
火电机组烟气脱硫系统的节能优化运行
2021-12-23 06:28孙化军大唐环境产业集团股份有限公司张家口项目部河北张家口075000
化工管理 2021年33期
孙化军(大唐环境产业集团股份有限公司张家口项目部,河北 张家口 075000)
0 引言
燃煤火力发电会产生大量的含硫尾气,而烟气脱硫系统是降低污染排放的重要系统,但其存在着能耗高的缺点,而火电作为经济发展的支柱产业,在未来很长一段时间都将持续存在,因此,对其烟气脱硫系统的节能优化进行研究具有重要的现实意义。
1 火电机组烟气脱硫工艺
1.1 湿法烟气脱硫工艺
1.1.1 石灰石-石膏法
该工艺是现阶段中国应用最广泛的烟气脱硫方法,其过程首先是将石灰石研磨后加入一定的水制成浆液,然后通过循环泵将其注入到吸收塔内,烟气中的二氧化硫等废气会与浆液发生氧化还原反应生成硫酸钙沉淀。在进一步结晶后,形成二水石膏残留在吸收塔中,最后通过除雾器将脱硫净化后的尾气排放到大气中,通过真空系统将石膏脱水排出。
1.1.2 双碱法
长期使用石灰石-石膏法进行除硫会在吸收塔上结垢,若不及时除垢,会出现堵塞的问题,而使用双碱法就能有效地解决该方面的问题。双碱法是以氢氧化钠为主要原材料。由于氢氧化钠具有强碱性,因此其能吸收、溶解更多含硫的酸性物质[1]。同时,该工艺的操作方法也相对简单,成本也较低,因此可以提升企业的经济利润。但也会存在碱性过强腐蚀吸收塔的问题。
1.2 半干法脱硫工艺
1.2.1 喷雾干燥法
该工艺是将石灰浆喷成雾状来吸收烟气中的二氧化硫,其具有操作运行简单、造价低、能耗低的特点,而且由于脱硫产物为粉状,不会产生废水。但其具有极其显著的缺点:在尾气处理后,极其容易在吸收塔的内部上残留污垢,会堵塞雾化装置甚至对其造成腐蚀。同时,其产生的脱硫残渣的二次利用价值低,若不及时处理,会造成环境的二次污染。
1.2.2 烟气循环流化床
该工艺由德国的鲁奇公司率先发明,其运作原理是将烟气和吸收剂多次在循环流化床中循环,通过延长两种物质的接触面积和时间来达到提高吸收剂利用率和脱硫程度的目的。而且烟气的状态越湍急,吸收效率就越高。该工艺具有占地面积小的优点,但其投入的成本较高。
2 烟气脱硫系统的节能优化路径
在所有脱硫工艺中,石灰石-石膏法是最为环保的,可以最大程度地降低废气中的含硫量,但该工艺需要消耗大量的电力和水资源,因此必须对该系统进行优化改进。
2.1 节约电耗
