致平台气流不受控,从十字测温杆观察可发现2~3环电偶温度上升明显,由正常值100℃~200℃上升至300℃~400℃,中心边缘两道气流相对有所减弱,软熔带形状发生改变,趋向于平坦化,气流抵御外围干扰能力明显下降,炉况波动逐步在加剧,鉴于此,2020年1月6日上部制度进行调整,将矿平台宽度由9°缩窄至7°,焦炭平台由9.5°缩窄至7.5°,但气流并未有明显改善,直至16日后将矿批缩小至66t,控制班料速在48~50批,平台气流才得以受控,两道气流得到强化。②之后,高炉进行下部参数优化,一方面积极使用风量,在堵一个的风口的情况下,将目标风量由4600m³/min~4650m³/min上调至4850m³/min~4900m³/min的水平,鼓风动能有了明显提升,由130kj/s上升至140kj/s~145kj/s,这样不仅有利于炉缸中心的活跃,更加有利于稳定边缘气流;另一方面适当控制强度,为处理炉缸、固化炉型争取时间,将氧量由9000m³/h分步控制在7000m³/h的水平。
(3)减轻焦炭负荷,通过改善气流分布来降低燃料比。2020年1月上半月,负荷维持4.20~4.25,但气流欠稳,燃料比高达530kg/t,不具备上强度条件,16日高炉及时加0.3t/ch轻料(4.15)过渡,负荷退守后,小时喷煤量由37t/h下降至35t/h,喷煤量下降后炉缸负荷及料柱阻损有所减轻,后气流得到缓解,燃料比非但没有因退负荷上升反而呈现下降趋势,1月下旬,燃料比逐步降至520kg/t的水平,同时吨铁炉尘量也由上半月26.8kg/Tfe下降至下半月23.3kg/Tfe,取得了良好的实践效果。
(4)强化炉前渣铁处理,为处理炉缸创造有利条件。渣铁处理的顺畅是炉缸状况改善的标志之一。2019年下半年以来,受气流波动影响,炉缸活跃度变差,炉前渣铁处理欠畅,渣铁往往不能及时排出,经常出现单炉流速差或者两铁口渣铁不均现象,尤其是单场出铁时渣铁不均表现更加明显。为了有效改善炉前渣铁处理,稳定好炉内的渣铁液面,确保一次气流的合理分布,故炉内做出以下要求:①降低铁口深度,由3.2m~3.3m降低至3.1m;②扩大孔道直径,由原先55mm钻杆直接开口切换为60mm钻杆套1.5m~1.8m后再拿55mm钻杆开口;③投用的两铁口视出铁时间、来渣时间调整开口间隔时间,通过灵活应对,控制来渣时间在30min以内,出铁时间在110min~160min。
(5)夯实基础管理,稳定好热制度。工长操作是维持炉况稳定顺行的一个重要方面。故日常生产中应统一四班思路,加强对工长基础操作的管理,一方面严格落实好压差管理制度(<175kpa),杜绝由高压差引发的气流波动;另一方面强化炉温趋势管理,尽量做到早动、动准,避免人为性的热制度波动;若在炉况波动期,操作者主要通过稳定风温和喷煤量,充分利用加湿调整的及时性来过渡临时性的气流波动,能够有效避免热制度的反复波动,确保炉缸热量的稳定。在正常生产时,【Si】控制在0.40%~0.60%,PT控制在1500℃以上,硅偏差控制在0.14%以内。采用该控制标准实践效果较好。
3 效果
进入2020年,通过采取以上一系列的措施,炉况下滑势头得到遏制,煤气流分布趋向合理,产能稳步在提升,取得了良好的实践效果。下表1为2019年7月~2020年2月马钢2#高炉主要技术经济指标情况。
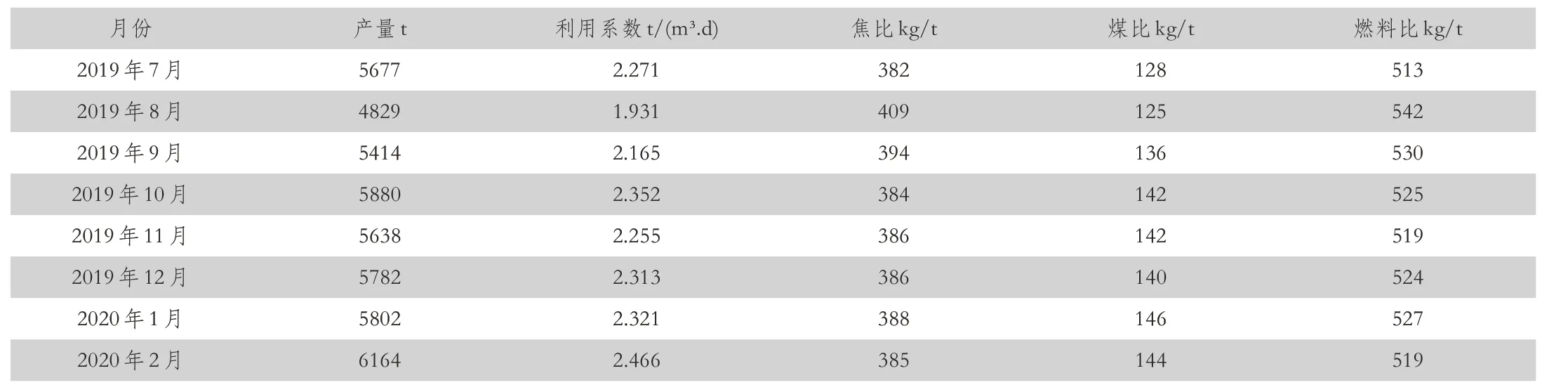
表1 2019年7月-2020年2月马钢2#高炉主要技术经济指标
4 结语
(1)高炉操作应树立以风为纲的思想,积极使用风量,在上风量的同时做好上部制度的匹配性调整。上下部制度相匹配是两道气流合理分布的关键所在。
(2)稳定充沛的炉缸热量是炉缸工况活跃,两道气流能够合理分布的前提。因而提升工长实操水平,稳定好热制度是快速处理炉况的有效途径。
(3)渣铁处理的顺畅是炉缸状况改善的重要标志之一。因此在日常生产中应关注好炉前出铁过程,确保渣铁排放均匀、稳定、顺畅。
(4)冷却制度的稳定是形成合理操作炉型的基本要求。后续操作人员要重点关注好软水进水温度的变化,可考虑对405泵房的管路设备以及工艺流程进行技术升级改造,增强该泵房对进水温度的调控能力,便于稳定冷却强度,稳定好渣皮。
(5)局部堵风口作业不利于合理操作炉型的维护,不利于边缘气流的稳定,但在全开风口后如何控制好上下部参数,使上下部制度相匹配,实现炉况的平稳过渡,仍需要我们进一步的摸索探究。
猜你喜欢
房地产导刊(2022年7期)2022-07-23
昆钢科技(2021年3期)2021-08-23
昆钢科技(2021年3期)2021-08-23
昆钢科技(2021年1期)2021-04-13
装备环境工程(2020年2期)2020-03-23
当代工人(2019年18期)2019-11-11
中国化妆品(2018年6期)2018-07-09
航空模型(2017年9期)2018-02-23
金桥(2017年5期)2017-07-05
环球时报(2017-06-05)2017-06-05