节约电耗主要可以从以下三个方面进行优化:(1)降低真空泵的能耗。在目前的工艺下,使用石灰石-石膏法脱硫需要配备至少两台真空脱水泵才能够满足石膏脱水工序需求。可以通过配备石膏浆液分离器和浆液分离器管道,将大部分的浆液进行预分离,然后再配备一台真空泵进行脱水,提高设备的利用效率;(2)降低浆液循环泵能耗。可以从降低浆液循环泵的流量、浆液变频旋转、选择合适的浆液循环泵规格这三个方面着手,其中,第一项的效用最为显著;(3)减小烟气系统阻力。烟气系统的阻力越大,脱硫系统的电耗就越大。因此,可以通过优化脱硫系统的管道排列分布、选取合适的管道截面积和长度、减少弯头数量以及使用圆管等提高烟气流转的顺畅性,降低阻力,从而实现电耗的降低[2]。
2.2 节约水资源
湿法烟气脱硫处理需要消耗大量的水,同时有很大一部分火电厂存在着除雾设备老化的问题,造成水资源浪费更加严重。节约水资源的优化可以从以下三个方面着手:(1)冷却水和冲洗水的回收利用。对于大部分的火电厂来说,冷却水可以进行二次使用。通过设计引水管可以将富余的冷却水收集在冷却箱中,待净化后重新泵入脱硫系统中实现二次利用。雾化冲洗水的回收亦是如此。(2)冷凝液的回收利用。电厂的烟气中含有大量的水蒸气,目前大部分没有被回收利用,通过在烟道处设置多道冷凝液回收装置,并使用回流管连接,将水蒸气冷凝后收集至集水坑中备用[3];(3)配备烟气换热器。通过在引风机出口烟道位置配置烟气换热器,实现更高效率的加热和冷凝,降低加热器的综合用气量,进而实现水资源的节约。
3 实例分析
3.1 实例背景
某火电厂配套2组660 MW燃煤发电机组,其基于塔双循环技术和石灰石-石膏法设计了烟气脱硫系统。其燃煤的硫含量一般为0.90%,在满载的情况下可以达到1.2%左右,通过优化调整,脱硫效率达95%以上。脱硫吸收塔进口的烟气参数如表1所示。
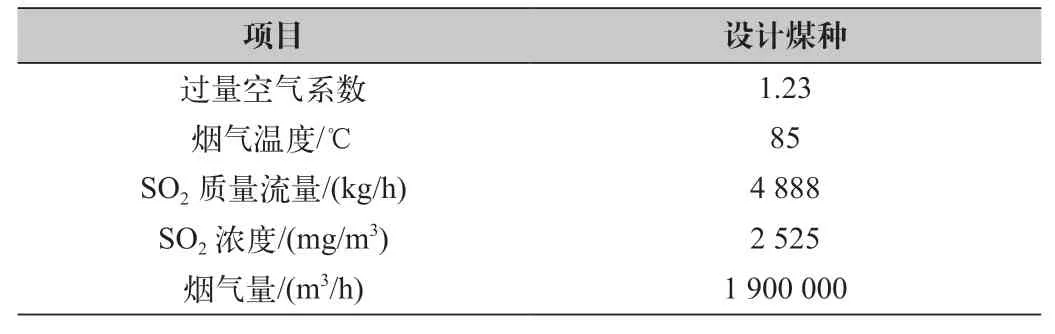
表1 脱硫吸收塔进口的烟气参数
3.2 节能优化路径
3.2.1 节电路径
(1)采用“二合一”风机:原有的烟气系统采用单设增压风机和引风机的方式来实现烟气的循环,本次将增压风机嵌入到引风机中,实现“二合一”的效果[4]。单台机组优化前后的经济性比较如表2所示。

表2 单台机组优化前后经济性比较
如表2所示,对比可知,通过优化风机机组,单台机组每年可以节约38.76万元的能耗费用。同时,通过取消增压风机,可以降低设备的投资成本,提高了电厂运营的经济性;(2)浆液循环泵的运行优化:该电厂配备两台功率为800 kW和一台900 kW的浆液循环泵来满足每台机组吸收塔的正常运行,三台机组采用串联的控制结构,且初始设计余量大于电厂的满载功率,因此,当电厂无法满载运行时,将造成极大的浪费。为了提高循环泵的利用效率,进行组合运行试验。经过试验表明,当机组满负载时,可以通过关闭一台浆液循环泵来降低厂用电率;同时,在机组没有满负荷运行时,关闭浆液循环泵,降低厂用电率的效果更加显著;(3)石膏脱水系统的优化:该电厂配备了两台真空脱水机用于石膏的脱水,两台泵的设计能力为机组满载产生的石膏量的1.1倍。本次优化方案为:在过滤水泵前后分别加装浆液切换管道和浆液分配器,当机组处于满载容量时,浆液分配器会对石膏进行初步分离,然后初步分离的石膏会进入切换管道中,然后只需启用一台真空脱水机就将石膏全部处理完成。石膏脱水系统优化前后能耗对比如表4所示,优化后每年可以节约约40.7万元的能耗费用;(4)其他:除了上述措施外,还采取了:①将浆液供给泵、除雾器冲洗水泵以及石膏排出泵更改为变频结构,根据锅炉内烟气量以及SO2的浓度的变化,变频调节泵电机的功率;②优化烟道的设计,管道全部采用圆形管道结构,并延长直管的长度并减少弯头的数量,保有弯头也设计为缓转弯头,将系统的阻力降至最低,从而有效的降低电耗;③将吸收塔浆液的pH值调整到最合适的值,一般设置为11~13,同时降低液气比,促进SO2的吸收,降低循环泵的能耗。通过上述方法的优化,可以降低年电能成本约60万元。
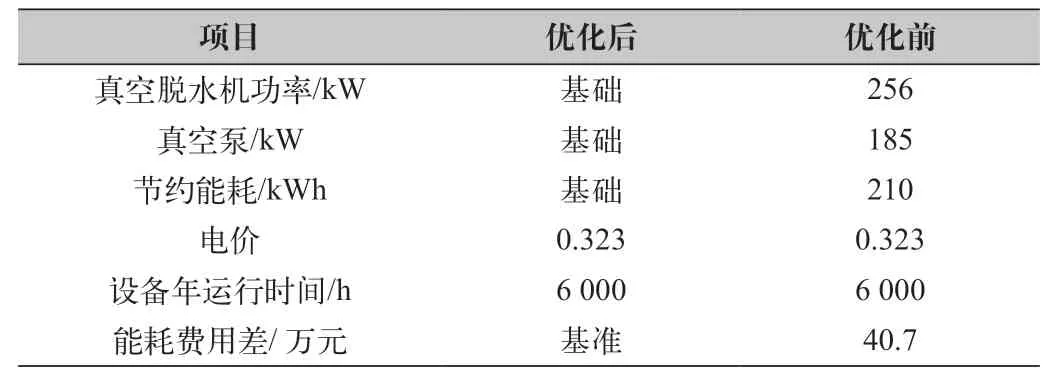
表4 石膏脱水系统优化前后能耗对比
3.2.2 节水路径
在节水方面主要采用以下三种方式进行:(1)通过计算单台机组烟气的凝结水量,在烟囱内筒位置加装了冷凝水回收装置,经过测算,单台机组的凝水量可达2 t/h,将冷凝水注回脱硫系统中,达到节水的目的;(2)该电厂单台机组的石膏(游离水含量10%)产量约为20 t/h,游离水在石膏分离出来后就会蒸发到大气中,通过提高脱水机的脱水效率,将游离水的含量降低至约4%,单台机组的节水量可达1.2 t/h;(3)该电厂单台机组冷却水量约为32 t/h,通过加设引流管道,将冷却水和冲洗水连接至集水箱中,经过净化后重新返回塔内利用。通过上述三种方式,可以达到单台机组约35 t/h的节水量。
4 结语
石灰石-石膏法作为烟气脱硫系统的主流工艺方法,在脱硫效率满足要求的前提下,可以通过一系列的优化设计,提高该系统的节能性能。在原材料及其他成本飞涨的今天,资源的节约可以带来成本的降低,可以进一步稳定电力行业,为中国经济的发展保驾护航。
猜你喜欢
水泵技术(2022年4期)2022-10-24
硫酸工业(2021年9期)2021-12-10
应用能源技术(2021年11期)2021-12-10
煤气与热力(2021年2期)2021-03-19
山东电力高等专科学校学报(2020年2期)2020-06-15
科技与创新(2018年19期)2018-11-30
新能源汽车报(2018年47期)2018-05-14
科技创新导报(2016年4期)2016-11-19
城市建设理论研究(2011年23期)2011-12-20
